Навигация
Конструкционные порошковые материалы на основе железа
32814
знаков
0
таблиц
2
изображения
2.1 Конструкционные порошковые материалы на основе железа
Основным документом, регламентирующим марки и свойства применяемых в России конструкционных материалов на основе железа, является ГОСТ 28378–89. Согласно этому нормативному документу, все материалы на основе железа делятся на:
· стали малоуглеродистые, углеродистые и медистые;
· стали никельмолибденовые, медьникелевые, медьникельмолибденовые;
· стали хромистые, марганцовистые, хромникельмарганцовистые;
· стали нержавеющие, предназначенные для деталей, применяемых в различных отраслях техники.
Классификация порошковых сталей подчиняется тем же правилам, что и принятым для сталей традиционных методов получения. Однако в дополнение к обычным методам классификации — по равновесной структуре, по структуре, полученной при нагреве выше точки ![]() охлаждении на спокойном воздухе и т. п. — для порошковых сталей существует еще один способ классификации. В зависимости от объемного содержания пор порошковые стали подразделяются на непроницаемые (содержание пор менее 5–8 %), полупроницаемые (от 8 до 14 % пор) и проницаемые (пористость более 12–14 %). По технологии производства их можно подразделить на: однократно и многократно прессованные в условиях статических нагрузок в закрытых пресс-формах при обычных и высоких температуpax; стали, полученные при совмещении холодного прессования и спекания высокопористых заготовок с последующим динамическим горячим прессованием или горячей штамповкой; полученные экструзией, прокаткой, взрывным прессованием и т. п.
охлаждении на спокойном воздухе и т. п. — для порошковых сталей существует еще один способ классификации. В зависимости от объемного содержания пор порошковые стали подразделяются на непроницаемые (содержание пор менее 5–8 %), полупроницаемые (от 8 до 14 % пор) и проницаемые (пористость более 12–14 %). По технологии производства их можно подразделить на: однократно и многократно прессованные в условиях статических нагрузок в закрытых пресс-формах при обычных и высоких температуpax; стали, полученные при совмещении холодного прессования и спекания высокопористых заготовок с последующим динамическим горячим прессованием или горячей штамповкой; полученные экструзией, прокаткой, взрывным прессованием и т. п.
Конструкционные порошковые стали — это спеченные материалы, используемые для замены литых и кованых сталей при изготовлении деталей машин и приборов методами порошковой металлургии. Условное обозначение таких материалов состоит из букв и цифр, например: сталь порошковая конструкционная медьникелевая со средней массовой долей углерода 0,4 %, никеля 2 %, меди 2 % и минимальной плотностью 6400 кг/м3 в соответствии с ГОСТ 28378–89 будет иметь следующее обозначение: ПК40Н2Д2-64.
Буквы в марке стали указывают: П — на принадлежность материала к порошковому, К — на назначение материала — конструкционный, остальные буквы и цифры — на содержание тех или иных легирующих элементов (Д — медь, Х — хром, Ф — фосфор, К — сера, М — молибден, Г — марганец, Т — титан, Н — никель). Основу материала — железо — в обозначении марок не указывают. Цифры, стоящие за буквами ПК, указывают на среднюю массовую долю углерода в сотых долях процента. Массовую долю углерода, равную 1 %, в обозначении марки материала, согласно ГОСТ 28378–89, не указывают. Цифры, стоящие за остальными буквами, означают содержание легирующих элементов в процентах; отсутствие цифры указывает на то, что массовая доля легирующего элемента не превышает одного процента.
Условное обозначение конструкционного порошкового материала состоит из обозначения его марки — ПК40Н2Д2-64 и через дефис — его минимальной плотности — 6400 кг/м3.
Основой порошковых сталей служит железо, свойства которого при спекании оказывают большое влияние на формирование структуры и свойств стали. Наряду с порошковыми сталями порошковые изделия могут изготавливаться на основе одного железного порошка, а также железа, легированного другими элементами.
Применение в качестве исходного материала чистого железного порошка при изготовлении конструкционных деталей ограничено из-за низких прочностных свойств спеченного железа. В основном оно применяется для изготовления ненагруженных деталей, различных уплотнительных изделий и т. п. Свойства таких изделий зависят от их плотности, величины и характера межчастичных границ, метода получения порошка, гранулометрического состава, удельной поверхности частиц, внутренней их рыхлости, технологии прессования (величины давления и скорости прессования), кратности прессования, температуры и времени спекания.
Для получения практически беспористых изделий с повышенными механическими свойствами применяют горячее изостатическое прессование- экструзию, динамическое горячее прессование.
В связи с низкой прочностью и твердостью спеченного железа, для повышения его механических свойств в железный порошок при приготовлении порошковой смеси вводят легирующие добавки (фосфор, медь, хром, никель, молибден), а спеченные изделия подвергают химико-термической обработке: азотированию, сульфидированию, хромированию.
Медь в железные изделия вводят непосредственно в виде порошка или при изготовлении порошковой смеси в виде лигатуры. Введение меди в количестве 1,0–10 масс. % увеличивает предел текучести и временное сопротивление материала, но несколько снижает его пластичность и вязкость. Введение меди существенно повышает сопротивляемость порошкового материала атмосферной коррозии. Максимальная прочность на разрыв достигается при массовой доле меди 5–7 %. Медь снижает усадку материала при спекании. При введении 2–3 % меди спекание происходит практически без изменения размеров изделия, что позволяет избежать или существенно снизить объем его последующей механической обработки. Увеличение массовой доли меди свыше 3 % сопровождается ростом изделий при спекании, рост достигается при введении 8 % меди.
Широкое применение нашли железоникелевые и железоникельмедные сплавы. Присадка к чистому железу 5 % никеля повышает прочность и твердость материала, оставляя его пластичность практически без изменений. При одновременном легировании никелем и медью (Ni — 4 % и Си — 2 %) прочность на разрыв образцов с пористостью 10 % достигает 400–420 МПа, удлинение —7–8 %, твердость — 120–127 НВ. Такие же образцы, легированные только 2 % меди, показывают следующие свойства при 10 % пористости: прочность на разрыв — 280–300 МПа, удлинение — 3–4 %, твердость — 100 НВ. Наиболее благоприятное сочетание прочности и пластичности наблюдается в сплавах содержащих от 1 до 5 % каждого из этих элементов.
В связи со сравнительно низкой прочностью и твердостью спеченных железных изделий, основная масса порошковых материалов на базе железа дополнительно легируется углеродом, под действием которого спеченное железо приобретает способность закаливаться и во много раз повышать свою твердость и прочность.
Углеродистые порошковые стали и стальные изделия могут быть получены непосредственным введением в железный порошок углерода в виде графита, сажи или чугунного порошка, а также путем науглероживания изделий в процессе спекания или цементации после спекания. Наиболее распространен метод введения в порошковую смесь графита. Однако из-за неравномерного распределения графита по объему смеси при смешивании стальные изделия в спеченном состоянии отличаются непостоянством свойств и структурных составляющих. Наиболее насыщенные углеродом микрообъемы аустенита располагаются вблизи графитовых включений, что способствует появлению в структуре спеченной стали свободного избыточного цементита и феррита в соотношениях, не соответствующих диаграмме состояния железо—углерод.
При спекании железографитовых изделий графит частично выгорает. Для уменьшения выгорания применяют графитосодержащие засыпки, углеродсодержашие среды. Кроме этого при приготовлении порошковой смеси в ее состав дополнительно вводят избыточное количество графита. Так, для получения стальных порошковых изделий с 0,4–0,45 % углерода при спекании в атмосфере конвертированного природного газа в смесь необходимо вводить до 0,85 % графита. При применении эндогаза с точно регулированным потенциалом по углероду содержание графита в смеси должно превышать заданное на 0,3–035 %. В связи с этим при приготовлении стальных изделий в порошковую смесь взамен графита зачастую вводят сажистое железо и порошок из чугунной стружки. Более высокая плотность сажистого железа и порошка чугунной стружки по сравнению с графитом позволяет получать более однородную смесь, что обеспечивает стабильность структуры и свойств изделия.
К основным факторам, определяющим структуру и свойства порошковых углеродистых сталей, относятся температура, время и среда спекания. При содержании в смеси до 1,0–1,2 % графита оптимальная температура спекания составляет 1150–1200 °С, при содержании графита выше 1,2–1,5 % — 1050–1150 °С. Время спекания определяется масштабом садки и массой изделия.
Медь в порошковые стали (табл. 21.6) вводится в виде порошка чистой меди, омедненного графита, путем пропитки спеченных заготовок. В первых двух случаях при спекании медь, имея температуру плавления 1083 °С, находится в жидком состоянии и взаимодействует с железом, образуя твердый раствор замещения на основе -железа с максимальной концентрацией меди в растворе до 8 %.
Медь понижает концентрацию углерода в перлите, сдвигая точки S и Е на диаграмме железо—углерод (см. гл. 1) влево. При содержании в стали до 1 % меди она способствует усадке при спекании, при дальнейшем повышении ее концентрации наблюдается рост спеченного изделия. Повышение в порошковых сталях углерода уменьшает влияние меди на рост спеченного изделия, что достигается образованием в структуре сплава тройной железомедноуглеродистой фазы, которая расплавляясь при 1100 °С, вызывает усадку. Введение углерода в железомедные сплавы также резко повышает прочность порошковых изделий, причем максимальное возрастание свойств наблюдается при содержании меди до 5–6 % и углерода до 0,3–0,6 %. Большое влияние на свойства спеченных изделий из медистой стали имеет метод введения меди. Более высокие свойства достигаются при использовании омедненного графита.
Введение никеля в порошковые стали приводит к повышению механических свойств материала, что связано как с повышением прочности феррита, так и благоприятным воздействием никеля на состояние межчастичных границ. Никель способствует «рассасыванию» межчастичных границ, увеличению протяженности металлического контакта, повышает усадку и плотность изделий.
Отличительной особенностью хрома является высокая устойчивость его оксидов, температура диссоциации которых почти достигает температуры плавления чистого хрома. Это осложняет процесс спекания, особенно когда хром вводится в смесь в виде чистого порошка хрома. Наличие оксидов затрудняет диффузионные процессы, а само спекание необходимо производить при высоких температурах в остроосушенных восстановительных средах (водороде, диссоциированном аммиаке). Поэтому структура спеченных хромсодержащих сталей отличается повышенной гетерогенностью и наличием фаз, которые по среднему составу материала не отвечают равновесной диаграмме его состояния.
К числу основных характеристик, определяющих возможность перевода изготовления деталей с традиционных технологий на порошковые, относятся точность производства и механические свойства порошковых материалов.
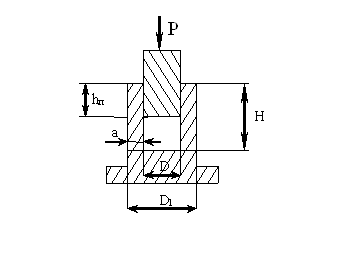
Точность изготовления порошковых деталей определяется в основном точностью прессового оборудования, стабильностью упругих последействий при холодном прессовании и объемных изменений при спекании, износом пресс-форм, ростом линейных размеров полуфабрикатов и изделий при хранении.
Точность размеров холоднопрессованных брикетов при уплотнении «по давлению» соответствует для высотных размеров 12–14 квалитетам, для диаметральных — 6–8 квалитетам; при уплотнении с ограничителем для высотных размеров — 12 квалитету, для диаметральных 8–11 квалитетам.
Спекание приводит к снижению точности изделия на 1–2 квалитета. Для повышения точности пористых конструкционных изделий применяют калибрование заготовки путем обжатия в калибровочных пресс-формах при припуске 0,5–1,0 %. Усилие калибрования составляет 10–25 % усилия холодного прессования. Упругое расширение после калибрования достигает 0,1 %.
Точность линейных размеров изделий после горячей штамповки в основном определяется точностью пресс-инструмента.
Глава 3. ПРИМЕРЫ ИЗВЛЕЧЕНИЯ ЖЕЛЕЗА ИЗ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
Похожие работы
... и т.д., которые находят широкое распространение в электро- и радиотехнике. Методом порошковой металлургии можно также получить сплавы с точно заданным составом, обладающие очень низким и очень высоким электросопротивлением. Металлокерамические материалы применяют в электро- и радиовакуумной промышленности при изготовлении ламп накаливания, в рентгеновских трубках, катодных лампах, выпрямителях ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... ), выполненных за последние годы, отмечены новые области применения никеля и приводится большой список литературы. Ряд справочников и статей посвящен применению никеля в качестве легирующего элемента в сталях и сплавах с особыми физическими, химическими и механическими свойствами; много работ посвящено разработке новых никелевых жаропрочных сплавов и их применению в реактивной, газотурбинной ...
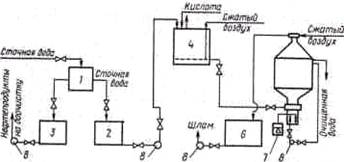
... 2.8 План расположения оборудования 3. Охрана труда 3.1 Общие требования безопасности (санитарно-гигиеническая характеристика производства) Опасными моментами при работе на установке по очистке масло-шламовых сточных вод методом электрокоагуляции являются: - возможность отравления парами кислот, щелочей; - возможность ожогов кислотой, щёлочью; - возможность поражения ...
0 комментариев