Нормативные документы, регламентирующие показатели технологических процессов обеспечения работоспособности автомобилей
Характеристики оборудования, используемого при функционировании технологических процессов обеспечения работоспособности автомобилей
Перспективы совершенствования технологических процессов обеспечения работоспособности автомобилей
Навигация
Характеристики оборудования, используемого при функционировании технологических процессов обеспечения работоспособности автомобилей
Общая характеристика технологических процессов обеспечения работоспособности автомобилей
28625
знаков
0
таблиц
4
изображения
2.2 Характеристики оборудования, используемого при функционировании технологических процессов обеспечения работоспособности автомобилей
Для выполнения технологических процессов необходимы технологическое оборудование, оснастка, инструмент.
Технологическое оборудование, предназначенное для механизации технологических процессов ТО и ремонта подвижного состава автомобильного транспорта, является частью основных производственных фондов.
Потребность в технологическом оборудовании для АТП и объединений различных размеров рекомендуется табелем технологического оборудования и специализированного инструмента, в который включены две группы: оборудование общетехнического назначения, которое применяется в различных отраслях народного хозяйства, в том числе и на автомобильном транспорте; гаражное оборудование, т. е. оборудование, используемое только при ТО и ремонте автомобилей.
К первой группе относятся металлорежущие и деревообрабатывающие станки, кузнечно-прессовое, крановое и другое оборудование. В зависимости от назначения металлорежущие станки подразделяются на универсальные (рис.1), специализированные (обработка деталей одного наименования, но разных размеров) и специальные, предназначенные для обработки одного определенного изделия.

Рисунок 1 – Универсальный токарный станок JET-516
В зависимости от массы металлорежущие станки подразделяются на легкие (массой до 1 т), средние (от 1 до 10т) и тяжелые (массой более 10 т). По степени автоматизации металлорежущие станки подразделяются на автоматы, полуавтоматы с цикловым и числовым программным управлением.
Деревообрабатывающее оборудование подразделяется по назначению:
1-я группа – для резания и обработки древесины с изменением размеров и форм; 2-я группа – для выполнения гибочных, сушильно-тепловых и других вспомогательных работ; 3-я группа – для механизации, станочных, околостаночных и транспортных операций; 4-я группа – заточные станки оборудование, предназначенное для обслуживания деревообрабатывающего инструмента.
Кузнечно-прессовое оборудование - это гидравлические и механические прессы (рис. 2)., высадочные, обрезные и штамповочные автоматы, молоты, ножницы и гибочные машины.

Рисунок 2 – Гидравлический пресс
В зависимости от массы кузнечнопрессовое оборудование делится на легкое (массой менее 10 т), среднее (10 - 60 т) и тяжелое (более 60 т).
Крановое оборудование различается по режимам работы механизма главного подъема: с ручным приводом; с машинным приводом (легкие, средние, тяжелые и весьма тяжелые краны).
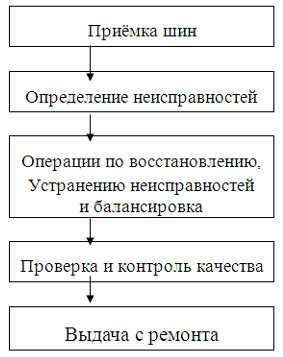
Гаражное оборудование различается по назначению и сложности. По назначению выделяют оборудование для следующих основных работ: моечных и очистительных; подъемно-транспортных (рис. 3) ; смазочных; заправки маслами, воздухом и рабочими жидкостями; контрольно-диагностических и регулировочных; тоже электрооборудования; тоже систем питания карбюраторных, дизельных и газобаллонных автомобилей; разборочно-сборочных и ремонтных; шиномонтажных и шиноремонтных (рис. 4).

Рисунок 3 – Подъёмник Ravaglioli M-23

Рисунок 4 – Балансировочный станок
По сложности конструкции и проведения ТО и ремонта гаражное оборудование подразделяется на сложное, например стенд для проверки тормозных свойств; средней сложности, например подъемники, маслораздаточные колонки; несложное: слесарно-монтажный инструмент, тележки для снятия и установки колёс и др.
2.3 Недостатки функционирования технологических процессов обеспечения работоспособности автомобилей
Изучение вопросов совершенствования организации технологических процессов показало, что до настоящего времени нет четких и обоснованных рекомендаций по методике расчета количества постов текущего ремонта, специализации постов, снижению вариации трудоемкости работ, организации диагностики при текущем ремонте, типизации технологических процессов текущего ремонта, комплекту технической документации по рациональной организации производства постовых работ и др.
Установлено, что в настоящее время существуют три основных метода расчета количества постов: по суммарной трудоемкости постовых работ; по дням простоя в ТО, и ТР автомобилей; вероятностный метод.
Имеющиеся рекомендации по специализации постов текущего ремонта автомобилей предусматривают до семи типов специализированных постов. При этом в большинстве случаев рекомендуется совместное производство работ технического обслуживания и крупнообъемного текущего ремонта автомобилей, что является нецелесообразно.
В настоящее время в АТП применяется большое количество вариантов планировок зон текущего ремонта с использованием разных типов осмотровых канав (тупиковых, проездных, изолированных, траншейных), а также с применением подъемников различной конструкции, приспособлений для замены агрегатов и оргоснастки. Такое многообразие используемого при текущем ремонте оборудования не имеет ни технологических, ни экономических обоснований.
В большинстве АТП при проведении работ применяются технологические процессы, имеющие существенные недостатки, что обусловливает большие простои автомобилей в ремонтах, потери рабочего времени и недостаточное качество ремонтных работ. Работы по текущему ремонту, как правило, выполняются на универсальных постах, оснащенных смотровыми канавами, или на напольных постах, которые не имеют полного комплекта оборудования, необходимого для механизации трудоемких работ, контроля качества выполненных ремонтов и обеспечения благоприятных условий труда.
Похожие работы
... курсовой работы является сборка и заполнение технической документации по ремонту шин. Разработать технологический процесс ремонта шины автомобиля ВАЗ 2108, с применением прогрессивных форм и методов организации авторемонтного производства в условиях ППП ООО «МТК» 1 Исходные данные 1.1 Характеристика предприятия Базовым предприятиям для проектирования является муравленковская транспотная ...
... на обработанной поверхности винтообразной канавки; установка втулки в ремонтируемое отверстие; раскатка втулки; обработка фаски; Наружная цилиндрическая поверхность 1.2 Разработка технологического процесса ремонта детали Установление последовательности операций, выбор оборудования, режущего и измерительного инструмента, приспособлений, расчет режимов работ и норм времени, выбор ...

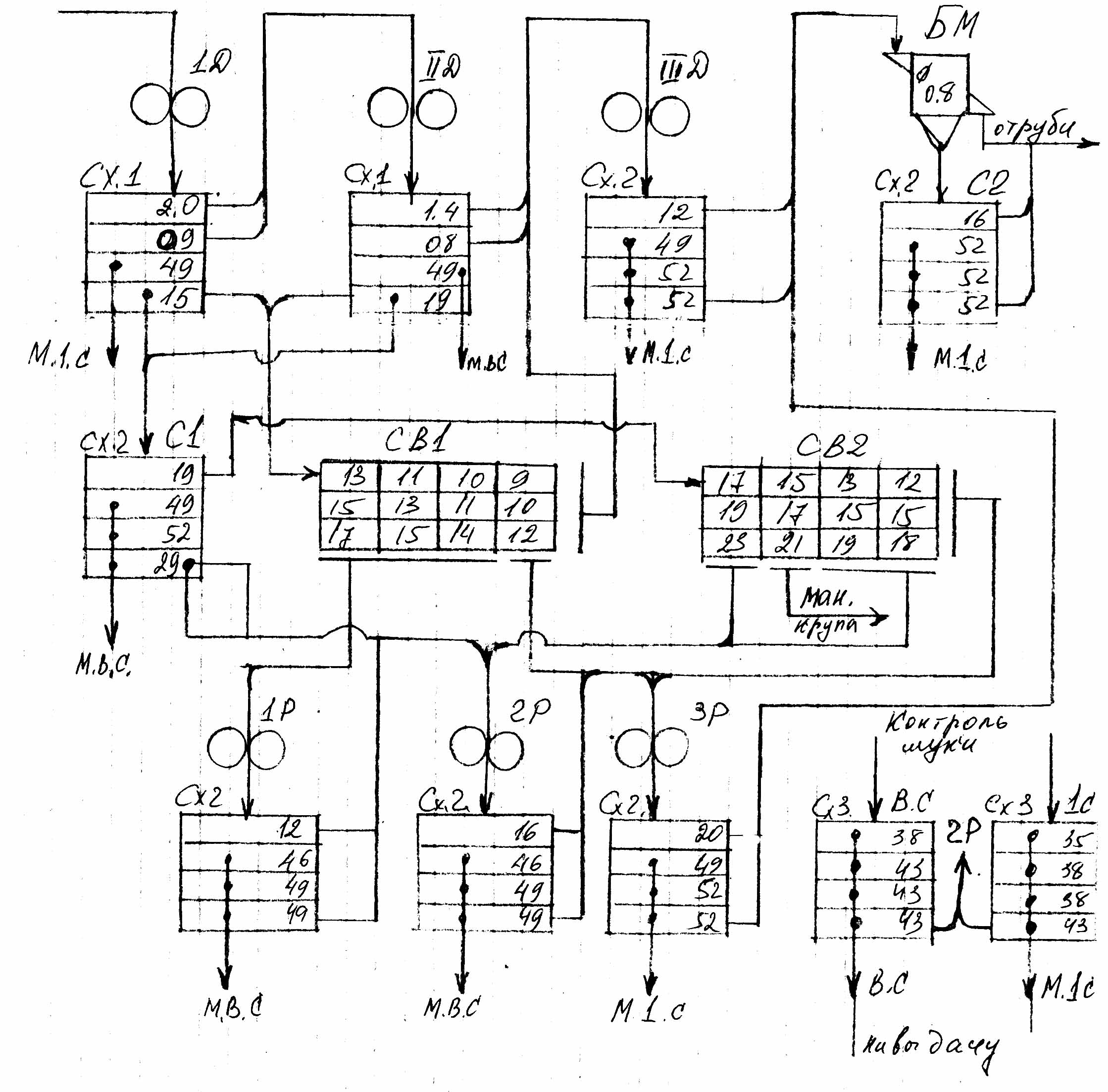
... . В результате такой подготовки зерно, передаваемое из зернохранилищ на мукомольный завод, должно отвечать определенным требованиям. 4. ОПИСАНИЕ УСОВЕРШЕНСТВОВАННОГО ТЕХНОЛОГИЧЕСКГО ПРОЦЕССА ПЕРЕРАБОТКИ ЗЕРНА В МУКУ Технологическая схема переработки зерна пшеницы в муку представлена на листе № 4 графической части проекта. После уборки урожая зерно содержит различные посторонние примеси. В зерне ...





... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...
0 комментариев