Навигация
Расчёт календарно-плановых нормативов и технико-экономических показателей участка серийной сборки
24720
знаков
17
таблиц
3
изображения
Министерство образования Республики Беларусь
Учреждение образования
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра менеджмента
КУРСОВАЯ РАБОТА
по курсу
«Организация производства и управление предприятием»
на тему:
«Расчёт календарно-плановых нормативов и технико-экономических показателей УСС»
Минск 2007
Введение
Поточное производство – это такая форма организации производства, при которой технологический процесс совершается непрерывно и ритмично на расположенных в технологической последовательности рабочих местах с закреплением за каждым отдельных операций. Поточное производство – наиболее прогрессивный метод организации производства, позволяющий обеспечить высокую степень непрерывности и параллельности процесса, что снижает длительность производственного цикла, повышает производительность труда, уменьшает себестоимость изготовления продукции.
Наиболее широкое применение поточные методы работы нашли в массовом и крупносерийном производствах, они могут применяться также в серийном и мелкосерийном производствах.
Особенностью организации серийного производства является неполная специализация рабочих мест и как следствие – невозможность их полной загрузки одной операцией. Поэтому за рабочими местами закрепляется по несколько различных операций сборки или монтажа. При этом операции могут относиться как к одной сборочной единице (сборочному подузлу, узлу, изделию), так и к различным. Сборочные процессы на операциях осуществляются партиями. После выполнения операций над каждой партией сборочных единиц, как правило, производится переналадка рабочих мест, затрачивается так называемое подготовительно-заключительное время. Передача предметов труда с одного рабочего места на другое осуществляется также партиями.
1. Обоснование типа производства и видов поточной линии
Веерная схема сборки электродвигателя представлена на рис. 2.1. Перечень комплектующих изделий и полуфабрикатов приведен в табл. 2.1, перечень материалов, используемых при изготовлении изделия, – в табл. 2.2. Технологический процесс сборки электродвигателя представлен в табл. 2.3. Дополнительные нормативные данные приведены в табл. 2.4. Нормы времени по вариантам представлены в табл. 2.5.
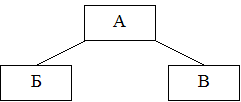
Рис. 5.4. Структурная схема сборки изделия №5.4
Таблица 2.1 – Цена и норма расхода материалов для технологического процесса электродвигатель
| Наименование | Кол-во на единицу изделия, шт. | Оптовая цена за единицу, у.е. |
| 1. Катушка | 1 | 7,000 |
| 2. Корпус | 1 | 5,000 |
| 3. Шток | 1 | 1,200 |
| 4. Втулка направляющая | 1 | 0,500 |
| 5. Якорь | 1 | 2,400 |
| 6. Кольцо-оправка | 1 | 0,300 |
| 7. Крышка | 1 | 0,100 |
| 8. Плата | 1 | 1,200 |
Таблица 2.2 – Цена и норма расхода материалов для технологического процесса электродвигатель
| Наименование и марка | Единица измерения | Норма расхода на 1 изделие | Оптовая цена за единицу, у.е. |
| 1. Канифоль | кг | 0,005 | 0,320 |
| 2. Припой | кг | 0,003 | 1,362 |
| 3. Спирт | л | 0,005 | 1,200 |
| 4. Вата | кг | 0,005 | 1,230 |
Таблица 2.3 – Технологический процесс сборки электродвигатель
| Содержание операции | Разряд работ | Подготовительно-заключительное время, мин | Приспособление, инструмент, оборудование |
| 1. Подготовительная | 2 | 5 | Просечка, молоток |
| 2. Сборка катушки и штока | 2 | 5 | - |
| 3. Сборка якоря | 2 | 5 | Ручной пресс, штангенциркуль |
| 4. Регулировка зазора, установка крышки | 2 | 6 | Отвёртка |
| 5. Проверка хода якоря, усилия трогания ЭМ | 3 | 5 | Приспособление ПЦ‑2 |
| 6. Установка платы | 4 | 5 | Отвёртка |
| 7. Распайка колодки | 4 | 5 | Пинцет, паяльник |
| 8. Контрольная | 3 | 6 | Клеймо ОТК |
Таблица 2.4 – Дополнительные нормативные данные к технологическому процессу сборки электродвигатель
| Условные обозначения | Номера операций сборки | Сроки подачи сборочных элементов |
| В | 1, 2 | К 6‑й операции |
| Б | 3, 4, 5 | К 7‑й операции |
| А | 6, 7, 8 |
Таблица 2.5 – Нормы времени на технологический процесс сборки электродвигатель
| Номер операции | Тшт, мин |
| 1 | 13,8 |
| 2 | 14,0 |
| 3 | 13,0 |
| 4 | 14,0 |
| 5 | 7,0 |
| 6 | 6,0 |
| 7 | 5,0 |
| 8 | 10,0 |
Похожие работы
... инструмента; агрегатирование оборудования из стандартных элементов (блоков). Стадии ЕСТПП: анализ существующих на предприятии и отрасли систем ТПП; разработка технического проекта ТПП; разработка рабочего проекта ТПП (информационных технологий, классификаторов технико-экономической информации, технологических процессов, документации на организацию специализированных рабочих мест и участков, ...
... : одна из них связана с пробуждением национальной жизни и национальных движений, вторая привела к развитию и упрощению различных отношений между нациями. С появлением в мировом хозяйстве социалистической экономической системы положение на мировом рынке было осложнено. Всё большее значение приобретают экономические контракты между странами, расширяется круг этих отношений, быстро развиваются ...
... , контролируется качество технологических процессов, проводятся научно-исследовательские работы и внедряются результаты их в производство. Тема 2. Структура и формы функционирования внутреннего экономического механизма предприятия 1 Структуризация системы управления предприятием Организационная сфера является каркасом системы управления. В связи с глубочайшими изменениями, происходящими в ...
... задании время выполнения технологических операций равно или кратно такту (ритму) потока, и отклонения не превышают 5-7%, то технологический процесс будет синхронным. 2. Расчёт календарно-плановых нормативов Однопредметные непрерывно-поточные линии (ОНПЛ) применяются в массовом и крупносерийном типах производства, когда нормы времени операций равны или кратны такту (ритму). Предметы труда ...
0 комментариев