Навигация
Расчет оптимальных рабочих параметров
68030
знаков
11
таблиц
11
изображений
3.4. Расчет оптимальных рабочих параметров.
При фиксированном количестве, составе, температуре исходной смеси энергозатраты в кубе сложной колонны с боковой секцией определяются несколькими параметрами, а именно: флегмовыми числами в основной колонне и боковой секции, температурой и расходом экстрактивного агента.
Флегмовые числа в основной колонне и боковой секции зависят от количества потока, отбираемого в боковую секцию и положения тарелок питания и отбора.
В колонну экстрактивный агент обычно подают при температуре, близкой к температуре кипения дистиллята, которым в нашем случае является практически чистый ацетон. Проведенные ранее расчеты для экстрактивной ректификации данной смеси промышленного состава показали, что с увеличением температуры подачи в колонну ДМФА энергозатраты в кипятильнике снижаются. Например, при увеличении ТЭА с 50 до 60ºC сокращение энергозатрат составляет около 4%, а при увеличении ТЭА с 60 до 70ºC- уже около 3%. При дальнейшем росте ТДМФА снижение энергозатрат на каждые 10ºC еще меньше. С другой стороны, чем при более высокой температуре ДМФА подается в экстрактивную колонну, тем меньше тепла можно получить за счет его охлаждения. Таким образом, для точного определения температуры подачи ДМФА в колонну необходимо провести технико-экономический расчет схемы. На данном этапе для снижения размерности задачи оптимизации мы приняли ТЭА=60ºC, что позволит использовать его тепло в производственных нуждах, например для подогрева исходной смеси.
Таким образом, для обеспечения минимальных энергозатрат в кубе основной колонны нам необходимо найти оптимальное сочетание следующих рабочих параметров процесса:
1) удельного расхода экстрактивного агента;
2) положения тарелок питания и отбора в боковую секцию;
3) количества потока, отбираемого в боковую секцию.
Так как все эти параметры взаимосвязаны между собой, мы проводили расчеты в несколько этапов. Количество исходной смеси составило 100 кг/ч, концентрация ацетона в питании 22% массовых ( азеотропный состав). Эффективность основной колонны- 34 т.т., эффективность боковой секции- 10 т.т. Концентрация ацетона в продуктовом потоке - 99,5 % мас., хлороформа- 99,9 % мас., ДМФА- 99,9 % мас. Расчет фазового равновесия проводили по модели NRTL, параметры которой приведены в [18].
Сначала мы провели расчет, целью которого было определение оптимального положения тарелок питания и отбора при соотношении F:ЭА = 1:3,5 и количестве БО=150 кг/час.
Результаты расчета представлены в Приложении 1 и таблице 3.2.
Таблица 3.2.
Определение оптимального положения тарелок питания и отбора в сложной колонне.
F:ЭА = 1:3,5; БО=150 кг/ч; TЭА=60ºC.
| NЭА/NF/NБО | R1 | R2 | Тепловые нагрузки,МДж/ч | ||
| Qконд1 | Qконд2 | Qкип | |||
| 4/11/23 | 1,96 | 1,50 | -32,6 | -48,2 | 153,3 |
| 4/11/24 | 1,42 | 1,74 | -26,8 | -52,9 | 152,1 |
| 4/11/25 | 1,23 | 1,99 | -24,7 | -57,7 | 154,8 |
| 4/12/24 | 1,55 | 1,72 | -28,1 | -52,5 | 153,1 |
| 5/10/24 | 1,82 | 1,69 | -31,1 | -51,8 | 155,3 |
| 5/10/25 | 1,54 | 1,95 | -27,6 | -56,9 | 157,3 |
| 5/11/24 | 1,58 | 1,72 | -28,4 | -52,4 | 153,3 |
| 5/11/25 | 1,26 | 1,99 | -24,9 | -57,6 | 155,0 |
| 5/12/25 | 1,22 | 2,00 | -24,4 | -57,7 | 154,6 |
| 6/11/24 | 2,07 | 1,65 | -33,9 | -51,1 | 157,4 |
Видно, что флегмовое число в основной колонне зависит как от протяженности экстрактивной зоны, так и от положения тарелки отбора в БС. Флегмовое число в БС определяется главным образом уровнем отбора в нее потока из основной колонны. Причем, чем ниже осуществляется отбор, тем больше R в боковой колонне. Таким образом, из таблицы 3.2 видно, что наименьшие энергозатраты обеспечиваются при NЭА/NF/NБО= 4/11/24.
Далее мы исследовали влияние на энергозатраты количества отбираемого в боковую секцию потока при фиксированном соотношении F:ЭА=1:3,5, причем мы рассмотрели несколько наборов NЭА/NF/NБО. Результаты расчетов представлены в Приложении 2, таблицах 3.3 и 3.4.
Таблица 3.3.
Влияние количества потока, отбираемого в боковую секцию на энергозатраты.
TЭА= 60ºC, F: ЭА = 1: 3,5, NЭА/NF/NБО= 4/12/24.
| Количество | R1 | R2 | Тепловые нагрузки,МДж/ч | ||
| БО, кг/ч | Qконд1 | Qконд2 | Qкип | ||
| 150 | 1,55 | 1,72 | -28,1 | -52,5 | 153,1 |
| 145 | 1,69 | 1,63 | -29,7 | -50,7 | 152,9 |
| 140 | 1,85 | 1,54 | -31,5 | -48,9 | 152,8 |
| 135 | 2,03 | 1,44 | -33,4 | -47,0 | 152,9 |
| 130 | 2,25 | 1,34 | -35,9 | -45,0 | 153,4 |
| 125 | 2,52 | 1,23 | -38,8 | -42,9 | 154,3 |
| 120 | 3,27 | 1,07 | -47,1 | -39,9 | 159,5 |
Из таблицы 3.3 видно, что с уменьшением количества потока, отбираемого в боковую секцию, энергозатраты в кубе колонны уменьшаются и достигают минимального значения при БО=140 кг/ч, а затем начинают возрастать. При уменьшении БО со 150 до 140 кг/ч происходит незначительное увеличение флегмового числа в основной колонне и Qконд1 и уменьшение флегмового числа в боковой секции и Qконд2. И в результате мы имеем снижение энергозатрат в кубе основной колонны.
При дальнейшем уменьшении количества БО со 140 до 120 кг/ч происходит значительный рост флегмового числа в основной колонне, и Qконд1 увеличивается на 15,6 МДж/ч. Qконд2 при этом снижается всего лишь на 9 МДж/ч. В результате мы имеем увеличение Qкип на 6,7 МДж/ч. Для большей наглядности по результатам расчетов, представленных в предыдущей таблице, построен график зависимости энергозатрат от количества потока, отбираемого в боковую секцию (см. рис.3.2.)
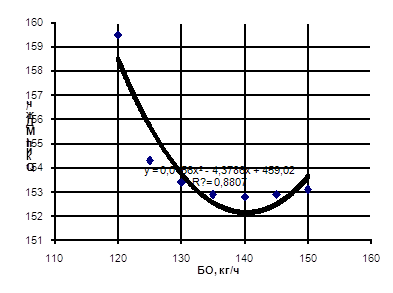
Рис.3.2. Зависимость энергозатрат от количества потока, отбираемого в боковую секцию.
TЭА= 60ºC, F: ЭА = 1: 3,5, NЭА/NF/NБО= 4/12/24.
Таблица 3.4.
Оптимальное количество БО в зависимости от положения тарелок питания и отбора.
TЭА=60ºC, F:ЭА=1:3,5.
| Оптимальное | Тепловые нагрузки,МДж/ч | |||||
| NЭА/NF/NБО | количество | R1 | R2 | Qконд1 | Qконд2 | Qкип |
| БО, кг/ч | ||||||
| 4/10/24 | 120 | 1,91 | 1,22 | -32,1 | -42,7 | 147,3 |
| 4/11/23 | 160 | 1,65 | 1,67 | -29,2 | -51,5 | 153,2 |
| 4/11/24 | 120 | 1,91 | 1,22 | -32,1 | -42,7 | 147,3 |
| 4/11/25 | 142 | 1,24 | 1,85 | -24,8 | -55,0 | 152,3 |
| 4/12/24 | 140 | 1,85 | 1,54 | -31,5 | -48,9 | 152,8 |
| 5/10/24 | 115 | 2,56 | 1,06 | -39,3 | -39,7 | 151,5 |
| 5/10/25 | 138 | 1,57 | 1,74 | -28,4 | -52,9 | 153,7 |
| 5/11/23 | 160 | 1,88 | 1,64 | -31,8 | -50,9 | 155,2 |
| 5/11/24 | 118 | 2,25 | 1,15 | -35,8 | -41,3 | 149,6 |
| 5/11/25 | 141 | 1,29 | 1,83 | -25,2 | -54,6 | 152,2 |
| 5/12/25 | 141 | 1,28 | 1,83 | -25,2 | -54,6 | 152,2 |
| 6/11/24 | 150 | 2,07 | 1,65 | -33,9 | -51,1 | 157,4 |
Из таблицы 3.4 видно, что оптимальная величина БО в значительной степени зависит от уровня отбора в БС. При фиксированном положении тарелок подачи питания и ЭА наименьшая оптимальная величина БО наблюдается при отборе парового потока с 24 т. т.
На последнем этапе мы исследовали влияние количества потока, отбираемого в боковую секцию, на величину оптимального расхода ДМФА и на энергозатраты для тех же наборов NЭА/NF/NБО. Результаты расчетов представлены в Приложении 3 и таблице 3.5.
Таблица 3.5.
Влияние количества БО на величину оптимального расхода ЭА при TЭА= 60ºC.
| Количество | Оптимальный | Тепловые нагрузки,МДж/ч | ||||
| БО, | расход ДМФА, | R1 | R2 | Qконд1 | Qконд2 | Qкип |
| кг/ч | кг/ч | |||||
| NЭА/NF/NБО = 4/10/24 | ||||||
| 120 | 350 | 1,91 | 1,22 | -32,1 | -42,7 | 147,3 |
| 130 | 350 | 1,88 | 1,37 | -31,8 | -45,6 | 149,9 |
| 150 | 320 | 2,27 | 1,53 | -36,0 | -48,8 | 151,0 |
| 170 | 310 | 2,03 | 1,79 | -33,4 | -53,8 | 151,4 |
| NЭА/NF/NБО = 4/11/23 | ||||||
| 160 | 340 | 1,94 | 1,61 | -32,4 | -50,3 | 153,1 |
| 170 | 330 | 1,89 | 1,72 | -31,9 | -52,4 | 152,6 |
| 180 | 330 | 1,65 | 1,88 | -29,3 | -55,4 | 153,0 |
| 190 | 320 | 1,69 | 1,98 | -29,6 | -57,3 | 153,2 |
| NЭА/NF/NБО = 4/11/24 | ||||||
| 120 | 350 | 1,91 | 1,22 | -32,1 | -42,7 | 147,3 |
| 130 | 350 | 1,76 | 1,40 | -30,5 | -46,2 | 149,2 |
| 140 | 340 | 1,84 | 1,51 | -31,3 | -48,4 | 150,1 |
| 150 | 330 | 1,84 | 1,62 | -31,3 | -50,5 | 150,1 |
| 170 | 310 | 1,85 | 1,82 | -31,5 | -54,3 | 149,9 |
| 180 | 300 | 1,91 | 1,90 | -32,1 | -55,9 | 150,1 |
| 200 | 290 | 1,80 | 2,14 | -30,9 | -60,4 | 151,2 |
| NЭА/NF/NБО = 4/11/25 | ||||||
| 142 | 320 | 1,82 | 1,69 | 31,1 | 51,9 | 149,2 |
| 160 | 300 | 1,98 | 1,86 | -32,9 | 55,2 | 150,1 |
| 180 | 280 | 2,14 | 2,02 | -34,6 | -58,2 | 150,7 |
| 200 | 270 | 2,03 | 2,24 | -33,4 | -62,5 | 151,6 |
| NЭА/NF/NБО = 4/12/24 | ||||||
| 140 | 350 | 1,85 | 1,54 | -31,4 | -48,9 | 152,8 |
| 150 | 340 | 1,80 | 1,66 | -30,9 | -51,2 | 152,5 |
| 160 | 330 | 1,74 | 1,77 | -30,3 | -53,3 | 152,0 |
| 170 | 320 | 1,72 | 1,87 | -30,0 | -55,3 | 151,5 |
| 180 | 310 | 1,72 | 1,96 | -30,1 | -57,1 | 151,3 |
| 190 | 300 | 1,79 | 2,04 | -30,8 | -58,7 | 151,5 |
| NЭА/NF/NБО = 5/10/24 | ||||||
| 115 | 350 | 2,52 | 1,07 | -38,8 | -39,8 | 151,1 |
| 125 | 360 | 2,01 | 1,31 | -33,2 | -44,5 | 152,3 |
| 150 | 330 | 2,37 | 1,55 | -37,1 | -49,1 | 154,5 |
| NЭА/NF/NБО = 5/10/25 | ||||||
| 138 | 330 | 2,10 | 1,63 | -34,1 | -50,6 | 153,0 |
| 148 | 320 | 2,21 | 1,74 | -35,4 | -52,7 | 154,3 |
| NЭА/NF/NБО = 5/11/24 | ||||||
| 118 | 350 | 2,25 | 1,15 | -35,8 | -41,3 | 149,6 |
| 128 | 360 | 1,74 | 1,39 | -30,2 | -46,1 | 150,9 |
| 138 | 350 | 1,87 | 1,51 | -31,7 | -48,3 | 152,5 |
| 150 | 330 | 2,12 | 1,58 | -34,4 | -49,8 | 152,5 |
| NЭА/NF/NБО = 5/11/25 | ||||||
| 141 | 330 | 1,77 | 1,72 | -30,5 | -52,3 | 151,1 |
| 160 | 310 | 1,91 | 1,92 | -32,1 | -56,1 | 152,3 |
| 180 | 290 | 2,00 | 2,08 | -33,1 | -59,4 | 152,5 |
| NЭА/NF/NБО = 5/12/25 | ||||||
| 141 | 340 | 1,52 | 1,78 | -27,8 | -53,5 | 151,6 |
| 151 | 320 | 1,99 | 1,81 | -33,0 | -54,1 | 153,3 |
| NЭА/NF/NБО = 6/11/24 | ||||||
| 150 | 340 | 2,39 | 1,58 | -37,4 | -49,7 | 157,4 |
| 160 | 330 | 2,34 | 1,69 | -36,8 | -51,8 | 156,9 |
| 170 | 320 | 2,33 | 1,79 | -36,6 | -53,7 | 156,6 |
| 180 | 320 | 2,03 | 1,96 | -33,4 | -56,9 | 156,5 |
| 190 | 310 | 2,08 | 2,04 | -33,9 | -58,6 | 156,7 |
Расчеты показали, что оптимальный расход ДМФА уменьшается с увеличением количества потока, отбираемого в БС. Однако это не снижает энергозатраты в кипятильнике, а наоборот, приводит к некоторому их росту. Для того, чтобы объяснить этот факт, рассмотрим в качестве примера как изменяется вклад различных составляющих в величину критерия оптимизации при увеличении БО для NЭА/NF/NБО= 4/11/24. Данные представлены в таблице 3.6.
Таблица 3.6.
Значение слагаемых в критерии оптимизации в зависимости от величины БО при NЭА/NF/NБО= 4/11/24.
| Количество | Оптимальный | Q,D1 | QD2, | Qконд1, | Qконд2, | QW, | QF, | QЭА, | |∆Qконд2|+ | |∆QW|, | Qкип, |
| БО, | расход ДМФА, | МДж/ч | МДж/ч | МДж/ч | МДж/ч | МДж/ч | МДж/ч | МДж/ч | +|∆QЭА|, | МДж/ч | МДж/ч |
| кг/ч | кг/ч | МДж/ч | |||||||||
| 120 | 350 | 2,7 | 4,6 | 32,1 | 42,7 | 116,2 | 8,0 | 43,4 | |||
| 6,9 | 3,0 | 147,3 | |||||||||
| 140 | 340 | 2,7 | 4,6 | 31,3 | 48,4 | 113,2 | 8,0 | 42,2 | |||
| 150,1 | |||||||||||
| 170 | 310 | 2,7 | 4,6 | 31,5 | 54,3 | 103,2 | 8,0 | 38,5 | 9,6 | 10,0 | |
| 149,9 | |||||||||||
| 200 | 290 | 2,7 | 4,6 | 30,9 | 60,4 | 96,5 | 8,0 | 36,0 | 8,6 | 6,7 | |
| 151,2 |
Запишем еще раз критерий оптимизации и определим факторы, влияющие на Qкип при изменении БО и расхода ДМФА.
![]()
Поскольку состав, количество и температура исходной смеси у нас фиксированы, то ее теплосодержание QF является величиной постоянной. Качество продуктовых потоков у нас также задано. Их величина определяется материальным балансом и является постоянной величиной при заданном составе и количестве исходной смеси. Поэтому теплосодержание дистиллятных потоков основной и боковой колонн ( QD1 и QD2) не зависит от величины БО и удельного расхода ДМФА. Флегмовое число и, соответственно тепловая нагрузка на конденсатор основной колонны Qконд1 практически не изменяются.
Флегмовое число и тепловая нагрузка на конденсатор БС Qконд2 увеличиваются с ростом величины отбора в БС.
При увеличении БО уменьшается величина оптимального расхода ЭА, а следовательно, уменьшается количество тепла QЭА, которое он приносит в колонну.
Таким образом, Qконд2 и QЭА- это два фактора, которые способствуют увеличению Qкип.
Вместе с тем, при уменьшении расхода ДМФА уменьшается величина кубового потока, а следовательно, уменьшается количество тепла, которое он уносит с собой из колонны QW. Этот фактор способствует снижению Qкип.
При увеличении БО со 120 до 140 кг/ч суммарное изменение первых двух факторов составляет 6,9 МДж/ч, а уменьшение QW – 3,0 МДж/ч. В результате Qкип увеличивается. При увеличении БО со 140 до 170 кг/ч суммарное изменение Qконд2 и QЭА приблизительно равно уменьшению QW, поэтому Qкип практически не изменяется. Далее при увеличении БО со 170 до 200 кг/ч происходит незначительное увеличение Qкип, так как суммарное изменение Qконд2 и QЭА несколько больше снижения QW.
Из проведенных нами расчетов видно, что минимальное энергопотребление обеспечивается при следующих значениях рабочих параметров:
1) оптимальное положение тарелок питания и отбора NЭА/NF/NБО = 4/11/24;
2) количество потока, отбираемого в боковую секцию 120 кг/ч;
3) соотношение F:ЭА = 1:3,5;
4) флегмовое число в основной колонне 1,9;
5) флегмовое число в боковой секции 1,2.
Энергозатраты на разделение 100 кг/ч исходной смеси составляют 147,3 МДж/ч, потери ДМФА 0,22 г/кг исх. смеси.
В таблице 3.7 приведены оптимальные рабочие параметры и энергопотребление двухколонного комплекса (традиционная схема) ЭР смеси ацетон - хлороформ азеотропного состава и сложной колонны с боковой секцией.
Таблица 3.7.
Оптимальные рабочие параметры и энергопотребление двухколонного комплекса ЭР смеси ацетон - хлороформ азеотропного состава и СК с БС.
| Двухколонный комплекс | СК с БС |
| F:ЭА = 1: 3,5 | F:ЭА = 1: 3,5 |
| NЭА/NF = 4/10 | NЭА/NF/NБО = 4/11/24 |
| R в экстр. колонне 2,2 | R в основной колонне 1,9 |
| R в колонне регенерации 3,6 | R в боковой колонне 1,2 |
| Qкипсум=198,9 МДж/ч | Qкип=147,3 МДж/ч |
| ∆Qкип=25,9 % | |
Видно, что оптимальный удельный расход ДМФА и положение тарелок подачи питания и ЭА практически совпадают для обеих схем. Следовательно, результаты параметрической оптимизации экстрактивной колонны традиционной схемы, могут служить хорошим начальным приближением при подборе оптимальных рабочих параметров СК с БС. Флегмовое число в основной колонне несколько меньше, чем в экстрактивной колонне традиционной схемы. Вероятно, это связано с тем, что роль дополнительной флегмы выполняет поток жидкости, возвращаемый из БС в основную колонну. Выделение хлороформа в боковой секции СК требует существенно меньшего количества флегмы, чем в колонне регенерации традиционной схемы. Это связано с тем, что в БС поступает паровой поток с высокой концентрацией хлороформа (≈75% мас.), а в колонну регенерации поступает его сильно разбавленная смесь с ЭА (концентрация ЭА > 80% мас.).
Видно, что затраты тепла в кубе сложной колонны меньше суммарных энергозатрат в кипятильниках двухколонного комплекса. Снижение энергоемкости составляет 25,9%.
4. ВЫВОДЫ.
Таким образом:
1) определены оптимальные по критерию энергозатрат рабочие параметры ЭР смеси ацетон - хлороформ азеотропного состава в СК с боковой укрепляющей секцией;
2) установлено, что результаты параметрической оптимизации экстрактивной колонны традиционной схемы являются хорошим приближением для параметрической оптимизации СК с БС;
3) показано, что проведение ЭР смеси ацетон – хлороформ азеотропного состава в сложной колонне с боковой укрепляющей секцией обеспечивает снижение энергоемкости процесса на 25,9% по сравнению с двухколонным комплексом.
5. СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ.
1. А.с. №1366173 Способ разделения смеси ацетон-хлороформ азеотропного состава /Павленко Т.Г., Фролкова А.К., Пирог Л.А., Кареева В.М., Тимофеев В.С. -1988 г.
2. Патент №2207896 Способ разделения смеси ацетон-хлороформ азеотропного состава экстрактивной ректификацией / Тимошенко А.В., Анохина Е.А., Тимофеев В.С. — Приоритет от 21.03.2002, опубл. 10.07.2003, бюл. № 19.
3. Айнштейн В.Г., Захаров М.К., Носов Г. А. и др. Общий курс процессов и аппаратов химической технологии, в 2 книгах, книга 2. Под ред. проф. Айнштейна В.Г. М.: Химия, 2000. 1760 с.
4. Тимофеев В.С., Серафимов Л.А. Принципы и технологии основного органического и нефтехимического синтеза. М.: «Высшая школа» 2003. –536 с.
5. Коган В.Б. Азеотропная и экстрактивная ректификация. - Л.: Химия, 1971, 432 с.
6. Патент №2091362 Способ получения изопрена / Чуркин В.Н., Павлов С.Ю., Суровцев А.А., Карпов О.П., Бубенков В.П., Павлов О.С., Тульчинский Э.А., БИ №27, 1997.
7. Патент 976630 Способ очистки изопрена / Чуркин В.Н., Горшков В.А., Елифантьева Н.В., Бутин В.И., №2986343/04; Заявл. 20.06.1980; опубл.27.07.2000
8. Балашов А.Л., Чубаров С.М., Авдошин Г.А. Способ выделения и очистки 1,3-диоксолана. Нижегородский технический университет-1997, № 1.
9. А.с. №686266, Горшков В.А., Кузнецов С.Г., Павлов С.Ю., Беляев В.А., Серова Н.В., Васильев Г.И., Шестовский Г.П., Малов Е.А. Способ разделения смесей близкокипящих углеводородов, БИ № 26, 1996.
10. А.с. № 726821, Горшков В.А., Кузнецов С.Г., Павлов С.Ю., Беляев В.А., Серова Н.В., Васильев Г.И., Шестовский Г.П., Малов Е.А. Способ разделения углеводородов С4-С5, БИ № 26, 1996.
11. Процесс извлечения пентафторэтана, № 6-19 3066 (Япония), НПК 203/57, 1999.
12. Патент № 2157360, Трофимов В.Н., Пантук Б.И., Деревцов В.И. Способ очистки бензола от непредельных углеводородов, № 99118148, 2000.
13. Патент № 2145590, Голубев Ю.Д., Рыбаков И.И., Спорова Л.Г., Орехов О.В., Пирогова Н.Л., Шеин А.В. Способ выделения ароматических углеводородов из смесей с неароматическими. БИ № 5,2000.
14. Петлюк Ф.Б.,Серафимов Л.А. Многокомпонентная ректификация. Теория и расчет: М., Химия, 1983. Серия «Процессы и аппараты химической и нефтехимической технологии». 304 с.
15. Рудавин В.С. Разработка технологии разделения ароматических изомеров на примере получения монитрохлорбензолов. Дисс. канд. техн. наук. М.: МИТХТ, 1988.
16. Петлюк Ф.Б., Платонов В.М., Аветьян В.С. Оптимальные схемы ректификации многокомпонентных смесей, ХП, №11,1966, с.65-68.
17. Деменков В.Н. Схемы фракционирования смесей в сложных колоннах. // Химия и технология топлив и масел. – 1997, №2, с.6–8.
18. Рид Р., Шервуд Т., Праусниц Дж. Свойства газов и жидкостей. Л, Химия,1982, 592 с.
19. Термодинамика равновесия жидкость-пар/ под ред. А.Г. Морачевского- Л., Химия, 1989, 344 с.
20. Химическая энциклопедия в пяти томах, 1, 2, 5. М: Изд. «Советская энциклопедия», 1990.
21. Огородников С.К., Лестева Т.М., Коган В.Б. Азеотропные смеси. Справочник. Под ред. проф. Когана В.Б. Изд. «Химия», Л. 1971.
22. Пирог Л.А. Оценка эффективности агентов при разделении неидеальных смесей экстрактивной ректификацией. Дисс. …канд. …техн. наук. – М.: МИТХТ, 1987.
23. Хассиба Бюннес Закономерности разделения азеотропных смесей в присутствии селективных разделяющих агентов. Дисс. … к.т.н. – Москва, МИТХТ, 2002.
ПРИЛОЖЕНИЯ.
Приложение 1.
Определение оптимального положения тарелок питания и отбора.
F:ЭА=1:3,5; Количество БО=150 кг/час
| NЭА/NF/NБО | R1 | R2 | Тепловые нагрузки,МДж/ч | ||
| Qконд1 | Qконд2 | Qкип | |||
| 4/10/23 | 2,01 | 1,49 | -33,2 | -48,0 | 153,7 |
| 4/10/24 | 1,59 | 1,72 | -28,6 | -52,4 | 153,5 |
| 4/10/25 | 1,40 | 1,97 | -26,5 | -57,2 | 156,2 |
| 4/11/23 | 1,96 | 1,50 | -32,6 | -48,2 | 153,3 |
| 4/11/24 | 1,42 | 1,74 | -26,8 | -52,9 | 152,1 |
| 4/11/25 | 1,23 | 1,99 | -24,7 | -57,7 | 154,8 |
| 4/12/23 | 2,71 | 1,42 | -40,9 | -46,6 | 159,9 |
| 4/12/24 | 1,55 | 1,72 | -28,1 | -52,5 | 153,1 |
| 4/12/25 | 1,21 | 2,00 | -24,4 | -57,7 | 154,6 |
| 5/10/23 | 2,51 | 1,44 | -38,7 | -47,0 | 158,1 |
| 5/10/24 | 1,82 | 1,69 | -31,1 | -51,8 | 155,3 |
| 5/10/25 | 1,54 | 1,95 | -27,6 | -56,9 | 157,3 |
| 5/11/23 | 1,30 | 1,99 | -25,4 | -57,5 | 155,3 |
| 5/11/24 | 1,58 | 1,72 | -28,4 | -52,4 | 153,3 |
| 5/11/25 | 1,26 | 1,99 | -24,9 | -57,6 | 155,0 |
| 5/12/25 | 1,22 | 2,00 | -24,4 | -57,7 | 154,6 |
| 6/10/24 | 2,50 | 1,59 | -38,5 | -50,0 | 161,0 |
| 6/10/25 | 2,08 | 1,88 | -34,0 | -55,5 | 161,9 |
| 6/11/24 | 2,07 | 1,65 | -33,9 | -51,1 | 157,4 |
| 6/11/25 | 1,67 | 1,94 | -29,4 | -56,6 | 158,4 |
| 6/12/24 | 2,09 | 1,65 | -34,1 | -51,0 | 157,6 |
| 6/12/25 | 1,56 | 1,95 | -28,2 | -56,8 | 157,5 |
Приложение 2.
Влияние количества потока, отбираемого в боковую секцию на энергозатраты.
TЭА= 60ºC, F:ЭА = 1:3,5.
| Количество | R1 | R2 | Тепловые нагрузки,МДж/ч | ||
| БО, кг/ч | Qконд1 | Qконд2 | Qкип | ||
| NЭА/NF/NБО = 4/10/24 | |||||
| 150 | 1,59 | 1,72 | -28,6 | -52,4 | 153,5 |
| 140 | 1,71 | 1,55 | -30,2 | -49,2 | 151,9 |
| 130 | 1,87 | 1,38 | -31,7 | -45,9 | 150,1 |
| 125 | 1,91 | 1,30 | -32,1 | -44,3 | 148,9 |
| 120 | 1,91 | 1,22 | -32,1 | -42,7 | 147,3 |
| 119 | 2,02 | 1,19 | -33,3 | -42,1 | 147,9 |
| NЭА/NF/NБО = 4/11/23 | |||||
| 170 | 1,44 | 1,83 | -27,0 | -54,5 | 154,0 |
| 160 | 1,65 | 1,67 | -29,2 | -51,5 | 153,2 |
| 150 | 1,96 | 1,50 | -32,6 | -48,2 | 153,3 |
| 145 | 2,17 | 1,41 | -35,0 | -46,4 | 153,8 |
| 140 | 2,48 | 1,30 | -38,4 | -44,4 | 155,3 |
| 135 | 3,15 | 1,17 | -45,8 | -41,8 | 160,1 |
| NЭА/NF/NБО = 4/11/24 | |||||
| 180 | 1,17 | 2,18 | -24,0 | -61,4 | 157,9 |
| 150 | 1,42 | 1,74 | -26,8 | -52,9 | 152,1 |
| 140 | 1,61 | 1,57 | -28,8 | -49,5 | 150,9 |
| 130 | 1,76 | 1,40 | -30,5 | -46,2 | 149,2 |
| 125 | 1,80 | 1,31 | -30,9 | -44,5 | 148,0 |
| 120 | 1,91 | 1,22 | -32,1 | -42,7 | 147,3 |
| NЭА/NF/NБО = 4/11/25 | |||||
| 150 | 1,23 | 1,99 | -24,7 | -57,7 | 154,8 |
| 145 | 1,24 | 1,90 | -24,8 | -56,0 | 153,3 |
| 144 | 1,25 | 1,89 | -24,8 | -55,6 | 153,0 |
| 143 | 1,25 | 1,87 | -24,8 | -55,3 | 152,6 |
| 142 | 1,24 | 1,85 | -24,8 | -55,0 | 152,3 |
| NЭА/NF/NБО = 4/12/24 | |||||
| 150 | 1,55 | 1,72 | -28,1 | -52,5 | 153,1 |
| 140 | 1,85 | 1,54 | -31,5 | -48,9 | 152,8 |
| 135 | 2,03 | 1,44 | -33,4 | -47,0 | 152,9 |
| 130 | 2,25 | 1,34 | -35,9 | -45,0 | 153,4 |
| 125 | 2,52 | 1,23 | -38,8 | -42,9 | 154,3 |
| 120 | 3,27 | 1,07 | -47,1 | -39,9 | 159,5 |
| NЭА/NF/NБО = 5/10/24 | |||||
| 150 | 1,82 | 1,69 | -31,1 | -51,8 | 155,3 |
| 140 | 2,05 | 1,51 | -33,6 | -48,4 | 154,5 |
| 130 | 2,31 | 1,33 | -36,5 | -44,9 | 153,8 |
| 120 | 2,54 | 1,15 | -39,0 | -41,4 | 152,9 |
| 115 | 2,56 | 1,06 | -39,3 | -39,7 | 151,5 |
| NЭА/NF/NБО = 5/10/25 | |||||
| 150 | 1,54 | 1,95 | -27,6 | -56,9 | 157,3 |
| 140 | 1,57 | 1,78 | -28,3 | -53,5 | 154,3 |
| 138 | 1,57 | 1,74 | -28,4 | -52,9 | 153,7 |
| NЭА/NF/NБО = 5/11/24 | |||||
| 150 | 1,58 | 1,72 | -28,4 | -52,4 | 153,3 |
| 140 | 1,82 | 1,54 | -31,1 | -49,0 | 152,6 |
| 130 | 2,09 | 1,36 | -34,0 | -45,4 | 151,9 |
| 120 | 2,27 | 1,18 | -36,0 | -41,9 | 150,5 |
| 119 | 2,32 | 1,16 | -36,6 | -41,5 | 150,6 |
| 118 | 2,25 | 1,15 | -35,8 | -41,3 | 149,6 |
| NЭА/NF/NБО = 5/11/25 | |||||
| 150 | 1,26 | 1,99 | -24,9 | -57,6 | 155,0 |
| 145 | 1,27 | 1,90 | -25,1 | -55,9 | 153,5 |
| 143 | 1,27 | 1,87 | -25,1 | -55,3 | 152,8 |
| 142 | 1,27 | 1,85 | -25,0 | -54,9 | 152,4 |
| 141 | 1,29 | 1,83 | -25,2 | -54,6 | 152,2 |
| NЭА/NF/NБО = 5/12/25 | |||||
| 150 | 1,22 | 2,00 | -24,4 | -57,7 | 154,6 |
| 145 | 1,23 | 1,91 | -24,6 | -56,0 | 153,1 |
| 143 | 1,23 | 1,87 | -24,6 | -55,4 | 152,4 |
| 141 | 1,28 | 1,83 | -25,2 | -54,6 | 152,2 |
| NЭА/NF/NБО = 6/11/24 | |||||
| 160 | 1,81 | 1,83 | -31,0 | -54,4 | 157,9 |
| 150 | 2,07 | 1,65 | -33,9 | -51,1 | 157,4 |
| 140 | 2,45 | 1,46 | -38,0 | -47,4 | 157,9 |
| 130 | 3,12 | 1,24 | -45,3 | -43,1 | 160,9 |
| 127 | 3,55 | 1,15 | -50,1 | -41,4 | 164,0 |
Приложение 3.
Влияние количества потока, отбираемого в боковую секцию, на величину расхода экстрактивного агента. TЭА= 60ºC.
| Количество | Расход | Тепловые нагрузки,МДж/ч | ||||
| БО, | ДМФА, | R1 | R2 | Qконд1 | Qконд2 | Qкип |
| кг/ч | кг/ч | |||||
| NЭА/NF/NБО = 4/10/24 | ||||||
| 120 | 350 | 1,91 | 1,22 | -32,1 | -42,7 | 147,3 |
| 340 | 2,38 | 1,14 | -37,3 | -41,3 | 149,0 | |
| 370 | 1,49 | 1,46 | -27,6 | -47,4 | 151,6 | |
| 130 | 360 | 1,66 | 1,42 | -29,4 | -46,6 | 150,5 |
| 350 | 1,88 | 1,37 | -31,8 | -45,6 | 149,9 | |
| 340 | 2,20 | 1,30 | -35,3 | -44,4 | 150,1 | |
| 330 | 2,75 | 1,21 | -41,3 | -42,6 | 152,3 | |
| 350 | 1,59 | 1,72 | -28,6 | -52,4 | 153,5 | |
| 340 | 1,75 | 1,67 | -30,3 | -51,4 | 152,1 | |
| 150 | 330 | 1,95 | 1,61 | -32,6 | -50,2 | 151,1 |
| 320 | 2,27 | 1,53 | -36,0 | -48,8 | 151,0 | |
| 310 | 2,84 | 1,43 | -42,4 | -46,9 | 153,4 | |
| 350 | 1,36 | 2,03 | -26,1 | -58,3 | 156,9 | |
| 340 | 1,48 | 1,97 | -27,4 | -57,3 | 155,1 | |
| 170 | 330 | 1,61 | 1,92 | -28,8 | -56,3 | 153,3 |
| 320 | 1,78 | 1,86 | -30,7 | -55,1 | 152,1 | |
| 310 | 2,03 | 1,79 | -33,4 | -53,8 | 151,4 | |
| 300 | 2,40 | 1,72 | -37,5 | -52,3 | 151,9 | |
| NЭА/NF/NБО = 4/11/23 | ||||||
| 160 | 350 | 1,65 | 1,67 | -29,2 | -51,5 | 153,2 |
| 340 | 1,94 | 1,61 | -32,4 | -50,3 | 153,1 | |
| 330 | 2,31 | 1,54 | -36,5 | -49,0 | 153,9 | |
| 350 | 1,46 | 1,83 | -27,2 | -54,4 | 154,1 | |
| 170 | 340 | 1,64 | 1,78 | -29,1 | -53,5 | 153,0 |
| 330 | 1,89 | 1,72 | -31,9 | -52,4 | 152,6 | |
| 320 | 2,32 | 1,65 | -36,6 | -51,1 | 153,9 | |
| 350 | 1,34 | 1,97 | -25,8 | -57,2 | 155,6 | |
| 180 | 340 | 1,46 | 1,93 | -27,1 | -56,4 | 153,9 |
| 330 | 1,65 | 1,88 | -29,3 | -55,4 | 153,0 | |
| 320 | 1,95 | 1,82 | -32,5 | -54,3 | 153,0 | |
| 310 | 2,41 | 1,75 | -37,6 | -53,0 | 154,8 | |
| 350 | 1,25 | 2,11 | -24,9 | -59,9 | 157,3 | |
| 190 | 340 | 1,35 | 2,07 | -25,9 | -59,1 | 155,5 |
| 330 | 1,48 | 2,02 | -27,4 | -58,3 | 154,0 | |
| 320 | 1,69 | 1,98 | -29,6 | -57,3 | 153,2 | |
| 310 | 1,99 | 1,92 | -33,0 | -56,3 | 153,4 | |
| NЭА/NF/NБО = 4/11/24 | ||||||
|
| 360 | 2,10 | 1,21 | -34,2 | -42,7 | 151,5 |
| 120 | 355 | 2,00 | 1,21 | -33,2 | -42,7 | 149,4 |
|
| 350 | 1,91 | 1,22 | -32,1 | -42,7 | 147,3 |
|
| 340 | 2,44 | 1,14 | -37,9 | -41,1 | 149,4 |
| 370 | 1,35 | 1,50 | -25,9 | -48,1 | 150,7 | |
| 130 | 360 | 1,52 | 1,45 | -27,8 | -47,2 | 149,6 |
| 350 | 1,76 | 1,40 | -30,5 | -46,2 | 149,2 | |
| 340 | 2,13 | 1,33 | -34,5 | -44,8 | 149,7 | |
| 330 | 2,84 | 1,22 | -42,4 | -42,7 | 153,4 | |
| 350 | 1,61 | 1,57 | -28,8 | -49,5 | 150,8 | |
| 140 | 340 | 1,84 | 1,51 | -31,3 | -48,4 | 150,1 |
| 330 | 2,19 | 1,44 | -35,2 | -46,9 | 150,4 | |
| 350 | 1,42 | 1,74 | -26,8 | -52,9 | 152,1 | |
| 150 | 340 | 1,61 | 1,69 | -28,8 | -51,7 | 150,9 |
| 330 | 1,84 | 1,62 | -31,3 | -50,5 | 150,1 | |
| 320 | 2,20 | 1,54 | -35,3 | -49,0 | 150,5 | |
| 350 | 1,22 | 2,05 | -24,5 | -58,8 | 155,8 | |
| 340 | 1,32 | 2,00 | -25,6 | -57,8 | 153,8 | |
| 170 | 330 | 1,43 | 1,95 | -26,9 | -56,8 | 152,0 |
| 320 | 1,60 | 1,89 | -28,7 | -55,6 | 150,6 | |
| 310 | 1,85 | 1,82 | -31,5 | -54,3 | 149,9 | |
| 300 | 2,25 | 1,73 | -35,8 | -52,7 | 150,5 | |
| 350 | 1,16 | 2,19 | -23,9 | -61,4 | 157,9 | |
| 340 | 1,23 | 2,14 | -24,7 | -60,5 | 155,6 | |
| 330 | 1,32 | 2,09 | -25,7 | -59,6 | 153,5 | |
| 180 | 320 | 1,45 | 2,04 | -27,1 | -58,5 | 151,8 |
| 310 | 1,63 | 1,97 | -29,1 | -57,3 | 150,5 | |
| 300 | 1,91 | 1,90 | -32,1 | -55,9 | 150,1 | |
| 290 | 2,38 | 1,82 | -37,3 | -54,2 | 151,5 | |
| 350 | 1,09 | 2,45 | -23,2 | -66,5 | 162,2 | |
| 340 | 1,13 | 2,41 | -23,6 | -65,7 | 159,7 | |
| 330 | 1,19 | 2,36 | -24,2 | -64,8 | 157,3 | |
| 200 | 320 | 1,27 | 2,31 | -25,1 | -63,8 | 155,1 |
| 310 | 1,38 | 2,26 | -26,3 | -62,8 | 153,3 | |
| 300 | 1,55 | 2,20 | -28,1 | -61,7 | 151,8 | |
| 290 | 1,80 | 2,14 | -30,9 | -60,4 | 151,2 | |
| 280 | 2,20 | 2,06 | -35,3 | -58,9 | 152,1 | |
| NЭА/NF/NБО = 4/11/25 | ||||||
|
| 350 | 1,24 | 1,85 | -24,8 | -55,0 | 152,3 |
|
| 340 | 1,37 | 1,81 | -26,2 | -54,2 | 150,8 |
|
| 330 | 1,56 | 1,76 | -28,2 | -53,2 | 149,7 |
| 142 | 320 | 1,82 | 1,69 | -31,1 | -51,9 | 149,2 |
|
| 310 | 2,20 | 1,61 | -35,3 | -50,3 | 149,7 |
|
| 300 | 2,96 | 1,48 | -43,6 | -47,8 | 153,5 |
|
| 350 | 1,22 | 2,03 | -24,6 | -58,3 | 155,4 |
|
| 340 | 1,31 | 1,98 | -25,5 | -57,5 | 153,4 |
|
| 330 | 1,46 | 1,93 | -27,2 | -56,5 | 152,0 |
| 152 | 320 | 1,64 | 1,87 | -29,1 | -55,4 | 150,7 |
|
| 310 | 1,90 | 1,80 | -32,0 | -54,0 | 150,1 |
|
| 300 | 2,27 | 1,71 | -36,1 | -52,2 | 150,4 |
|
| 290 | 3,19 | 1,55 | -46,2 | -49,2 | 155,4 |
|
| 350 | 1,19 | 2,16 | -24,2 | -60,9 | 157,6 |
|
| 340 | 1,27 | 2,12 | -25,2 | -60,0 | 155,6 |
|
| 330 | 1,37 | 2,07 | -26,2 | -59,1 | 153,6 |
| 160 | 320 | 1,51 | 2,01 | -27,7 | -58,0 | 152,0 |
|
| 310 | 1,70 | 1,94 | -29,8 | -56,7 | 150,7 |
|
| 300 | 1,98 | 1,86 | -32,9 | 55,2 | 150,1 |
|
| 290 | 2,44 | 1,76 | -37,9 | -53,2 | 151,0 |
|
| 350 | 1,10 | 2,48 | -23,3 | -67,0 | 162,8 |
|
| 340 | 1,15 | 2,43 | -23,8 | -66,1 | 160,3 |
|
| 330 | 1,20 | 2,38 | -24,4 | -65,2 | 157,8 |
|
| 320 | 1,28 | 2,33 | -25,2 | -64,1 | 155,6 |
| 180 | 310 | 1,39 | 2,27 | -26,5 | -62,9 | 153,5 |
|
| 300 | 1,55 | 2,20 | -28,2 | -61,6 | 151,8 |
|
| 290 | 1,78 | 2,12 | -30,7 | -60,1 | 150,7 |
|
| 280 | 2,14 | 2,02 | -34,6 | -58,2 | 150,7 |
|
| 270 | 2,86 | 1,88 | -42,6 | -55,5 | 153,9 |
|
| 350 | 1,06 | 2,76 | -22,8 | -72,5 | 167,7 |
|
| 340 | 1,08 | 2,71 | -23,1 | -71,6 | 165,0 |
|
| 330 | 1,12 | 2,66 | -23,4 | -70,6 | 162,3 |
|
| 320 | 1,17 | 2,61 | -24,0 | -69,6 | 159,8 |
| 200 | 310 | 1,23 | 2,55 | -24,7 | -68,4 | 157,3 |
|
| 300 | 1,34 | 2,49 | -25,9 | -67,2 | 155,1 |
|
| 290 | 1,48 | 2,42 | -27,4 | -65,8 | 153,2 |
|
| 280 | 1,70 | 2,34 | -29,8 | -64,3 | 152,0 |
|
| 270 | 2,03 | 2,24 | -33,4 | -62,5 | 151,6 |
|
| 260 | 2,64 | 2,12 | -40,1 | -60,1 | 153,9 |
| NЭА/NF/NБО = 4/12/24 | ||||||
| 370 | 1,38 | 1,66 | -26,3 | -51,2 | 154,1 | |
| 140 | 360 | 1,58 | 1,60 | -28,5 | -50,1 | 153,2 |
| 350 | 1,85 | 1,54 | -31,4 | -48,9 | 152,8 | |
| 340 | 2,26 | 1,46 | -36,0 | -47,3 | 153,7 | |
| 350 | 1,55 | 1,72 | -28,2 | -52,5 | 153,1 | |
| 150 | 340 | 1,80 | 1,66 | -30,9 | -51,2 | 152,5 |
| 330 | 2,18 | 1,57 | -35,1 | -49,6 | 153,0 | |
| 320 | 3,00 | 1,45 | -44,1 | -47,1 | 157,4 | |
| 350 | 1,34 | 1,89 | -25,9 | -55,8 | 154,1 | |
| 160 | 340 | 1,50 | 1,84 | -27,7 | -54,7 | 152,7 |
| 330 | 1,74 | 1,77 | -30,3 | -53,3 | 152,0 | |
| 320 | 2,11 | 1,69 | -34,4 | -51,7 | 152,3 | |
| 310 | 2,89 | 1,56 | -42,9 | -49,3 | 156,4 | |
| 350 | 1,21 | 2,05 | -24,4 | -58,8 | 155,7 | |
| 170 | 340 | 1,31 | 2,00 | -25,6 | -57,8 | 153,8 |
| 330 | 1,48 | 1,94 | -27,4 | -56,6 | 152,3 | |
| 320 | 1,72 | 1,87 | -30,0 | -55,3 | 151,5 | |
| 350 | 1,13 | 2,19 | -23,6 | -61,6 | 157,6 | |
| 340 | 1,19 | 2,15 | -24,3 | -60,6 | 155,3 | |
| 180 | 330 | 1,31 | 2,09 | -25,5 | -59,6 | 153,4 |
| 320 | 1,48 | 2,03 | -27,4 | -58,4 | 152,0 | |
| 310 | 1,72 | 1,96 | -30,1 | -57,1 | 151,3 | |
| 300 | 2,15 | 1,87 | -34,8 | -55,3 | 152,2 | |
| 350 | 1,07 | 2,33 | -23,0 | -64,2 | 159,6 | |
| 340 | 1,11 | 2,29 | -23,4 | -63,3 | 157,1 | |
| 190 | 330 | 1,20 | 2,24 | -24,3 | -62,4 | 155,0 |
| 320 | 1,32 | 2,18 | -25,6 | -61,3 | 153,2 | |
| 310 | 1,51 | 2,12 | -27,7 | -60,1 | 151,9 | |
| 300 | 1,79 | 2,04 | -30,8 | -58,7 | 151,5 | |
| 290 | 2,29 | 1,95 | -36,3 | -56,9 | 153,1 | |
| NЭА/NF/NБО = 5/10/24 | ||||||
| 115 | 350 | 2,52 | 1,07 | -38,8 | -39,8 | 151,1 |
| 125 | 360 | 2,01 | 1,31 | -33,2 | -44,5 | 152,3 |
| 350 | 2,44 | 1,24 | -37,9 | -43,1 | 153,5 | |
| 340 | 3,43 | 1,11 | -48,8 | -40,6 | 159,8 | |
| 350 | 1,82 | 1,68 | -31,1 | -51,8 | 155,3 | |
| 150 | 340 | 2,05 | 1,62 | -33,6 | -50,5 | 154,5 |
| 330 | 2,37 | 1,55 | -37,1 | -49,1 | 154,5 | |
| 320 | 2,91 | 1,46 | -43,1 | -47,3 | 156,6 | |
| NЭА/NF/NБО = 5/10/25 | ||||||
| 350 | 1,57 | 1,74 | -28,4 | -52,9 | 153,7 | |
| 340 | 1,80 | 1,69 | -30,8 | -51,8 | 153,1 | |
| 138 | 330 | 2,10 | 1,63 | -34,1 | -50,6 | 153,0 |
| 320 | 2,52 | 1,54 | -38,8 | -49,0 | 154,0 | |
| 310 | 3,39 | 1,40 | -48,3 | -46,3 | 158,8 | |
| 350 | 1,55 | 1,92 | -28,1 | -56,2 | 156,8 | |
| 340 | 1,72 | 1,87 | -30,0 | -55,2 | 155,6 | |
| 148 | 330 | 1,94 | 1,81 | -32,4 | -54,0 | 154,7 |
| 320 | 2,21 | 1,74 | -35,4 | -52,7 | 154,3 | |
| 310 | 2,61 | 1,65 | -39,8 | -51,0 | 154,9 | |
| NЭА/NF/NБО = 5/11/24 | ||||||
| 370 | 2,52 | 1,15 | -38,8 | -41,6 | 157,1 | |
| 118 | 360 | 2,33 | 1,16 | -36,7 | -41,6 | 152,8 |
| 350 | 2,25 | 1,15 | -35,8 | -41,3 | 149,6 | |
| 345 | 3,08 | 1,05 | -45,0 | -39,4 | 155,9 | |
| 370 | 1,45 | 1,45 | -27,0 | -47,2 | 150,9 | |
| 128 | 360 | 1,74 | 1,39 | -30,2 | -46,1 | 150,9 |
| 350 | 2,14 | 1,32 | -34,6 | -44,7 | 151,8 | |
| 340 | 2,84 | 1,21 | -42,3 | -42,6 | 155,3 | |
| 370 | 1,42 | 1,62 | -26,7 | -50,5 | 153,8 | |
| 360 | 1,62 | 1,57 | -28,9 | -49,5 | 152,9 | |
| 138 | 350 | 1,87 | 1,51 | -31,7 | -48,3 | 152,5 |
| 340 | 2,23 | 1,43 | -35,6 | -46,9 | 152,8 | |
| 330 | 2,88 | 1,32 | -42,8 | -44,8 | 155,9 | |
| 350 | 1,58 | 1,72 | -28,4 | -52,4 | 153,3 | |
| 150 | 340 | 1,81 | 1,66 | -30,9 | -51,2 | 152,5 |
| 330 | 2,12 | 1,58 | -34,4 | -49,8 | 152,5 | |
| 320 | 2,65 | 1,47 | -40,2 | -47,9 | 154,3 | |
| NЭА/NF/NБО = 5/11/25 | ||||||
|
| 350 | 1,29 | 1,83 | -25,2 | -54,6 | 152,2 |
|
| 340 | 1,49 | 1,78 | -27,4 | -53,6 | 151,4 |
| 141 | 330 | 1,77 | 1,72 | -30,5 | -52,3 | 151,1 |
|
| 320 | 2,13 | 1,64 | -34,5 | -50,8 | 151,6 |
|
| 310 | 2,72 | 1,53 | -41,0 | -48,7 | 153,9 |
|
| 350 | 1,25 | 2,01 | -24,8 | -57,9 | 155,3 |
|
| 340 | 1,42 | 1,96 | -26,6 | -56,9 | 154,0 |
|
| 330 | 1,61 | 1,90 | -28,8 | -55,8 | 152,9 |
| 151 | 320 | 1,86 | 1,83 | -31,5 | -54,5 | 152,2 |
|
| 310 | 2,20 | 1,74 | -35,3 | -52,9 | 152,3 |
|
| 300 | 2,80 | 1,63 | -41,9 | -50,6 | 154,5 |
|
| 350 | 1,18 | 2,17 | -24,0 | -61,0 | 157,5 |
|
| 340 | 1,31 | 2,11 | -25,5 | -60,0 | 155,8 |
|
| 330 | 1,47 | 2,06 | -27,1 | -58,9 | 154,3 |
| 160 | 320 | 1,66 | 1,99 | -29,3 | -57,6 | 153,1 |
|
| 310 | 1,91 | 1,92 | -32,1 | -56,1 | 152,3 |
|
| 300 | 2,28 | 1,82 | -36,1 | -54,4 | 152,5 |
|
| 350 | 1,00 | 2,5 | -22,1 | -67,3 | 161,9 |
|
| 340 | 1,10 | 2,44 | -23,1 | -66,3 | 159,8 |
|
| 330 | 1,20 | 2,38 | -24,3 | -65,2 | 157,8 |
| 180 | 320 | 1,33 | 2,32 | -25,7 | -64,0 | 155,9 |
|
| 310 | 1,50 | 2,25 | -27,5 | -62,6 | 154,3 |
|
| 300 | 1,71 | 2,17 | -29,8 | -61,1 | 153,0 |
|
| 290 | 2,00 | 2,08 | -33,1 | -59,4 | 152,5 |
|
| 280 | 2,48 | 1,97 | -38,3 | -57,3 | 153,4 |
| NЭА/NF/NБО = 5/12/25 | ||||||
| 350 | 1,28 | 1,83 | -25,2 | -54,6 | 152,2 | |
| 141 | 340 | 1,52 | 1,78 | -27,8 | -53,5 | 151,6 |
| 330 | 1,91 | 1,70 | -32,1 | -52,0 | 152,4 | |
| 320 | 2,46 | 1,60 | -38,1 | -50,0 | 154,4 | |
| 350 | 1,21 | 2,01 | -24,3 | -58,1 | 154,9 | |
| 151 | 340 | 1,41 | 1,96 | -26,6 | -57,0 | 153,9 |
| 330 | 1,66 | 1,89 | -29,4 | -55,7 | 153,3 | |
| 320 | 1,99 | 1,81 | -33,0 | -54,1 | 153,3 | |
| 310 | 2,49 | 1,70 | -38,5 | -52,1 | 154,7 | |
| NЭА/NF/NБО = 6/11/24 | ||||||
| 150 | 350 | 2,07 | 1,65 | -33,9 | -51,1 | 157,4 |
| 340 | 2,39 | 1,58 | -37,4 | -49,7 | 157,4 | |
| 330 | 2,95 | 1,48 | -43,5 | -47,8 | 159,6 | |
| 350 | 1,81 | 1,83 | -31,0 | -54,4 | 157,9 | |
| 160 | 340 | 2,04 | 1,76 | -33,4 | -53,2 | 157,0 |
| 330 | 2,34 | 1,69 | -36,8 | -51,8 | 156,9 | |
| 320 | 2,85 | 1,59 | -42,4 | -50,0 | 158,7 | |
| 350 | 1,61 | 1,99 | -28,8 | -57,6 | 158,9 | |
| 340 | 1,79 | 1,93 | -30,7 | -56,4 | 157,6 | |
| 170 | 330 | 2,01 | 1,86 | -33,2 | -52,2 | 156,7 |
| 320 | 2,33 | 1,79 | -36,6 | -53,7 | 156,6 | |
| 310 | 2,88 | 1,69 | -42,8 | -51,9 | 158,8 | |
| 350 | 1,47 | 2,14 | -27,2 | -60,5 | 160,3 | |
| 340 | 1,61 | 2,09 | -28,8 | -59,4 | 158,6 | |
| 180 | 330 | 1,79 | 2,02 | -30,8 | -58,2 | 157,3 |
| 320 | 2,03 | 1,96 | -33,4 | -56,9 | 156,5 | |
| 310 | 2,37 | 1,88 | -37,1 | -55,5 | 156,7 | |
| 300 | 3,07 | 1,78 | -44,8 | -53,5 | 160,3 | |
| 350 | 1,35 | 2,29 | -25,9 | -63,4 | 161,7 | |
| 340 | 1,48 | 2,23 | -27,4 | -62,3 | 160,0 | |
| 330 | 1,63 | 2,17 | -29,0 | -61,1 | 158,4 | |
| 190 | 320 | 1,82 | 2,11 | -31,1 | -59,9 | 157,2 |
| 310 | 2,08 | 2,04 | -33,9 | -58,6 | 156,7 | |
| 300 | 2,47 | 1,97 | -38,2 | -57,1 | 157,4 | |
| 290 | 3,58 | 1,84 | -50,5 | -54,7 | 165,1 | |
Похожие работы

... С целью увеличения выхода и упрощения технологии процесса за счет исключения стадии щелочной промывки из процесса осушки 1,3-диоксолана и повышения экологической чистоты технологии разделения азеотропной смеси 1,3-диоксолан-вода, проводят экстрактивную ректификацию с использованием в качестве экстрагента этиленгликоль. Предлагаемое изобретение может быть использовано для получения 1,3-диоксолана, ...
0 комментариев