Навигация
Сырье принимают в цех с анализом химической лаборатории
70491
знак
7
таблиц
2
изображения
1. Сырье принимают в цех с анализом химической лаборатории.
Перед пуском в производство оно проходит органолептическую проверку.
2. Сырье освобождают от тары при следующих условиях.
Мешки с сахаром, ядрами и другими сыпучими материалами предварительно очищают щеткой и аккуратно вспарывают по шву. Концы и обрывы шпагата удаляют и собирают в специальный сборник. Остатки сахара и другого сырья удаляют легким встряхиванием опорожненных мешков с их внутренней поверхности в вывернутом виде, швом вверх.
Бочки с сырьем перед направлением в производственные цехи или перед освобождением от содержимого зачищаются с поверхности и обмываются водой, особенно днище и уторы. При вскрытии бочек необходимо следить, чтобы в сырье не попали частицы дерева, гвозди и другие посторонние предметы.
Сырье удаляют из тары в специально отведенном месте, изолированном от производственных участков. При этом следят, чтобы в него не попали посторонние предметы. Тара с орехами подается в цех только в зачищенном виде и в количестве не более суточной потребности. Освобождающаяся тара немедленно удаляется из помещения.
Металлические банки с сырьем перед вскрытием обмывают теплой водой и насухо вытирают. Они вскрываются специальным ножом и при этом следят, чтобы в сырье не попали кусочки металла.
Сырье в стеклянной таре вынимают из ящиков в специально отведенном месте, изолированном от производственных участков. При вскрытии ящиков осматриваются все бутылки, удаляются разбитые, треснутые. Целые, неповрежденные бутылки обмывают и насухо вытирают, после чего передают на вскрытие, соблюдая все предосторожности, чтобы не повредить краев горлышка бутылей и не допустить попадания в сырье стекла и других посторонних предметов.
Твердые жиры при распаковке тщательно осматривают и в случае загрязнения поверхности или наличия плесени зачищают с удалением загрязненного слоя.
3. Яйца, предназначенные для производства, промывают чистой водой для удаления грязи, подвергают дезинфикации с вторичным промыванием водой. При выбивке яиц принимаются меры против попадания скорлупы в выбитые яйца.
Замороженный меланж предварительно оттаивают.
4. Все сырье и сиропы освобождают от механических примесей, для чего сыпучие виды просеивают, а жидкие виды, или сырье используемое в производстве в виде густых растворов, фильтруют или протирают. В качестве просеивающих и фильтрующих материалов применяются: металлическая проволочная сетка, металлическая штампованная сетка, специальная шелковая ткань для сит, марля и полотно.
Патоку и мед перед фильтрацией предварительно подогревают для снижения их вязкости до температуры 40-45°С. Твердые жиры фильтруются в растопленном виде. Сухой яичный порошок перемешивается с водой. Фруктово-ягодные пюре и пульпа, поступающие в бочковой таре, должны пропускаться через протирочную машину или протираться вручную на решетках. Фруктово-ягодные заготовки густой консистенции протираются через сито после предварительного разбавления их сахарным сиропом и подогрева. Глазировочные машины оборудованы стаканчатыми фильтрами (для фильтрации глазури).
5. Сыпучее сырье (сахар, крахмал, орехи и др. виды), в случае необходимости, пропускают через магнит для очистки от металлических, ферромагнитных примесей (металлическая пыль, окалина, мелкие частицы от оборудования), а также от случайно попавших металлических предметов.
В качестве магнитных уловителей используются электромагнитные сепараторы.
6. Орехи и другие ядра пропускают через сортировочную машину или перебирают вручную для отчистки от посторонних предметов.
7. Сульфитированные плоды и ягоды (пульпа) подвергаются десульфитации путем прогревания их в открытых варочных котлах с мешалками или в специальных закрытых шпарителях. Одновременно с десульфитацией пульпы происходит и размягчение ее, после чего прошпаренная масса протирается на протирочной машине через сетку для удаления частиц кожицы, семян, плодоножек и косточек.
Для протирки плодов, имеющих косточки, используется косточкоотделительные протирочные машины марки КП.
8. Яблочные или фруктово-ягодные пюре, в том случае, когда режим варки не обеспечивает полного удаления сернистой кислоты, предварительно десульфитируют в вакуум аппарате из нержавеющей стали, после чего его протирают на протирочных машинах. Яблочное пюре десульфитируют под вакуумом продуванием пара через слой пюре.
9. При поступлении свежего молока большими партиями, превышающими суточную потребность, оно хранится в специально оборудованной холодильной камере. В процессе хранения молока лаборатория должна контролировать его кислотность.
Сухое цельное или обезжиренное молоко предварительно растворяют в воде по расчету на свежее молоко. Полученную смесь пропускают через сетку протирочной машины для отделения комочков или случайных посторонних примесей.
10. Перед подачей сырья в производство его взвешивают на различных весах либо отмеривают специальными мерками, или дозируют непрерывно действующими дозаторами.
Технологическая схема производства карамели состоит из следующих основных стадий:
1. Приготовление сахаро-паточного сиропа
2. Получение карамельной массы
3. Обработка карамельной массы (охлаждение, подкисление, ароматизация, проминка и вытягивание карамельной массы)
4. Приготовление начинок
5. Формование карамели
6. Охлаждение карамели
7. Завертка карамели или защитная обработка ее поверхности (обсыпка, глянцевание, дражирование, глазирование шоколадной глазурью).
8. Расфасовка и упаковка карамели.
Приготовление сахаро-паточного (карамельного) сиропа
Карамельный сироп может быть приготовлен следующими способами.
1. С применением оборудования непрерывного действия:
а) путем растворения сахара в водно-паточном растворе под давлением, без промежуточной стадии приготовления сахарного раствора, при одновременном процессе испарения избыточной влаги;
б) путем смешения с патокой предварительно приготовленного сахарного раствора с последующим увариванием рецептурной смеси до заданной влажности сиропа и без уваривания смеси.
При периодическом способе приготовления карамельного сиропа сахарный раствор уваривают. В конце уваривания вводится патока, предварительно нагретая до температуры 40-50С и профильтрованная через сетку с ячейками диаметром 3 мм. Она загружается в диссутор по весу или по объему. В том случае, когда сахарный раствор получают отдельно, в другом диссуторе, его загружают во второй диссутор по весу или объему. В обоих случаях, после добавления патоки к сахарному раствору, вся жидкость доводится до кипения для достижения равномерного распределения патоки в сиропе. Рекомендуется применять диссуторы с мешалками.
Готовый карамельный проходит через фильтр с сетками, диаметром ячеек – 1,5 мм и подается к карамельным варочным аппаратам.
Получение карамельной массы
Карамельный сироп уваривается до карамельной массы в вакуум-аппарате непрерывного действия с выносной выпарной камерой, производительностью 500 и 1000 кг/ч. Карамельный сироп с накопительной емкости поступает в индивидуальный бачок при вакуум-аппарате, рассчитанный на 10-15 мин. Карамельный сироп насосом подается в змеевиковые варочные колонки, которые могут быть удалены от камер на большое расстояние.
Готовая карамельная масса выгружается из вакуум-аппарата через каждые 1,5-2 мин. с помощью автомата выгрузки. Карамельная масса выгружается непосредственно на охлаждающий стол.
Для получения смеси карамели различных окрасок красители и соответствующие им эссенции следует менять через определенные промежутки времени. Для этого дозаторы монтируются группами. Число дозаторов в каждой группе соответствует количеству красок в смеси карамели. Смена красителей и эссенций осуществляется путем включения в работу той или иной группы дозаторов.
Обработка карамельной массы:
Охлаждение карамельной массы
Карамельную массу охлаждают на охлаждающих машинах – двухвалковых с вращающимся барабаном. Карамельная масса из варочных аппаратов периодически или непрерывно поступает в приемную воронку охлаждающей машины, из которой непрерывной лентой определенной ширины и толщины выходит через зазор между вращающимися охлаждаемыми водой вальцами. Продвигаясь по нижнему вальцу, или по вращающемуся барабану, а затем по наклонной охлаждающей плите, карамельная лента постепенно теряет тепло за счет контактного теплообмена. При этом на нижней поверхности массы образуется корочка, способствующая ее продвижению и препятствующая прилипанию массы на охлаждающей машине. Перед началом работы приемную воронку смазывают растительным маслом или специальной смазкой, а валки, барабан и плиту протирают тальком. Темперирование массы на охлаждающей машине достигается изменением раздельной подачи воды в охлаждающую плиту и в барабан, изменением толщины карамельной ленты в пределах 2-6 мм и ширины слоя. Толщина ленты регулируется вручную винтовыми маховиками, путем изменения зазора между вальцами приемной воронки, или приемной воронки и вращающимся барабаном. Ширина карамельной ленты в пределах 250-400 мм в зависимости от производительности линий, определяется длиной затвора приемной воронки охлаждающей машины, но может также регулироваться винтовой задвижкой. При работе на 50% патоки толщина слоя массы должна быть не более 6 мм. Продолжительность охлаждения массы на охлаждающей машине составляет 20-25 секунд. Температура охлажденной массы независимо от температуры массы, поступающей из варочного аппарата, должна быть в пределах 88-92С. В процессе работы охлаждающей машины, вращающиеся валки и барабан не должны нагреваться (температура отходящей воды может быть выше начальной температуры охлаждающей воды на 3-4С). Температура отходящей воды из наклонной плиты должна быть не выше 35С. Начальная температура воды, во избежание выпадения росы на охлаждающей машине, в результате которой происходит прилипание массы, должна быть не ниже 3-4С.
Подкисление и ароматизация карамельной массы
На предприятии рецептурные добавки (кристаллическая кислота, спиртовые эссенции и водные растворы красителей) подаются из непрерывно действующих дозаторов на карамельную ленту, проходящую по плите охлаждающей машины. В нижней части плиты карамельная масса завертывается качающимися желобками в многослойный жгут, который выходит с охлаждающей машины между вращающимися проминальной зубчаткой и тянульным барабаном, поддерживающими равномерное продвижение карамельной массы со скоростью 5,5м/мин. При завертывании карамельной ленты все рецептурные добавки оказываются в карамельной массе, после чего становится возможным проминка ее и вытягивание на тянульной машине для дальнейшего распределения в ней кислоты и эссенции. При применении тарельчатого дозатора для кристаллической кислоты расход массы регулируется путем изменения расстояния между выходным отверстием конусного бункера и приемной площадкой в пределах 8-10 г/мин. При применении дисковых дозаторов для эссенции и растворов красителей количество дозируемой жидкости изменяется с помощью винтового устройства желобка, примыкающего к боковой поверхности диска.
При выработке витаминизированной карамели рецептурное количество витаминов предварительно смешивается с лимонной кислотой. Температура карамельной массы при введении витаминов должна быть не выше 95С. Продувка воздуха при этом прекращается во избежание их распыления.
В карамельную массу разрешается добавлять крошки и отдельные частицы карамельной цепочки (без начинки), в количестве не более 2 кг на 18-20 кг массы.
После вымешивания массу снимают металлическим скребком с охлаждающего стола и передвигают на стоящие рядом металлические столы или мраморные и гранитные плиты, где дополнительно охлаждают воздухом в течение 2 мин. до температуры 80-85С. После этого массу проминают вытягивают на тянульной машине.
Проминка карамельной массы
Массу проминают в целях равномерного распределения в ней всех добавочных веществ, полного размягчения введенных отходов, удаления пузырьков воздуха и придания ей во всей толще равномерной температуры. Процесс проминки заключается в многократном перевертывании карамельного пласта и разминании его так, чтобы нижние слои массы завертывались во внутрь.
При полумеханизированном способе применяют проминальную машину периодического действия, которая состоит из вращающихся круглого пустотелого стола, полого зубчатого валка и опрокидывающего устройства. Во внутренние полости стола, валка и опрокидывателя подается охлаждающая вода. После многократного пропускания массы через валок она охлаждается до температуры 75-80С.
Для предохранения карамельной массы от образования на ее поверхности застывающей корочки в процессе дальнейшей обработки, массу переносят на «теплый» стол, обогреваемый отработанным паром или горячей водой.
Вытягивание карамельной массы на тянульной машине
При выработке карамели с непрозрачной оболочкой карамельная масса вытягивается на тянульной машине планетарного действия. В результате она насыщается воздухом и перемешивается с рецептурными добавками. Тянутая масса пронизана тонкими воздушными капиллярами, благодаря которой она, по сравнению с натянутой – прозрачной массой, имеет более развитую поверхность соприкосновения с воздухом. В процессе вытягивания массы изменяется ее цвет, уменьшается плотность. Масса приобретает шелковистый внешний вид и хрупкость.
Применяется непрерывно действующая тянульная машина, в которой совмещены загрузка массы, ее продвижение, многократное растягивание и складывание на планетарно-движущихся пальцах и выгрузка из машины. Продолжительность обработки массы составляет 1-1,5 мин. и до 2 мин. – для выработки карамели Соломка. В процессе обработки на тянульной машине масса дополнительно охлаждается на 3-50С. Карамельная масса с тянульной машины должна поступать непрерывным потоком на ленточный транспортер, который передает ее в катально-начиночную машину. Для устранения возможного избытка массы на тянульной машине, нарушающего поток и равномерность перетягивания, необходимо регулировать расход массы на охлаждающей машине за счет изменения толщины и ширины слоя. Одновременно следует регулировать подачу сиропа и греющего пара в карамельный варочный аппарат.
Получение карамельного батона и калибрование жгута
На поточных линиях карамельная масса после тянульной машины, или после соответствующей проминки специальными зубчатками, при температуре 70-80С, непрерывно подается ленточным транспортером в катально-начиночную машину, где вращением конусны валиков-веретен производится подкатка батона. Вращение веретен осуществляется или только в одну сторону по часовой стрелке, или с переменным переключением вращения то в одну, то в другую сторону. Вращение в одну сторону придается веретенами обычно при работе с начинконаполнителем. При выработке карамели с начинками, все начинки (кроме масляно-сахарных) подаются в начинконаполнитель. Механизированная подача густых начинок (шоколадно-ореховых и пралиновых) возможна после разжижения их лецитином, в количестве 0,3-0,5% от веса начинки.
Перед загрузкой карамельной массы катально-начиночная машина прогревается паром, а наружная поверхность трубки наполнителя смазывается растительным маслом. Трубка наполнителя прогревается перед началом работы самой начинкой, температура которой для этой цели должна быть выше рабочей температуры начинки на 5-7С. Затем температура начинки устанавливается в пределах 60-65С – для летнего периода и 65-68С – для зимнего. Начинки предварительно темперируются в температурных машинах.
После того как первые порции карамельной массы полностью покроют трубку наполнителя, регулируют краны наполнителя и включают насос для подачи начинки в карамельный батон.
Начинки подаются в начинконакопитель из температурных машин насосом – по кольцевой линии. В воронке наполнителя устанавливается фильтр с диаметром ячеек 5 мм. Конец карамельного «батона» подсыпается тальком, оттягивается и часть его, без начинки, обрывается, а жгут, заполненный начинкой, заправляется в калибрующе-вытягивающую машину, где калибруется до заданного диаметра системой вертикальных или горизонтальных роликов. По выходе его из калибрующе-вытягивающей машины на ощупь определяется заполнение его начинкой. Конец без начинки обрывается, а жгут направляется в формующую машину. При установившемся процессе в катальной машине находится около 40 кг карамельной массы, при этом диаметр основания карамельного корпуса составляет 220-250 мм. Количество карамельной массы в катальной машине служит основным показателем для регулирования расхода массы на охлаждающей машине.
При уменьшении загрузки катальной машины ниже указанного количества ширину карамельной ленты увеличивают боковой винтовой задвижкой приемной воронки, а при увеличении загрузки – сужает.
При полумеханизированном производстве пласты карамельной массы с «теплого» стола переносят и закладывают в катально-начиночную машину вручную. После того как первые пласты полностью покроют трубку наполнителя, на них накладывают вторые пласты, с таким расчетом, чтобы загрузка ее не превышала 50 кг.
Приготовление начинок
Все виды начинок должны удовлетворять следующим требованиям: начинки не должны прогоркать, забраживать, засахариваться и растворять карамельную массу кроме сортов мягкой карамели типа Московская в процессе хранения карамели. Консистенция начинок должна быть однородной и иметь достаточную вязкость, обеспечивающую при оптимальных температурах нормальные условия формования.
Формование карамели
Для формования карамели из жгута применяются разнообразные виды формующих машин: цепные линейные карамелеформующие – для карамели формы «шарик», овальной, удлиненно-овальной, плоско-овальной, «кирпичик» и др.:
- цепные линейно-режущие – для карамели формы «подушечка», удлиненной «подушечки» и формы «лопатка»;
- цепные карамелеформующе закатывающие и рольные – для карамели типа Восточная смесь;
- ротационные карамелеформующие – для карамели различной конфигурации и формы «таблеток»;
- формующе-завертывающие агрегаты КФЗ – для одновременных процессов формования и завертки леденцовой карамели и карамели с густыми начинками;
- таблеточные машины – для карамели формы таблеток;
- монпансейные вальцы – для леденцового монпансье, фигурных леденцовых изделий, леденцовой карамели «лимонно-апельсиновые корочки» и др.
Карамельный жгут разрезается на отдельные изделия сменными режущими цепями с шагом «14 и 16» мм (без площадок) и «16 – 18» мм (для цепей с площадками). Режущие цепи могут быть и другим шагом. Карамельный жгут, непрерывно подаваемый калибрующе-вытягивающим механизмом, направляется через втулку формующей машины в зазор между лезвиями ножей верхней и нижней режущих цепей. Отформованная карамель поступает через лоток на узкий охлаждающий транспортер в виде цепочки, отдельные звенья которой связаны между собой тонкими перемычками. Скорость движения формующе-режущих цепей должна быть согласована со скоростью вытягивания карамельного жгута и скоростью узкого охлаждающего транспортера. Перед формованием карамели цепи предварительно смазывают растительным маслом или специальной смазкой.
Охлаждение карамели
Отформованная карамель с формующих машин, в виде цепочки или отдельных карамелек, поступает на узкий ленточный транспортер, на котором в течение 40-50 сек. Охлаждается воздухом до температуры 65-70С. Используются узкие транспортеры охлаждающим агрегатом. Длина транспортера около 11 м. Материал транспортерной ленты – прорезиненное полотно, шириной до 11 мм. Скорость транспортера совпадает со скоростью формующих цепей, потому что, если скорость ленты превышает скорость цепей, то карамельная цепочка вытягивается и карамель деформируется. Если же скорость ленты недостаточна, то карамельная цепочка будет ложиться петлями и слипаться.
При полумеханизированном производстве карамель охлаждается на открытых вибротранспортерах с пробивными металлическими сетками на входе и выходе для отсева карамельных крошек. Воздух для охлаждения карамели направляется по воздуховодам и через распределители подается по всей длине транспортера. На воздуховодах установлены дроссельные клапаны для регулирования подачи воздуха. Карамельная цепочка с узкого транспортера попадает на качающийся металлический продолговатый желоб с крышкой, который разбивает цепочку на отдельные карамельки передает их на вибротранспортер. Выход охлажденной карамели с транспортера перекрывается заслонкой. Карамель после охлаждения либо транспортируется к местам потребления, либо ссыпается в лотки, емкостью около 15 кг каждый. В процессе приемки карамели в лотки отбирают дефектную карамель.Лотки с карамелью устанавливают на стеллажи в штабеля по 14 лотков в высоту и направляют затем либо на завертку, либо на расфасовку. Расход охлаждающего воздуха на открытых вибротранспортерах составляет 8000-10000 м 3/ч. Карамель охлаждается до температуры 40-45С. Продолжительность охлаждения определяется степенью заполнения транспортера.
Температура технологического воздуха не ниже +120С. В летнее время такая температура может быть получена с помощью кондиционеров или холодильных установок. В зимний период рекомендуется смешивать наружный воздух с внутренним в вентиляционной камере и при необходимости подогревать в калорифере. При низкой температуре воздуха поверхностный слой карамели переохлаждается, в результате чего получается много боя и, вследствие выпадения росы, возможно намокание карамели. Относительная влажность воздуха должна быть не выше 60%.
Завертка карамели
Завертка карамели производится для предохранения ее от влияния окружающего воздуха, от механических повреждений, для обеспечения длительного хранения, а также для придания изделиям красивого внешнего вида.
Карамель завертывается как отдельными штуками, этикетку с подверткой, или с фольгой и подверткой. Для этикетки и подвертки применяются бумага этикеточная, парафинированная, пергамент, подпергамент, пергамин, прозрачные пленки – целлофан, фольга алюминиевая пищевая и другие материалы, применение которых разрешено Главной Государственной санитарной инспекцией РФ. Этикетки могут применяться однокрасочные, многокрасочные, с бронзировкой и др.
Карамель завертывается машинах-автоматах.
Бумага, применяемая для завертки - влагонепроницаемая, что обеспечивается ее парафинированием. Бумага для завертки карамели с жирными начинками, кроме влагонепроницаемости должна обладать и жиронепроницаемостью, т. е. не просаливаться. Лучшим материалом является фольга или целлофан.
Заверточная бумага - гибкая, эластичная и прочная на разрыв. Краска на этикетках не переходит на карамель. Этикетки могут применяться однокрасочные, многокрасочные, с бронзировкой и пр.
Карамель транспортируется к заверточным машинам качающимся распределительным конвейером, имеющим ряд наклонных желобков-питателей с регулировочными затворами. Карамель с конвейера по желобкам поступает в саморасклады заверточных машин, откуда по соответствующим спускам подается на ленточный сборный транспортер раздаточного конвейера. Последний передает ее на следующий передающий ленточный транспортер. В конце сборного транспортера отбирается дефектная карамель. Передающим транспортером карамель подается в приемный бункер, из которого после взвешивания упаковывается во внешнюю тару.
Защитная обработка поверхности карамели
Цель обработки поверхности карамели – создание защитного слоя предохраняющего от влияния окружающей среды. Защитный слой, создаваемый глянцеванием или обсыпкой карамели, должен быть плотным, непроницаемым и негигроскопичным. Готовая карамель после обработки должна иметь красивый внешний вид. При глянцевании карамели на ее поверхности образуется тонкий слой закристализировавшегося сахара и влагонепроницаемая воско-жировая оболочка, служащая одновременно средством для придания блеска.
Приготовление воско-жировой смеси сводится к расплавлению воска и парафина, и введению в расплавленную смесь кокосового масла, или, при отсутствии последнего, растительного. Парафин и воск загружаются в открытый варочный котел в пропорции 1:1. Кокосовое масло добавляют в количестве 2 частей. Расплавленную массу тщательно перемешивают и фильтруют через сито с ячейками диаметром 1 мм.
При производстве карамель глянцуют и обсыпают сахаром, в непрерывно действующем аппарате. Карамель загружается в аппарат после отделения крошек с помощью сетки размером 450 Х 500 мм и с отверстиями диаметром 12 мм. Амплитуда колебаний лотка составляет 30 мм. Для отвода в сторону дефектной карамели лоток снабжен боковой отводкой.
В случае перерывов в загрузке карамели (остановка формующей машины) продолжают вращение аппарата, но останавливают дозатор для сахарного сиропа и прекращают подачу последнего до момента поступления карамели. При остановке аппарата (во время обеденного перерыва)подводящие трубки дозаторов снимают, трубку для сахарного сиропа тщательно промывают горячей водой, а для воско-жировой смеси прочищают проволокой. Находящаяся в аппарате карамель в количестве 270-500 кг (в зависимости от производительности аппарата) глянцуется и полностью выгружается.
После обеденного перерыва пусковой период повторяется снова, как и при пуске аппарата в начале смены.
В конце смены, наряду с вышеуказанными работами, из дозаторов, через спускные краны, полностью сливают сахарный сироп и воско-жировую смесь. Дозатор сахарного сиропа промывается горячей водой при работающем насосе.
Глянцованную карамель расфасовывают на расфасовочном автомате, который готовит картонные пачки, взвешивает карамель, наполняет пачки и заклеивает их.
Обсыпка карамели сахаром. Карамель обсыпается сахаром в том же непрерывно действующем аппарате.
Готовая карамель после отделения крошек и избыточного сахара передается на упаковку.
Обсыпка карамели. В зависимости от сорта карамель обсыпается или сахарным песком, или смесью сахарной пудры с порошком какао и какавеллой. Карамель загружается в дражировочный котел при температуре не выше 40-450С. После загрузки котел приводится в движение с частотой вращения 20-24 об/мин. и карамель вручную из мерки поливают сахарным сиропом влажностью 30%. При более концентрированном поливочном сиропе происходит быстрая кристаллизация сахара, в результате чего на поверхности карамели образуется сухая корочка, не обладающая липкость и неудерживающая на себе сахарный песок.
Готовая карамель выгружается вручную в лотки, переносится в бункер, либо на приемный стол и затем расфасовывается в тару. Последние порции карамели при выгрузке из котла предварительно просеивают через сито для отделения крошек и излишнего сахарного песка.
Расфасовка и упаковка карамели
Открытую карамель без защитной обработки поверхности и карамель после внешнего оформления (завертка, глянцевание, обсыпка) расфасовывают во внешнюю тару. Расфасовка производится вручную.
Открытая карамель (монпансье, леденцовая карамель и др.) расфасовывается в герметичную тару, предохраняющую изделия от доступа воздуха. Герметичная тара упаковывается и маркируется согласно РТУ.
В качестве герметичной тары применяют жестяные коробки и банки разнообразной формы, с плотно закрывающимися крышками, емкостью до 4 кг, а также парафинированные банки (литая тара). Карамель расфасовывают также в пакеты из термоспаивающегося целлофана и других полимерных пленок.
Карамель завернутую, глянцованную и обсыпную упаковывают в коробки из гофрированного картона, дощатые или фанерные ящики, а также в пакеты из полимерных пленок. Применяемая тара чистая, сухая, прочная и без посторонних запахов. При упаковке не завернутой карамели тара должна быть застелена упаковочной бумагой так, чтобы бумага закрывала всю поверхность карамели.Дощатую тару выстилают бумагой и в случае упаковки в нее завернутой карамели. Влажность гофротары должна быть не больше 12%.
Гофрокороба окантовывают лентой. Маркировку тары производят согласно РТУ.
Вспомогательные материалы
Во избежание прилипания карамельной массы на различных участках приготовления карамели в качестве вспомогательных материалов применяются тальк и растительное масло. Для смазывания монпансейных вальцов используется воск или жировая смесь, обогащенная парафином.
Основные участки применения растительного масла для смазки: выдвижные чаши и разгрузочный штуцер вакуум-аппаратов, приемная тара для карамельной массы, приемная воронка охлаждающей машины, подвертыватели для карамельной массы, зубчатые проминальные вальцы, тянульная машина, наполнительная трубка катально-начиночной машины, формующие цепи и валики.
Допускаемый расход растительного масла – не более 1 кг/т.
Основные участки применения талька для подпыливания: охлаждающая машина или охлаждающие столы, ленточные транспортеры, теплый стол, проминальная машина, калибрующе-вытягивающая машина, охлаждающий аппарат при глянцевании карамели и на заверточных машинах.
Допускаемый расход талька – не более 1 кг/т.
Похожие работы
... потребления шоколадных изделий класса remium и super premium (значительно опережающий рост потребления в целом) и снижение потребления дешевой продукции низкого качества. 2.2 Анализ ассортимента шоколада, реализуемого в магазине «Ассорти» Магазин «Ассорти» расположен по адресу: г. Гомель, ул. Б.Царикова,1. В магазине «Ассорти» реализуется шоколад отечественных и импортных производителей. ...
... затрат могут быть изменены не только благодаря простым усовершенствованиям в ассортименте продуктов и возможным затратам, но также и благодаря изменению этого ассортимента. К наиболее часто используемым формам неценовой конкуренции относят: усиление дифференциации продукции; рост качества обслуживания покупателей; качество и технические характеристики самого изделия; условия кредита; стиль и ...
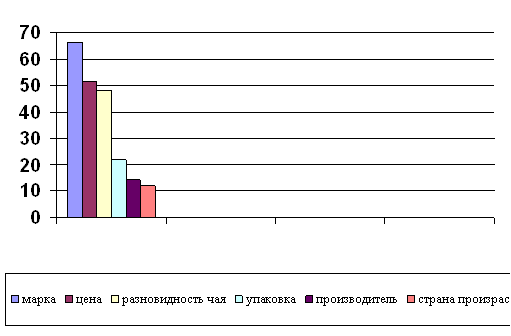
... 0,24 Ароматизированый 28 150 0,19 Гранулированный 15 150 0,10 Чайные напитки 32 250 0,13 Плиточный 5 20 0,25 Итого 155 910 0,17 Таким образом, в структуре ассортимента чая и чайных напитков, реализуемых в магазине ИП Сербиной М.И., прослеживается положительная тенденция в полноте и широте, а также осуществляется его планомерное обновление, что является следствием действием ...
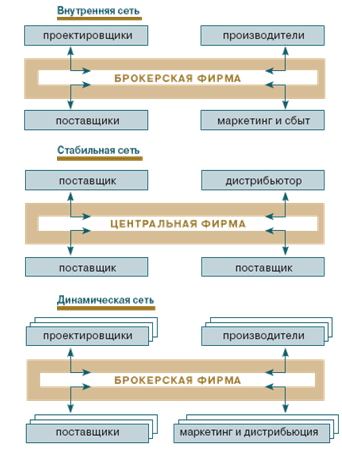

... таких организаций оказывают значительное влияние факторы внешней и внутренней среды. Этот вопрос будет рассмотрен в следующей главе. ГЛАВА 2. факторы внешней и внутренней среды в деятельности сетевых организаций 2.1 Внешняя среда сетевых организаций Несмотря на то, что сетевые предприятия имеют много схожих черт с организационной точки зрения, сферы и отрасли их деятельности настолько ...
0 комментариев