Навигация
Задание на проектирование (файл \ZSPR\zsp.txt)
35105
знаков
8
таблиц
6
изображений
1 Задание на проектирование (файл \ZSPR\zsp.txt)
| ЗАДАНИЕ №18 СТУДЕНТАМ гр. 3071/1 КОД ПРОЕКТА = D18 (1)Гавриловой А.О., (2)Измайлову М.К. НА ФОРМИРОВАНИЕ ПРИОРИТЕТНОГО ИНВЕСТИЦИОННОГО ПРОЕКТА ЦЕХА ОПИСАНИЯ НАБОРОВ ДАННЫХ, ИНСТРУКЦИИ ПРОЕКТАНТУ В КАТАЛОГАХ «KFF, OTCHET» ПРОЕКТИРУЕТСЯ НОВЫЙ МЕХАНООБРАБАТЫВАЮЩИЙ ЦЕХ ЗАДАНИЕ ПОЛУЧЕНО: 11.02.09 ГОРИЗОНТ УПРАВЛЕНИЯ (КАЛЕНДАРНЫЙ ГОД) – KG=01 CPOK ЗАЩИТЫ: 13.05.09 КОД ПРОЕКТИРУЕМОГО МЕХАНООБРБАТЫВАЮЩЕГО ЦЕХА – D182100 HOMEPA ДЕТАЛЕЙ: HOMEPA KOHCTAHT КОДОВ ИЗДЕЛИЙ – KI=F,F,F (F - ПАРАМЕТРЫ KOHCTAHT: \ZSPR\zpc.dat) HOMEPA KOHCTAHT ПРОГРАММ ВЫПУСКА ИЗДЕЛИЙ – KV=F,F,F ND(1)=7038 НОМЕРА KOHCTAHT КОЭФФИЦИЕНТОВ ВЫПУСКА ЗАПЧАСТЕЙ – KZ=F,F,F ND(2)=7049 HOMEPA KOHCTAHT ВАРИАНТОВ КОМПЛЕКТАЦИИ ИЗДЕЛИЙ – KK=F,F,F HOMEP КОНСТАНТЫ КОЭФ-ТА ПЕРЕНАЛАДОК ТЕХНОЛОГИЧЕСКОГО ОБОРУД-НИЯ – KN=F HOMEP КОНСТАНТЫ КОЭФФ-ТА СМЕННОСТИ РАБОТЫ ПРОЕКТИРУЕМОГО ЦЕХА – KC=F КРИТЕРИАЛЬНЫЙ ПОКАЗАТЕЛЬ – ДИНАМИКА ИТОГОВОЙ ЧИСТОЙ НАСТОЯЩЕЙ СТ-ТИ NPV УПРАВЛЯЮЩИЕ ПАРАМЕТРЫ: СОСТАВ И РАЗМЕРЫ ОСНОВНЫХ ПСП ЦЕХА И ДР. ЛИМИТ ПРОИЗВОДСТВЕННОЙ ПЛОЩАДИ ЦЕХА, КОЛ-ВА ЕГО ОСНОВНЫХ РАБОЧИХ И ТЕХ- НОЛОГИЧЕСКОГО ОБОР-НИЯ ПО ОТНОШЕНИЮ K БАЗОВОМУ ВАРИАНТУ ПС (LP,LR,LO) =1.30 ОСОБЫЕ УСЛОВИЯ: АВТОМАТИЗИРОВАННОЕ ПРОЕКТИР-НИЕ ВЫПОЛНЯЕТСЯ ПО ЦЕПОЧКЕ: ABR1(2)-ABR04A C ФОРМИРОВАНИЕМ БАЗОВОГО ВАР-ТА ПРОИЗВОДСТ-НОЙ СТР-РЫ ЦЕХА, 8-ми ВАР-ТОВ ЕГО ПС (ПРИ ПРЕДМЕТНОЙ СПЕЦИАЛИЗАЦИИ ОСНОВНЫХ ПСП ЦЕХА), И ПО- СТРОЕНИЕМ ДЛЯ ВСЕХ ПСП ПРИОРИТЕТНОГО ВАР-ТА ПС КАЛЕНДАРНОГО ГР-КА РАБОТЫ |
2 Расчет программы запуска для одной номенклатурной позиции на горизонт управления
2.1 Кол-во видов технолог. оборудования KVO (файл \ARXIV\X-030\ptp.md1) = 68
2.2 Кол-во моделей оборудования (строки (без 1-й) файла \ARXIV\X-030\sms.md1) = 35
2.3 Кол-во различных кодов профессий рабочих (файл \ARXIV\X-030\spr.md1) = 15
2.4 Выполнение расчета 1-м проектантом (см. \KFF\DOC\mtd, Приложение 2):
PZD(7038) = Floor{[380(KTD.PZ)+597 (KTD.NZ)–597(KTD.FZ)+
для 1-го изделия (если есть K700) +((1+0.25(PVI.ZI))·12000(PVI.PV)·0 (VKI.DI)+
для 2-го изделия (если есть K701) +(1+0.20(PVI.ZI))·11500(PVI.PV)·0 (VKI.DI)+
для 3-го изделия (если есть K702) +(1+0.20(PVI.ZI))·11500(PVI.PV)·1 (VKI.DI))]·
·(1+0.01*0.9(KTD.PB)}=14307 шт. (\ARXIV\X-030\PZNP.PZD(md1) = 14307 шт.)
2.5 Выполнение расчета 2-м проектантом (см. \KFF\DOC\mtd, Приложение 2):
PZD(7049) = Floor{[380(KTD.PZ)+614(KTD.NZ)–614(KTD.FZ)+
для 1-го изделия (если есть K700) +((1+0.25(PVI.ZI))·12000(PVI.PV)·1(VKI.DI)+
для 2-го изделия (если есть K701) +(1+0.20(PVI.ZI))·11500(PVI.PV)·0(VKI.DI)+
для 3-го изделия (если есть K702) +(1+0.20(PVI.ZI))·11500(PVI.PV)·1(VKI.DI))]·
·(1+0.01*0.9(KTD.PB)}=29442 шт. (\ARXIV\X-030\PZNP.PZD(md1) = 29442 шт.)
Примечание: Функция «Floor» означает округление результата расчета в меньшую сторону; проектанты заменяют номера (7???) на свои заданные в файле \ZSPR\zsp.txt номера деталей, а информацию по 1-му, 2-му и 3-му кодам изделий заполняют лишь в том случае, если деталь входит в сборочные комплекты этих изделий, в противном случае знаки «?» заменяются проектантами на «0» (см. информацию файлов pvi(vki).dat); условное обозначение KTD.PZ означает, что KTD – это имя файла, а PZ – имя поля его записи и т. д.
Проектантами были «вручную» выполнены по одной из номенклатурных позиций производственной программы (НППП) механического цеха расчеты объема производственной программы в заданном горизонте управления, зафиксированные в п.2.4 и 2.5, и они не выявили расхождений с машинными вычислениями.
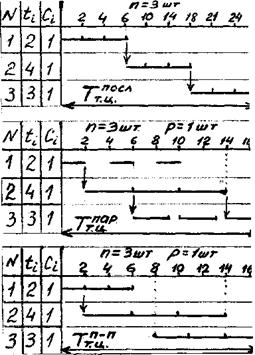
3 Расчет трудоемкости программы запуска для одной номенклатурной позиции и по одному (меньшему) коду технологического оборудования
3.1 MIN PZNP.PZD достигается для ND=7164 (по всем деталям \ARXIV\X-030\pznp.md1)
MAX PZNP.PZD достигается для ND=7035 (по всем деталям \ARXIV\X-030\pznp.md1)
Отклонения рассчитанной выше в п. 2.4 и 2.5 величины PZD от средней величины PZNP.PZD (см. файл sdp010.txt) составляют:
3.2 1319.0% (для ND=7038 у 1-го проектанта);
3.3 – 71.0% (для ND=7049 у 2-го проектанта).
Внимание! Отклонение может быть только отрицательным (со знаком «–») или положительным (со знаком «+») и рассчитывается как частное от деления произведения 100 и разности между PZD и средней величины PZNP.PZD на среднюю величину PZNP.PZD, равную 48865 шт.
Процедура расчета трудоемкости производственной программы:
3.4 для ND=7038 и TS=1201 (у 1-го проектанта для файла \ARXIV\X-040\tnpp.md1)
TKV= 14307(PZNP.PZD) · [4.85](SUM TDO.NK)/60= 1156.5 ч
(\ARXIV\X-040\TNPP.TKV= 1156.5 ч)
для md1: NK=4.32(TDO.NR)+315(TDO.NP)/597(PZNP.RPD)=4.85 мин
(TDO.NK=4.85 мин для меньшего номера NO=1, выполняемого на TS=1201);
для md2: NK=4.32(TDO.NR)+315(TDO.NP)/597(PZNP.RPD)=4.85 мин
(TDO.NK=4.85 мин для меньшего номера NO=1, выполняемого на TS=1201).
Похожие работы
... : одна из них связана с пробуждением национальной жизни и национальных движений, вторая привела к развитию и упрощению различных отношений между нациями. С появлением в мировом хозяйстве социалистической экономической системы положение на мировом рынке было осложнено. Всё большее значение приобретают экономические контракты между странами, расширяется круг этих отношений, быстро развиваются ...
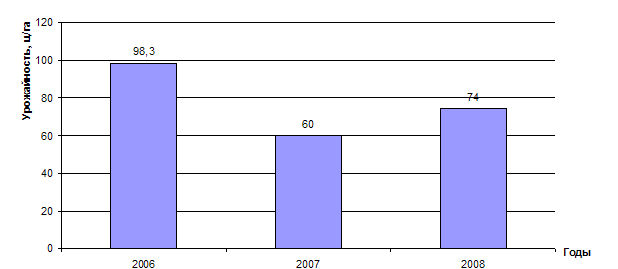
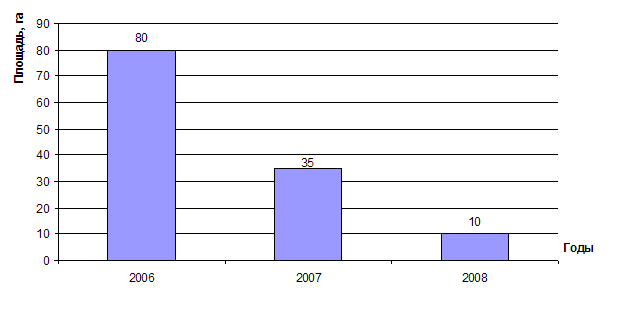
... продукции. Себестоимость 1 ц картофеля в 2008 году по сравнению с 2006 годом снизилась на 43,54 руб./ц, а закупочные цены повысились на 36,42 руб./ц. 4. Совершенствование производственной структуры внутрихозяйственного подразделения предприятия АПК 4.1 Обоснование размеров главной и дополнительных отраслей Обоснование рациональных размеров сельскохозяйственного предприятия сводится к ...
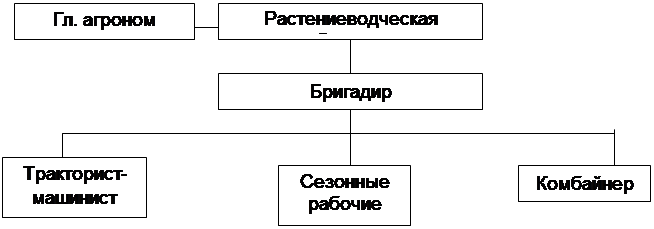
... (8)где Σtм, Σtc, Σtп, Σtа - сумма времени по специальностям, сек; Тизд - трудоемкость изделия, сек. 3. Техническое проектирование технологического процесса экспериментального производства 3.1 Выбор организационной структуры экспериментального цехаОсновными видами работ, выполняемыми в экспериментальном цехе, являются: конструкторская и технологическая проработка новых моделей ...
... равенства и неравенства. При полном равенстве в распределении доходов "кривая Лоренца" представляла бы собой прямую и, наоборот, кривизна усиливается по мере роста неравенства. В соответствии с современной экономической теорией нежелательно как абсолютное равенство в распределении доходов, так и резкий разрыв в уровне жизни различных групп населения. Абсолютное равенство в доходах не стимулирует ...
0 комментариев