Навигация
Организация поточной линии по выпуску трансформаторов
49576
знаков
17
таблиц
2
изображения
Министерство образования Республики Беларусь
Учреждение образования
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра менеджмента
КУРСОВАЯ РАБОТА
по курсу “Организация производства и управление предприятием”
на тему “Организация поточной линии по выпуску трансформаторов”
Минск 2008
СОДЕРЖАНИЕ
Введение
1. Обоснование типа производства
2. Расчет календарно-плановых нормативов
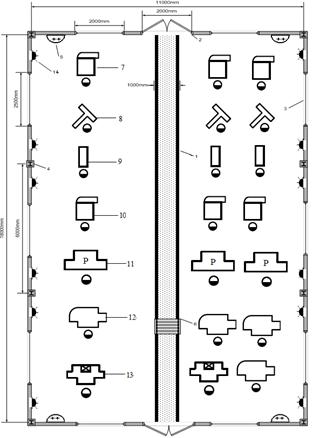
3. Планировка и расчет площади участка
4. Расчет мощности потребляемой оборудованием и транспортными средствами
5. Расчет стоимости и амортизации основных производственных фондов
6. Расчет численности промышленно-производственного персонала
7. Расчет себестоимости и цены единицы продукции с учетом косвенных налогов
8. Расчет технико-экономических показателей
Заключение
Литература
ВВЕДЕНИЕ
Поточное производство – это наиболее прогрессивная форма организации, при которой последовательно реализуются все общие требования рационального ведения производственного процесса.
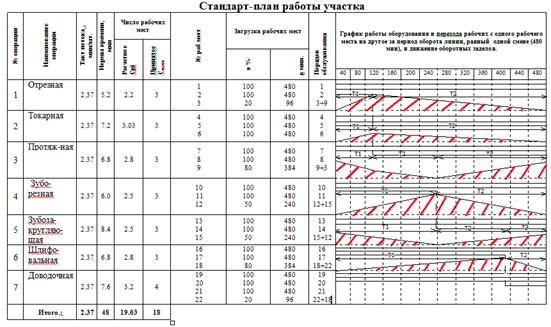
Поточные методы производства широко распространенны во многих отраслях промышленности, особенно широко применяются на предприятиях массового и крупносерийного производства. Применение поточного производства значительно повышает экономическую эффективность работы предприятия. Наиболее современными поточными линиями, обеспечивающими минимальную длительность производственного цикла изделий и строго ритмичную работу на всех рабочих местах, являются одно - предметные непрерывно - поточные линии. Однако добиться полной синхронизации техпроцесса удается не всегда, и движение обрабатываемых предметов осуществляется прерывно. Поэтому в таких случаях применяют ОППЛ. В данной курсовой работе рассчитываются необходимые для организации данного производства календарно-плановые нормативы, такие как, например, такт выбранной поточной линии, необходимое количество рабочих мест по операциям и по всей поточной линии в целом, величина имеющих место различных заделов, а также приводится стандарт-план данной поточной линии.
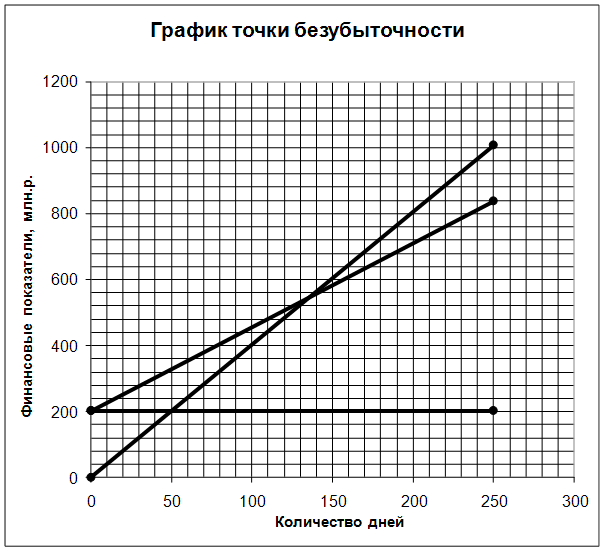
Совершенно необходимым условием для успешной деятельности предприятия в современных экономических условиях является технико-экономическое обоснование производства данного изделия. Для этого в работе рассчитаны некоторые технико-экономические показатели выпускаемой продукции, ее себестоимость, рентабельность, а также рентабельность всего производства в целом, что позволяет оценить экономическую эффективность производства данного изделия и, соответственно, экономическую целесообразность организации выпуска данного изделия.
1. ОБОСНОВАНИЕ ТИПА ПРОИЗВОДСТВА
Исходные данные к проекту:
Наименование детали: трансформатор
Режим работы линии двухсменный (s=2)
Количество рабочих дней: d=21
Коэффициент простоя оборудования: Kп.о.=0,98
Месячная программа выпуска: 3951 шт.
Габаритные размеры 80x100 мм
Вес – 0.78 кг
Трансформатор применяется в производстве радиоэлектронной аппаратуры. Используемые материалы, комплектующие изделия и полуфабрикаты приведены в таблице 1.1. Технологический процесс представлен в таблице 1.2, а нормы времени – в таблице 1.3.
Таблица 1.1
Цена и норма расхода материальных затрат для технологического процесса сборки изделия
| Наименование | Марка, профиль | Единица измерения | Норма расхода на комплект | Оптовая цена за единицу, у.е. |
| 1. Шпилька | Изх3,5´0,01 | шт. | 2,00 | 0,025 |
| 2. Катушка | - | шт. | 1,00 | 1,200 |
| 3. Скоба | - | шт. | 1,00 | 0,035 |
| 4. Лента | ГОСТ 750.83 | м | 0,20 | 0,050 |
| 5. Прокладка | - | шт. | 2,00 | 0,040 |
| 6. Сердечник | - | шт. | 1,00 | 1,000 |
| 7. Рама | - | шт. | 2,00 | 0,035 |
| 8. Клин | - | шт. | 3,00 | 0,025 |
| 9. Провод | ПЭВ-1-0,74 | кг | 0,07 | 0,350 |
| 10. Провод | ПЭВ-1-1,25 | кг | 0,09 | 0,300 |
| 11. Шнур х/б | х/б-1,5 | кг | 0,25 | 0,450 |
| 12.Бумага конд. | ИП-63 | кг | 0,03 | 0,395 |
| 13.Стеклолента | - | кг | 0,30 | 0,900 |
| 14.Стеклоткань | - | м2 | 0,04 | 0,850 |
| 15.Бакелитовый лак | - | кг | 0,01 | 0,400 |
| 16. Припой | ГОСТ 1499-54 | кг | 0,01 | 1,600 |
| 17.Прочие материалы (принять 35% от общей суммы) |
Таблица 1.2
Технологический процесс изготовления детали
| Содержание операции | Разряд работ | Приспособление, инструмент, оборудование |
| 1. Протереть и вставить магнитопровод в катушку | 3 | Тампон |
| 2. Ленту из жести протянуть через катушку и закрепить | 4 | Торцовый ключ |
| 3. Сделать виток вокруг сердечника, продуть через скобу | 4 | Вручную |
| 4. Замотать конец ленты в приспособление и затянуть | 3 | Вручную |
| 5. Опаять место соединения ленты со скобой. Вставить клинья | 3 | Электропаяльник |
| 6. Надеть скобу на прокладку. Повторить переход ещё раз | 3 | Вручную |
| 7. Наложить рамы на магнитопровод, подложить прокладки, наложить колодки, закрепить шпильки | 5 | Отвёртка |
| 8. Подвести выводы к контакту, срезать изоляцию, залудить провод. Закрепить выводы на контакты. Уложить и запаять выводы | 4 | Электропаяльник |
| 9. Замаркировать и визуально осмотреть трансформатор | 3 | Вручную |
Таблица 1.3.
Нормы времени на технологический процесс изготовления детали
| Номер операции | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Нормы времени, мин | 5,12 | 10,30 | 5,04 | 10,24 | 20,50 | 5,06 | 5,20 | 10,24 | 5,10 |
Выбор и обоснование типа производства и вида поточной линии (участка)
Форма организации производственного процесса на участке (цехе) определяется, как правило, типом производства. Тип производства – это степень постоянства загрузки рабочих мест, линии, участка, цеха, завода одной и той же работой. Различают три типа производства: массовый, серийный, единичный.
Правильное определение типа производства на участке позволяет выбрать эффективную форму его организации. Основой для определения типа производства являются программа выпуска, вид изделия и трудоемкость его изготовления. Показателями для определения типа производства могут служить коэффициенты специализации ![]() , массовости
, массовости ![]() .
.
Коэффициент специализации определяется по формуле:
 (1)
(1)
где m – количество операций по технологическому процессу; ![]() – количество рабочих мест (единиц оборудования), необходимых для выполнения данного технологического процесса
– количество рабочих мест (единиц оборудования), необходимых для выполнения данного технологического процесса
![]()
При ![]() <1 тип производства массовый.
<1 тип производства массовый.
Коэффициент массовости определяется по формуле:
 (2)
(2)
где tштi – норма штучного времени i-той операции, мин; m – количество операций по данному технологическому процессу; ![]() – такт (ритм) выпуска изделий, определяется по формуле:
– такт (ритм) выпуска изделий, определяется по формуле:
![]() , мин/шт, (3)
, мин/шт, (3)
где NЭ – годовая (месячная) программа запускаемого изделия, шт.; FЭ – годовой (месячный) фонд времени работы оборудования, определяется по формуле: ![]() , ч (4)
, ч (4)
где FН – номинальный фонд времени работы оборудования, час; Kп.о. - коэффициент, учитывающий время простоя оборудования в плановом ремонте (для металлорежущих станков при двухсменном режиме работы Kп.о=0.98).
![]() , ч
, ч
![]() , мин/шт
, мин/шт
![]()
Если Kм>1 то тип производства массовый, т.к. каждая операция технологического процесса полностью загружает минимум одно рабочее место на протяжении всего планируемого периода.
Следовательно, т.к. штучное время по операциям кратно такту конвейера с точностью 5-7%, т.е. технологический процесс можно синхронизировать, то для изготовления трансформатора можно применить однопредметную непрерывно-поточную линию.
Похожие работы
... и складские помещения 400 99 39,6 60 24 Итого 1574 782,6 1796 887 7 Планирование издержек производства и калькулирование себестоимости ремонта тяговых двигателей Таблица 7.1 Смета годовых расходов цеха по содержанию и эксплуатации оборудования Показатель Единица измерения Величина показателя до реконструкции после рекоснтрукции 1 Годовая трудоемкость ремонта ...
... С2,…,Сm – число рабочих мест по операции. Следовательно, для изготовления шестерни необходимо применить однопредметную прерывно-поточную линию (ОППЛ). 2. Расчёт календарно-плановых нормативов ОППЛ Однопредметные прерывно-поточные линии применяются в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса не равна и не кратна такту ( ...
... и дешевыми для больных сахарным диабетом по сравнению с другими видами мармеладов, особенно импортными [ ]. 5 Мероприятия, направленные на увеличение сроков годности кондитерских изделий В соответствии с ГОСТ Р 51074-97 сроки хранения конфет и мармеладных изделий следующие: Конфеты: Глазированные шоколадной глазурью: - с корпусами из масс пралине, из сбивных масс завернутые 3 мес; - с ...
... Все элементы на печатных платах соединяются с элементами расположенными вне плат с помощью объемного монтажа выполненный из гибких многожильных цветных проводов. 2.2 Технологический анализ элементной базы Усилитель мощности звуковой частоты содержит такую элементную базу: конденсаторы, микросхемы, резисторы постоянные и переменные, диоды, выпрямительный блок, транзисторы. Все перечисленные ...
0 комментариев