Навигация
Стимулирование улучшения качества путем доведения результатов до общественности
75441
знак
7
таблиц
0
изображений
5. Стимулирование улучшения качества путем доведения результатов до общественности.
Надлежащим образом спроектированное табло с баллами может служить здоровым стимулом для соревнования (конкуренции) между отделами, заводами и отделениями. Чтобы добиться эффективности, помимо табло, нужна структурированная программа улучшений. Кроме того, при подсчете баллов должны учитываться присущие различным организационным единицам трудности в проведении операций. Иначе сравнение станет источником трений.
6. Язык денег - это существенно. Деньги - основной язык высших уровней руководства. Высшему руководству нужно представлять информацию, содержащую:
- общий объем затрат на качество;
- их долю в областях вне производства;
- главные возможности улучшений.
Без оценок затрат в цифрах общение с высшим руководством идет вяло и мало эффективно.
Стоимость плохого качества
Сейчас организации планируют затраты на качество. Разработка программы затрат, как правило, начинается с определения статьи расходов на качество в рамках рассмотренной выше классификации. По каждой статье предусматривается ведение отчетности на основе анализа и контроля. Для осуществления разработанной программы необходимы накопление банка данных и обработка их на ЭВМ; представление сведений на все уровни управления организацией; проведение анализа тенденций изменения расходов на качество и установление их оптимального уровня; выявление тех звеньев производства, где необходимо усилить контроль. Должны быть осуществлены анализ эффективности бухгалтерской ревизии затрат на качество, разработка корректирующих мер и анализ их эффективности, а также обязательное информирование потребителя о расходах на качество. По данным американских экспертов, затраты на качество многих фирм достигают 20% от суммы продаж, причем наблюдается их ежегодный рост на 5-7%. Внедрение же эффективной системы управления качеством, работающей по принципу предупреждения, а не обнаружения дефектов, позволяет снизить уровень затрат на качество до 2,5%.
Наиболее важная цифра в изучении затрат на качество - сумма расходов. Сумма может быть так мала, что не станет предметом управленческого приоритета. Менеджеры решат, что программа снижения таких затрат может подождать, поскольку и без того хватает проблем более высокой приоритетности.
Однако чаще встречается ситуация, когда менеджеры бывают ошеломлены величиной суммарных затрат. Им и в голову не приходило, что затраты так высоки. Один запоминающийся пример связан с изготовителем авиационных моторов. Когда суммарные затраты на качество стали известны управляющему директору, он мгновенно собрал высшее руководство компании, чтобы обсудить широкий план действий.
Сотрудники, представляющие отчет руководству, должны быть готовы столкнуться со скептицизмом. Чтобы избежать его, нужно, как уже упоминалось, заранее согласовать с руководством категории затрат и привлечь бухгалтерию к сбору данных.
Желательно увязывать суммарные затраты с показателями бизнеса. Итоговые затраты на качество целесообразно увязывать с другими цифрами, которыми владеет высшее руководство компании. Исключительное воздействие на него оказывают результаты, представленные в виде следующих соотношений:
1. Затраты на качество как процент от продаж. В финансовых отчетах для высшего руководства и даже для акционеров широко используются продажи как база для сравнения. Если затраты на качество привязаны к продажам, высшему руководству легче ухватить суть показателей.
2. 3атраты на качество в сравнении с прибылью. Менеджеры приходят в шок, осознав, что затраты на качество превышают прибыль компании (которую они, собственно, и делают). Например, изготовитель компонентов с репутацией поставщика высокого качества отчитался о прямых издержках в связи с ломом и переделкой на сумму 7,5 млн. долл. В то время как прибыль составила 1,5 млн. долл.
3. Затраты на качество сравниваются с величиной текущих проблем. Хотя деньги служат универсальным языком для высшего руководства, существуют некоторые иные способы, позволяющие вынудить руководство признать значимость затрат на качество.
Надо сказать, что в любой компании уживаются два универсальных языка. Внизу - язык дел и предметов: квадратные метры производственных площадей, календарные графики отгрузок за неделю, уровень забракования и т.п. Язык верхушки - язык денег: продажи, прибыль, налоги, инвестиции. Среднее руководство и технические специалисты обязаны владеть обоими языками, чтобы разговаривать с подчиненными на языке дел, а с руководством - на языке денег.
Полезно сравнить затраты на качество в основных категориях. Во многих компаниях оценочные затраты закладываются в бюджет и, следовательно, служат предметом для обсуждения. Однако анализ типовых затрат на качество покажет, что заранее предусмотренные издержки в связи с отказами в несколько раз превосходят оценочные расходы. Это вызывает удивление у руководителей и заставляет их пересматривать свои приоритеты.
Аналогичным образом руководители открыли для себя, что затраты на предупреждение ничтожно малы по сравнению с суммарными затратами, и инстинктивной реакцией руководителей стал тщательный поиск возможностей увеличения затрат на предупреждение. Взаимосвязь между издержками из-за внешних отказов также имеет значение. Первые обычно указывают на необходимость совершенствования производства и самого производства, вторые - на необходимость улучшения процесса проектирования продукции и технологического обслуживания в условиях эксплуатации.
Оптимальное качество продукции
Основой выявления затрат является анализ производственной деятельности. Результаты анализа затрат надо постараться представить в такой форме, чтобы руководитель задал вопрос: «Какие же шаги надо предпринять, чтобы снизить затраты из-за плохого качества?»
Контроль качества во многих компаниях следует шаблону - раз дефекты учащаются, надо ужесточать контроль. Такой подход недостаточен, поскольку он обычно не устраняет причины дефектов. Чтобы добиться значительного и стойкого снижения затрат, нужно задействовать структурированный процесс для борьбы с главными источниками потерь - издержками из-за отказов. Это требует неустанной работы на основе от проекта к проекту. Сами проекты, в свою очередь, нуждаются в ресурсах различных типов.
Чтобы запустить процесс и получить нужные ресурсы, их следует обосновать ожидаемыми выгодами. Для обоснования годятся разные аргументы. Например, можно:
1. Показать, что затраты достаточно велики, так что они оправдывают действия.
2. Привести успешный пример улучшения качества в компании и, опираясь на него, обосновать необходимость в более широкой программе.
3. Высветить шансы, даваемые снижением затрат вместе с идентификацией проектов улучшений. Типичная цель структурированной программы улучшения качества – сократить затраты из-за плохого качества вполовину за пять лет. Важный инструмент в идентификации проектов - анализ Парето, позволяющий отделить несколько жизненно важных элементов на качество от многих полезных.
4. Сравнить возврат на инвестиции в связи со снижением издержек из-за плохого качества с возвратом на инвестиции от увеличения продаж.
5. Подсчитать увеличение возвратов на инвестиции вследствие улучшения качества.
6. Показать влияние улучшения качества на доходы от продаж. Хотя может оказаться, что рост доходов от продаж оценить трудно, этот неосязаемый фактор способен помочь обосновать программу улучшения качества.
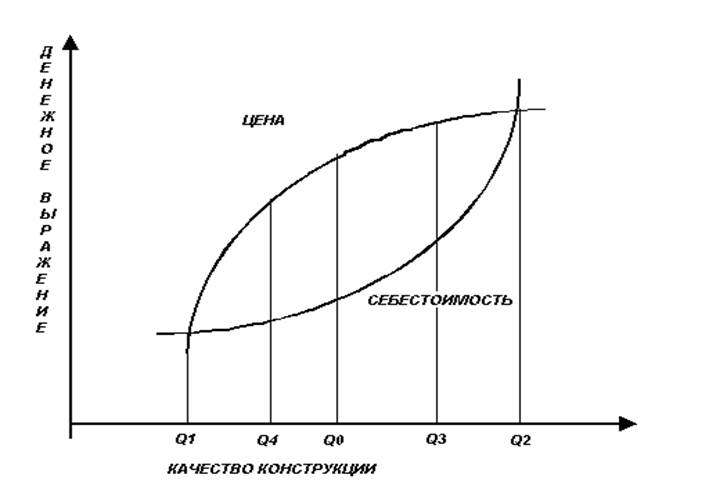
Качество изделий не может быть очень низким, так как в этом случае такие изделия не будут удовлетворять потребности потребителей и будут ими отвергаться, особенно когда у потребителя есть возможность выбора. С другой стороны, качество изделий не может быть и слишком высоким, так как достижение очень высокого качества потребует больших затрат. Соответственно цена изделий будет очень высокой, и такие изделия будут просто недоступны массовому потребителю.
Следовательно, при решении проблемы, какой уровень качества продукции необходимо обеспечивать в процессе ее массового производства? - должны быть четко сформулированы критерии достижения оптимального качества.
Для решения этой проблемы имеется несколько подходов, однако, во всех случаях критерии оптимального качества имеют экономическую основу.
Если изделие соответствует назначению, полностью выполняет функциональные предназначения, то нет никакой необходимости изготовлять ее более точно, использовать другие, дорогие материалы.
Рассмотрим простой пример: деталь полностью выполняет свои функции при изготовлении ее размеров с допуском ±0,05 мм. Можно изготовить размеры с точностью ±0,01мм и даже ±0,001 мм, что будет значительно дороже, уровень качества будет более высоким, но полезность детали, ее функциональное назначение практически не изменится.
Следует отметить, что уровень оптимального качества с течением времени изменяется в сторону его увеличения. Это объясняется двумя обстоятельствами:
1) потребители с течением времени предъявляют все более высокие требования к качеству. Следовательно, цена, приписываемая конкретному изделию, непрерывно уменьшается;
2) совершенствование технологии, конструкции изделия, улучшение организации производства позволяет производителю снижать затраты, производить продукцию более высокого качества не увеличивая затрат.
Контроль производственного процесса
Чтобы добиться увеличения спроса на свою продукцию, благодаря повышению качества необходимо для производства такой продукции обратиться к стандарту по обеспечению качества. Практически во всех стандартах по обеспечению качества уделяется внимание контролю производственного процесса. Так в стандарте ИСО 9001:94 установлено, что поставщики (изготовители) должны планировать производство и подтверждать, что они проводятся в контролируемых условиях.
К наиболее важным с точки зрения обеспечения качества работам в области производственного контроля можно отнести:
• рассмотрение контракта;
• контроль подготовки документов;
• контроль проверочного, измерительного и испытательного оборудования
• контроль закупаемых материалов;
• контроль технологического процесса;
• контроль готовой продукции;
• статус контроля;
• идентификация и прослеживаемость;
• обращение и хранение;
• специальные процессы;
• сохранность, упаковка и отгрузка;
• изделия не соответствующие ТУ;
• записи, регистрируемые данные;
• аудит и контролирующие действия.
Рассмотрение контракта. Рассмотрение требований заказчика и составление плана выполнения контракта проводится специально оформленной бригадой до начала основной работы. Рассматриваются:
- масштаб и характер работ;
-сертификации, ТУ и стандарты. Подтверждается, что применяются подходящие материалы и в нужных количествах. Если материалы заказываются, оценивается источник поставок;
-требования к контролю и испытаниям. Когда в условиях производства имеются стандартные методы работ по контролю продукции, эта работа оформляется в документ, обычно известный как план контроля и испытаний, который представляет собой стандартный документ, определяющий требования по контролю и испытания изделий. Однако, зачастую заказчик может устанавливать дополнительные требования по контролю и испытаниям, более широкие и превышающие требования стандартного документа, например, в отношении безопасности продукции. Они должны быть отражены в плане, с целью обеспечить объективное свидетельство того, что производственный процесс выполняется в соответствии с предъявляемыми требованиями. Ответственность за «корректность» производственных работ возлагается на исполнителей этих работ, и исполнители должны быть самоконтролёрами. Самоконтролер – первое звено в цепи обеспечения качества. План контроля и испытаний должен содержать, как минимум, базовую информацию: точки контроля и испытаний (этапы процесса производства, на которых проводится контроль и испытания); требования по контролю; точки обязательной приостановки производства, установление заказчиком или регулирующим органом; схем выборки, если требуется; применяемые стандарты. По каждой контрольной точке указываются: используемое контрольно-измерительное оборудование, критерии квалификации и опытности контролёров, критерии приёмки и забракования изделий, а также оговариваются подробности взаимодействия с заказчиком, если оно предусмотрено. Во многих производствах, особенно в опасных, выполнение некоторых обязательных требований к технологическим процессам и изделиям должно поддерживаться третьей стороной – сертифицирующим или регулирующим. Тогда в технологической цепочке устанавливаются точки обязательной приостановки производственного процесса до тех пор, пока третья сторона не подтвердит приемлемость процесса или изделия и не выпустит определённой формы инструкцию, разрешающую продолжать процесс. Точки обязательной приостановки определяются совместно с третьей стороной, весь ответственный персонал должен быть осведомлён о проблемах, которые могут возникнуть. А в плане контроля и испытаний точки обязательной приостановки обычно ярко выделяются (бросаются в глаза). Все применяемые при контроле и испытаниях стандарты и процедуры указываются в плане. План контроля и испытаний – официальный документ, и он должен идентифицироваться и контролироваться. Все этапы контроля должны строго документироваться.
Контроль подготовки документов. Документация охватывает:
• план контроля и испытаний;
• процедуры испытаний;
• процедуры специальных процессов;
• рабочие инструкции;
• сертификация производства;
• производственные процессы;
• процедуры контроля.
Во всех случаях методы подготовки, идентификации и утверждения документов, методы внесения изменений и утверждения изменений документов, методы изъятия и отмены устаревших документов должны быть формализованы и контролироваться.
Контроль проверочного, измерительного и испытательного оборудования. Использующееся в процессе производства оборудование нуждается в регулярной наладке и проверке с целью подтвердить его точность и соответствие назначению. Целесообразно ввести систему, с помощью которой можно выявить оборудование, подлежащее проверке или наладке, и составить график обслуживания. Он должен содержать следующую информацию:
• местонахождение оборудования;
• его номер и тип;
• частота проверки;
• методы проверки или наладки;
• мера, которую необходимо принять при выявлении неудовлетворительных условий.
Если контрольно-измерительное и испытательное оборудование проверяется по собственным (фирменным) эталонам, такие эталоны должны сертифицироваться уполномоченными органами, которые, в свою очередь, имеют эталоны, проверенные на соответствие национальным стандартам.
Оборудование должно быть снабжено идентификационным ярлыком с указанием статуса проверок, например, даты последней и очередной проверок. Оборудование, проверенное и оказавшееся негодным, или с истекшим сроком очередной проверки, помечается, «Нельзя использовать».
Все вновь закупленное оборудование также проверяется, чтобы подтвердить его точность до поступления в эксплуатацию.
Крупные фирмы располагают большим количеством оборудования. Для своевременного проведения контроля этих работ они используют компьютерные программы. На небольших фирмах, как правило, применяются карточки или журналы регистрации. Какой бы ни была применяемая система, за нее должно отвечать одно лицо или одно подразделение.
Контроль закупаемых материалов. Заказчик должен проверять адекватность основных источников поставок. Подобным образом подрядчик должен проверять адекватность субподрядных источников и т.д. вниз по цепочке.
Для определения приемлемости закупленных материалов и комплектующих изделий служит входной контроль. Это один из методов оценки поставщиков. Если материал неприемлем, следует одно из решений: отправить его в отходы, сделать повторный анализ, возвратить поставщику на доработку (переделку), отремонтировать собственными силами. Какое бы решение ни было принято, запуск материала и его использование должно быть приостановлено. Методы проведения входного контроля, методы взятия выборки, если требуется, требования к документации и критерии приемки/забракования включаются в план контроля и испытаний.
Изделия или материалы, поступившие без необходимой сопроводительной документации, должны быть отделены от партии до получения соответствующих документов. Если они уже поступили в производство, должно быть средство их изъятия в случае возникновения проблем впоследствии.
Материалы, забракованные при входном контроле, помечаются как забракованные и помещаются в изолированное место в ожидании решения в отношении их.
Входной контроль обычно проводится подразделением контроля качества или технического контроля. Результаты контроля документируются и доводятся до лиц, которым эта информация необходима: персонала конструкторско-технологических подразделений - это для внесения изменений в ТУ, а также персонала подразделений закупок - для оценки поставщиков.
Материалы, поставленные заказчиком, так называемые материалы свободного выпуска, должны быть также поставлены под контроль, причем системы контроля должны быть документированы. Такие материалы проверяются на отсутствие дефектов, комплектность, соответствие требованиям контракта. Проверяются специальные инструкции по их хранению и обращению с ними. В период хранения персонал производственного подразделения или инспектор по контролю качества регулярно контролирует соблюдение условия хранения и, если необходимо, оцениваются параметры, характеризующие срок годности при хранении. Если обнаруживается дефект или неудовлетворительные условия хранения, заказчик ставится в известность об этом, и принимаются меры для выявления причины и предотвращения повторения.
Контроль технологического процесса. Все требования по этому виду контроля включаются в план контроля и испытаний. Указывается тип контроля (визуальный контроль, проведение измерений, неразрушающий контроль). Результаты контроля и/или испытаний регистрируются в соответствующем документе, обычно в маршрутной карте.
Контроль готовой продукции. Все требования по этому виду контроля также вносятся в план контроля и испытаний. План должен также содержать документацию, необходимую для проверки возможности принятия изделия:
• сертификаты на материалы;
• результаты функциональных испытаний;
• результаты неразрушающего контроля;
• результаты выборочного приемочного контроля;
• результаты измерений и т.д.
Статус контроля. Существуют различные способы выявления состояния изделий во время процесса производства. Речь идет о системе идентификации, которая быстро указывала бы на состояние изделия: ожидает контроля, уже проверено и принято; проверено и забраковано. Например:
• изделия или партии, ожидающие контроля, не маркируются;
• изделия или партии, прошедшие контроль и принятые, отмечаются зеленым клейким ярлыком;
• изделия или партии, прошедшие контроль и забракованные, помечаются красным клейким ярлыком или на ярлыке делается надпись «забраковано».
Система идентификации должна быть документирована, и выполняться без отклонений. Полномочия по применению или удалению, каких бы то ни было идентификационных ярлыков, даются подразделению контроля качества.
Идентификация и прослеживаемость. Требование прослеживаемости не относится ко всем контрактам без исключения, за объект прослеживаемости несет ответственность инженер-конструктор, определяющий, для каких изделий оно должно выполняться. Требование прослеживаемости устанавливается на стадии проектирования и вносится в ТУ. Производящая фирма затем вносит такое требование в свою систему производства и план контроля и испытаний.
Метод идентификации прослеживаемых изделий или партии должен быть уникальным - только для конкретного контракта - и выполняться на всех стадиях производства, при установке изделий и в течение всего срока их эксплуатации. Эта идентификация записывается во все применяемые документы.
Обращение и хранение. После входного контроля изделия обычно поступают на склад, ожидая своего использования. Они должны быть сохранены и защищены от неправильного обращения, повреждения и несанкционированного применения. Рекомендуется ограничить вход во все складские помещения (открыть только уполномоченному персоналу), проводить постоянный мониторинг складских запасов, контролировать условия хранения. Обычно мониторинг запасов - функция персонала по контролю качества, однако целесообразно, если бы эту функцию взяло на себя подведомственное подразделение, в первую очередь отвечающее за качество продукции.
Специальные процессы. К ним относятся те процессы, которые невозможно проконтролировать путем проверки и испытаний готовой продукции. Для них требуется непрерывный или периодический мониторинг. Специальные процессы разделяются на две категории: относящиеся к производству - сварка, литье, перемешивание бетона, нанесение защитных покрытий, термообработка и относящиеся к контролю и испытаниям - рентгенография, контроль магнитным порошком, цветная дефектоскопия, ультразвуковой контроль, испытания под давлением. Невозможность проверки качества специального процесса обычным путем можно пояснить на примере нанесения защитного покрытия - окраски: при контроле готовой продукции устанавливается только корректность толщины и цвета покрытия. При этом нельзя утверждать, что обработка поверхности базового материала, толщины грунтовки, подслоев и верхнего слоя, а также технологические режимы - время, температура и влажность соответствовали спецификациям.
Поэтому необходимо:
• устанавливать документированные процедуры, гарантирующие проведение специальных процессов в контролируемых условиях, квалифицированным персоналом и с использованием калиброванного оборудования, в соответствии с контрактными документами, стандартами и
регулирующими требованиями:
• вести текущие записи о персонале, оборудовании и процессах в соответствии с требованиями применяемых документов и стандартов.
Сохранность, упаковка и отгрузка. Если требования к сохранности, упаковке и отгрузке не определены контрактом, должна быть разработана система эффективности этой функции. Методы обеспечения сохранности и упаковки включаются в план контроля и испытаний. До отгрузки приемлемость изделия подтверждается установлением адекватности обеспечения сохранности и корректности документации.
Методы транспортирования должны гарантировать доставку изделия к месту назначения в сохранности.
Изделия, на соответствующие ТУ. Любой процесс контроля может выявить изделия, не соответствующие ТУ. Их идентифицируют как несоответствующие ТУ клеймом, маркировкой или клейким ярлыком и отделяют от годных изделий. Должна быть скомплектована документация, идентифицирующая изделие, природу дефекта или несоответствия, которая передается в соответствующий отдел для рассмотрения и принятия решения в отношении изделия, сдать в отходы, отремонтировать или переделать, использовать, как есть.
Записи (регистрируемые данные). Все стандарты по обеспечению качества содержат требование контролировать регистрируемые данные:
• отчеты по результатам аудита;
• результаты контроля, производимого в соответствии с планом контроля и испытаний;
• данные о надежности источника поставок;
• сертификаты на материалы;
• данные о проверке контрольно-измерительного и испытательного оборудования;
• документация на изделия, несоответствующие ТУ;
• информацию о корректирующих действиях;
• результаты контроля складских запасов;
• результаты испытаний и проверок, проводимых заказчиками и регулирующими органами или иной третьей стороной;
• данные об аттестации персонала;
• протоколы функциональных испытаний;
• протоколы установочных и предпусковых испытаний. Все отчеты, протоколы и другие записи хранятся в течение срока, установленного законодательством или контрактными документами, условиях, обеспечивающих их надежную защиту от повреждения и утери. Обычно это помещения со стальными дверями, защищенные от воды и возгорания. По согласованию с заказчиком используются и другие способы хранения: компьютеризированное хранение, хранение микрофильмов.
Аудит и корректирующие действия. Подразделение обеспечения качества на самых ранних стадиях производственного процесса должно проверять наличие процедур, позволяющих контролировать выполнение работы, и затем держать под постоянным контролем их соблюдение и эффективность. Информация о любом несоответствии, выявленном при проверках, должна быть правильно адресована для принятия корректирующих мер, и сделаны шаги, предупреждающие возникновение несоответствий в будущем.
Методы определения уровня качества продукции
Для определения уровня качества продукции и соответствие его стандартам и техническим условиям применяются следующие методы:
1. Измерительный метод – при помощи инструментов, приборов.
2. Регистрационный метод – основан на регистрации и подсчете: числа определенных событий (например, отказов при испытаниях) или предметов (например, стандартизированных, унифицированных, оригинальных, защищенных патентами).
3. Вычислительный метод – основывается на применении специальных математических моделей для определения показателя качества продукции.
4. Органолептический метод – предусматривает анализ восприятия человеческих органов чувств – зрения, слуха, обоняния, вкуса, осязания. Точность и достоверность найденных значений зависят от квалификации, навыков и способности лиц, их определяющих.
5. Социологический метод – осуществляется на основе сбора и анализа мнений о продукции ее фактических или возможных потребителей.
6. Экспертный метод – реализуется группой специалистов, например технологов, дегустаторов.
Предприятие по своему усмотрению может выбрать один или несколько методов (или же всю их совокупность) определения качества продукции для получения более точных результатов контроля.
Похожие работы

... качеством с опорой на мировой опыт, незадействованность службы маркетинга на всех этапах жизненного цикла продукта, отсутствие правильной калькуляции затрат на качество. 3. Метод повышения управления качеством продукции в ОАО «Ламзурь». Несколько лет ОАО «Ламзурь» ассоциируется с хорошим производителем. Однако не вся продукция соответствует понятию « ...
... УНИВЕРСИТЕТ ЭКОНОМИЧЕСКИЙ ФАКУЛЬТЕТ Кафедра экономики предприятий и предпринимательской деятельности Д И П Л О М Н А Я Р А Б О Т А На тему: Сертификация систем управления качеством продукции (на примере ВАСО) Специальность 061100 “Менеджмент” Вечернее отделениеЗав. кафедрой ...
... работа по планомерному увеличению надежности выпускаемых изделий. В начале 70-х годов на передовых предприятиях Львовской области на основе внедренных систем была разработана комплексная система управления качеством продукции (КС УКП), которая включила в работу по повышению технического уровня и качества продукции все звенья предприятия. Основой функционирования КСУКП являлись стандарты ...
... , позволяющие лучше осознать и организовать весь процесс. В отношении управления качеством продукции следует выделить как минимум следующие категории: Объект управления – качество продукции. Иногда в качестве объекта выступает конкурентоспособность, технический уровень или какой либо другой показатель, характеристика. Как объект управления может выступать вся совокупность свойств продукции, либо ...
0 комментариев