Навигация
Извлечение железа из использованных автомобильных шин
32814
знаков
0
таблиц
2
изображения
3.1 Извлечение железа из использованных автомобильных шин
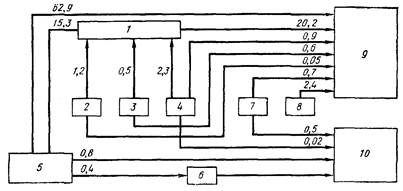
Схема потребления первичных н вторичных железосодержащих материалов при производстве железа и стали в США в 1976 г. (в миллионах американских тонн железа, 1 т = 907,2 кг)
1 — установка для агломерации железной руды; 2 — колошниковая пыль (доменных печей); 3 — шлак (сталеплавильных печей); 4 — окалина (прокатных станов); 5 — первичная руда, 6 — установка прямого восстановления; 7 — шлаковый скрап (сталеплавильных печей); 8 — другой скрап (сталеплавильных печей и прокатных станов); 9 — Доменные печи; 10 — сталеплавильные печи
3.2 Железный порошок из отходов механической обработки
Как с точки зрения экономической, так и экологической существует потребность в разработке процесса прямого превращения отходов механической обработки, таких как мелкая стружка, в порошок, который может быть использован в порошковой металлургии железа. По оценке одна только фирма «Форд Мотор Ко» производит на разных заводах 105 000 т стружки низколегированной стали, которая поступает в продажу на рынок в качестве скрапа, используемого для загрузки в печь лри некоторых процессах плавления. Однако применимость такого сырья ограничивается высоким соотношением его объема к массе и присутствием остатков машинного масла.
Различные компоненты сплавов, присутствующие в стружке, представляют собой источник ценных элементов, конечно в том случае, если имеются экономичные методы их извлечения. В процессе плавления большинство компонентов сплавов окисляется и теряется со шлаком. Непосредственное превращение опилок в порошок без промежуточной плавки является более чистым процессом, не загрязняющим окружающую среду и позволяющим достигать 100 % выделения ценных компонентов. Этот процесс является также более экономичным, поскольку при существующих рыночных ценах производство порошка из опилок приводит к получению значительной прибыли. Однако предпринимавшиеся до сих пор попытки применения железного порошка, произведенного из опилок, в стандартных процессах порошковой металлургии не увенчались успехом.
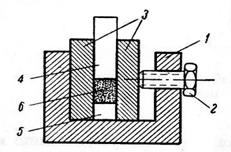
Для решения указанной проблемы предназначен процесс, который заключается в воздействии удара на металлургическую стружку при температурах ниже температуры перехода от пластичного к хрупкому состоянию, в результате чего происходит образование металлического порошка. Металлическую стружку подвергают воздействию удара на двух стадиях (например с использованием шаровой мельницы).
Обычно в качестве сырья используют стружку с отношением площади поверхности к объему не менее 60 : 1. В качестве сырья может быть также использован и мелкий скрап—частицы шириной 0,25—2,5 см, толщиной 0,15—0,8 мм и длиной 2,5—250 см. Стружку, имеющую высокое отношение поверхности к объему, как правило, в электрической печи не плавят ввиду низкой эффективности этого процесса.
Можно также перерабатывать скрап с большим размером частиц, хотя при толщине металла более 0,8 мм возникают существенные трудности при измельчении, приводящие к повышению капиталовложений в процесс. Используемые частицы скрапа должны иметь приблизительно одинаковый химический состав; лучше всего использовать скрап, получаемый в результате обработки одной и той же партии металла.
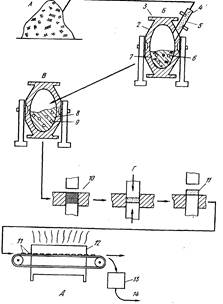
Частицы сырья 1 по линии 4 подают в шаровую мельницу 3 или в другое устройство для измельчения. При подаче сырья добавляется замораживающий агент 5, например жидкий азот, который разбрызгивается непосредственно на частицы металла. В результате контакта с жидким азотом металлические частицы мгновенно замерзают. Подача жидкого азота на сырье осуществляется равномерно на всем его пути до места измельчения.
При вращении корпуса мельницы 2 железные шары разбивают замороженные частицы металла 7 и измельчают их в порошок. Этот процесс достаточно длительный. Получаемый порошок 8 обычно состоит из мелкой и более грубой фракций. Частицы в обеих фракциях имеют конфигурацию зерен или пластинок.
Вторую стадию измельчения как правило также проводят в шаровой мельнице, но при комнатной температуре. Мелющие элементы 9 представляют собой твердые шары диаметром ~ 1,2 см с антиокислительным железным или медным покрытием. Покрытия должны отвечать следующим требованиям: 1) иметь меньшую твердость, чем покрываемый порошок, чтобы при ударе частицы шаровых элементов переходили на порошок; 2) полностью растворяться в металле, из которого состоят частицы порошка; 3) легко очищаться; 4) обладать антиокислительными свойствами.
Были проведены эксперименты с использованием цилиндрической камеры 7,5Х 15 см; объем загружаемого порошка составлял ~15 см3, время измельчения 48 ч. Время и скорость измельчения зависят от объема мельницы, диаметра железных или медных мелющих элементов и скорости вращения. На второй стадии измельчения достигаются две цели: создается антиокислительное покрытие на каждой частице порошка и проводится холодная обработка крупных частиц. При ударе частицы меди или железа, входящие в состав шаровых мелющих элементов 9, переносятся практически на каждую частицу порошка 8, создавая на ней защитную оболочку. Мелкие частицы порошка при трении о шаровые элементы соскребают с них медь или железо и таким образом также приобретают защитную оболочку. Диаметр шаров 9 должен по меньшей мере в 50 раз превышать максимальный размер любой из частиц криогенного порошка 8.
В результате измельчения также происходит искусственное образование дефектов кристаллической решетки практически во всех частицах порошка, имеющих размер более 124 мкм. Измельчение следует проводить таким образом, чтобы практически каждая крупная частица имела хотя бы один дефект кристаллической решетки. Эта цель достигается вращением корпуса 2 с такой скоростью, чтобы истирающая сила, действующая на шаровые элементы, имела определенное заданное значение.
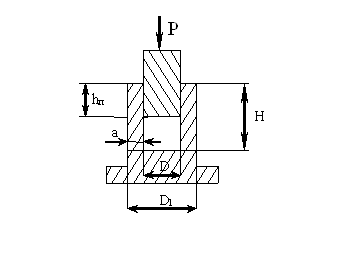
Порошок, полученный на второй стадии измельчения, прессуют обычным прессом 10 до получения заданной плотности, желательно 6,6 г/см3. Для этого необходимо прессующее усилие 3,3—3,9 МПа. Наличие медной или железной оболочки на частицах порошка облегчает прессование. Для получения плотности 6,4 г/м3 при прессовании порошка без покрытия требуется усилие 4,3 МПа; при прессовании порошка с покрытием при действии той же силы достигается плотность 6,6 г/см3.
Форма для прессования 11 изготавливается с соответствующим допуском на усадку продукта прессования. Величина усадки может контролироваться в пределах 0—15 %. Форма для прессования // подается в печь 12 для спекания, где нагревается при высокой температуре, например в случае криогенного порошка на основе железа до 1100—1150 °С. Температура, до которой нагревается порошок, должна по меньшей мере находиться в области пластичности металлических компонентов порошка (обычно нагревание проводят до температуры спекания). В печи желательно создавать защитную атмосферу, используя для этой цели инертные газы или газы-восстановители.
При температуре спекания происходит диффузия атомов между частицами порошка, особенно в местах контакта твердых частиц. Атомы одной частицы переходят и заполняют дефекты кристаллической решетки в другой контактриуемой с ней частице. Дефекты кристаллической решетки образуются в результате холодной обработки на предыдущей стадии. Наличие дефектов увеличивает скорость диффузии более чем в 100 раз. Подсчитано, что по меньшей мере 60 % общего улучшения физических свойств в результате спекания обусловлено предварительной контролируемой холодной обработкой грубых частиц порошка. Повышение скорости диффузии приводит к увеличению усадки.
Оболочка из железа или меди, создаваемая на частицах порошка, препятствует окислению содержащихся в них компонентов, в частности таких как марганец и кремний. При использовании шаровых мельниц со стандартными параметрами (размеры мельницы и шаров, скорость вращения), как показывают расчеты, практически каждая частица криогенного порошка будет покрыта непроницаемой оболочкой из меди или железа. Однако для улучшения свойств получаемого продукта нет необходимости в том, чтобы эта оболочка была полностью непроницаемой.
Похожие работы
... и т.д., которые находят широкое распространение в электро- и радиотехнике. Методом порошковой металлургии можно также получить сплавы с точно заданным составом, обладающие очень низким и очень высоким электросопротивлением. Металлокерамические материалы применяют в электро- и радиовакуумной промышленности при изготовлении ламп накаливания, в рентгеновских трубках, катодных лампах, выпрямителях ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... ), выполненных за последние годы, отмечены новые области применения никеля и приводится большой список литературы. Ряд справочников и статей посвящен применению никеля в качестве легирующего элемента в сталях и сплавах с особыми физическими, химическими и механическими свойствами; много работ посвящено разработке новых никелевых жаропрочных сплавов и их применению в реактивной, газотурбинной ...
... 2.8 План расположения оборудования 3. Охрана труда 3.1 Общие требования безопасности (санитарно-гигиеническая характеристика производства) Опасными моментами при работе на установке по очистке масло-шламовых сточных вод методом электрокоагуляции являются: - возможность отравления парами кислот, щелочей; - возможность ожогов кислотой, щёлочью; - возможность поражения ...
0 комментариев