Навигация
РАСЧЕТ КАЛЕНДАРНО-ПЛАНОВЫХ НОРМАТИВОВ
49576
знаков
17
таблиц
2
изображения
2. РАСЧЕТ КАЛЕНДАРНО-ПЛАНОВЫХ НОРМАТИВОВ
Однопредметные непрерывно-поточные линии применяются в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса равна или кратна такту (ритму) потока. Следует учесть, что каждая операция постоянно закрепляется за определенным рабочим местом, которые расположены в порядке последовательности технологических процессов.
Основной состав колендарно-плановых нормативов ОНПЛ следующий: такт (ритм) линии; количество рабочих мест по операциям и по всей поточной линии; коэффициент загрузки по операциям и по всей поточной линии; стандарт-план работы линии; Такт ОНПЛ определяется по формуле:
![]() , мин/шт. (5)
, мин/шт. (5)
где Fэ – эффективный фонд времени работы линии за плановый период, мин; Nэ – программа запуска изделий за плановый период, шт.
Расчёт необходимого количества единиц оборудования (рабочих мест) для однопредметных непрерывно-поточных линий по данной операции производится по формуле
![]() шт., (6)
шт., (6)
где ![]() – норма штучного времени на данной i-й операции с учётом коэффициента выполнения норм, мин;
– норма штучного времени на данной i-й операции с учётом коэффициента выполнения норм, мин; ![]() – такт (поштучный ритм) поточной линии, мин/шт.
– такт (поштучный ритм) поточной линии, мин/шт.
Полученное по расчёту число единиц оборудования (рабочих мест) после соответственного анализа округляется до целого числа в большую или меньшую сторону (Спр). Число рабочих мест на поточной линии определяется по формуле ![]() . (7)
. (7)
Коэффициент загрузки рабочих мест (оборудования) на каждой i-й операции определяется по формуле ![]() , (8)
, (8)
где ![]() – расчётное количество рабочих мест (единиц оборудования) на i-й операции;
– расчётное количество рабочих мест (единиц оборудования) на i-й операции;
![]() – принятое количество рабочих мест (единиц оборудования) на i-й операции.
– принятое количество рабочих мест (единиц оборудования) на i-й операции.
Результаты расчета КПН ОНПЛ приведены в таблице 2.1.
Таблица 2.1
Синхронизированный технологический процесс
| № операции | Содержание операции | tшт | Коэффициент выполнения норм времени, Кв | Норма времени с учётом коэф-та выполнения норм (t'шт), мин | Такт линии (r н.л. ) мин/шт | Кол-во рабочих мест | Коэффициент загрузки рабочих мест (Кз) | |
| Расчетное (Ср) | Принятое (Спр) | |||||||
| 1 | Протереть и вставить магнитопровод в катушку | 5,12 | 1,024 | 5 | 5 | 1 | 1 | 1 |
| 2 | Ленту из жести протянуть через катушку и закрепить | 10,3 | 1,03 | 10 | 5 | 2 | 2 | 1 |
| 3 | Сделать виток вокруг сердечника, продуть через скобу | 5,04 | 1,008 | 5 | 5 | 1 | 1 | 1 |
| 4 | Замотать конец ленты в приспособление и затянуть | 10,24 | 1,024 | 10 | 5 | 2 | 2 | 1 |
| 5 | Опаять место соединения ленты со скобой. Вставить клинья | 20,5 | 1,025 | 20 | 5 | 4 | 4 | 1 |
| 6 | Надеть скобу на прокладку. Повторить переход ещё раз | 5,06 | 1,012 | 5 | 5 | 1 | 1 | 1 |
| 7 | Наложить рамы на магнитопровод, подложить прокладки, наложить колодки, закрепить шпильки | 5,2 | 1,04 | 5 | 5 | 1 | 1 | 1 |
| 8 | Подвести выводы к контакту, срезать изоляцию, залудить провод. Закрепить выводы на контакты. Уложить и запаять выводы | 10,24 | 1,024 | 10 | 5 | 2 | 2 | 1 |
| 9 | Замаркировать и визуально осмотреть трансформатор | 5,1 | 1,02 | 5 | 5 | 1 | 1 | 1 |
| Итого | 76,8 | 15 | 15 | |||||
Средний коэффициент загрузки рабочих мест по поточной линии определяется по формуле
 . (9)
. (9)
Расчет скорости конвейера:
 (10)
(10)
где ![]() – шаг конвейера (расстояние между осями смежно расположенных на конвейере предметов труда), зависит от габаритов изделия, м;
– шаг конвейера (расстояние между осями смежно расположенных на конвейере предметов труда), зависит от габаритов изделия, м;
![]() – такт поточной линии, мин/шт.
– такт поточной линии, мин/шт.
при двусторонней организации конвейера ![]() = 0.6-0.8 м. Приняв
= 0.6-0.8 м. Приняв ![]() =0.8м получим:
=0.8м получим:
![]() , м/мин
, м/мин
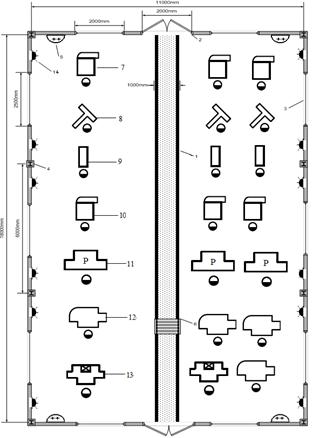
Период конвейера используется для адресования изделий на конвейере. Период конвейера есть наименьшее общее кратное всем числам рабочих мест по операциям. Разметку ленты следует производить так, чтобы период в длине ленты укладывался целое число раз (рис. 2.1):
П=НОК{1,2,1,2,4,1,1,2,1}=4
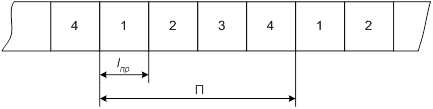
Рисунок 2.1 – разметка ленты конвейера
Рабочая длина ленты распределительного конвейера определяется по формуле
![]() м, (11)
м, (11)
где ![]() – принятое количество рабочих мест на i-й операции;
– принятое количество рабочих мест на i-й операции;
![]() – шаг конвейера, м.
– шаг конвейера, м.
Полная длина ленты распределительного конвейера должна быть несколько больше двойной рабочей длины ленты и согласована с условием распределения, определяется по формуле
![]() м, (12)
м, (12)
где p – постоянное число равное 3,14;
Д – диаметр натяжного и приводного барабанов, м;
П – период конвейера;
К – число повторений периода на общей длине ленты конвейера, определяется по формуле
![]() (13)
(13)
и округляется до целого числа.
![]()
После разметки ленты конвейера необходимо провести закрепление номеров периода за каждым рабочим местом, в соответствии с которым каждый рабочий должен брать и класть предметы труда на ленту. Порядок закрепления номеров показан в таблице 2.2.
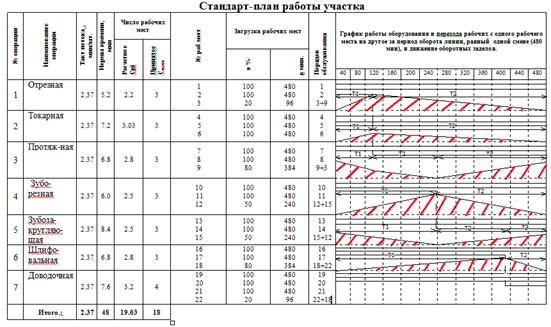
Длительность производственного цикла на поточных линиях определяется графически (составляется стандарт-план работы линии Приложение 1) и аналитическим способом.
Производственный цикл – отрезок времени от поступления предмета труда на первую операцию поточной линии до выхода с неё. Определяется длительность производственного цикла аналитическим способом по формулам в зависимости от движения предмета труда перед первой и после последней операций.
Таблица 2.2
Порядок закрепления номеров разметочных знаков за рабочими местами распределительного конвейера
| Номер операции | Количество рабочих мест, Спр | Номер рабо-чего места, Nрм | Число закре-пленных знаков | Порядок номеров, закрепленных за рабочими местами |
| 1 | 1 | 1 | 4 | 1 2 3 4 |
| 2 | 2 | 2 | 2 | 1 3 |
| 3 | 2 | 2 4 | ||
| 3 | 1 | 4 | 4 | 1 2 3 4 |
| 4 | 2 | 5 | 2 | 1 3 |
| 6 | 2 | 2 4 | ||
| 5 | 4 | 7 | 1 | 1 |
| 8 | 1 | 2 | ||
| 9 | 1 | 3 | ||
| 10 | 1 | 4 | ||
| 6 | 1 | 11 | 4 | 1 2 3 4 |
| 7 | 1 | 12 | 4 | 1 2 3 4 |
| 8 | 2 | 13 | 2 | 1 3 |
| 14 | 2 | 2 4 | ||
| 9 | 1 | 15 | 4 | 1 2 3 4 |
Так как обработка изделия начинается непосредственно с первого рабочего места без лишнего интервала движения после последней операции, длительность цикла определяется по формуле
![]() мин; (14)
мин; (14)
длительность такта равна 5 мин., тогда количество тактов равно: 145/5=29.
На однопредметных непрерывно поточных линиях создаются заделы трёх видов:
1) технологический задел соответствует тому числу изделий, которое в каждый данный момент времени находится в процессе обработки на рабочих местах. При поштучной передаче изделий он соответствует числу рабочих мест и определяется по формуле
Zтехн=Спр=15 шт. (15)
2) транспортный задел – это количество изделий, которое в каждый данный момент находится на конвейере в процессе транспортировки. При поштучной передаче изделий задел равен:
Zтр=Спр-1=14 шт. (16)
3) резервный задел создаётся на линиях на наиболее ответственных и нестабильных по времени выполнения операциях, а также на контрольных пунктах. Величина задела определяется по формуле:
 шт, (17)
шт, (17)
где ![]() - время, на которое создается резервный запас предметов труда, мин.
- время, на которое создается резервный запас предметов труда, мин.
Для установок и оборудования поточной линии, которые могут выйти из строя, ![]() можно принять на этих рабочих местах равный 4-5% сменного задания.
можно принять на этих рабочих местах равный 4-5% сменного задания.
4) общая величина задела на непрерывно поточной линии определяется по формуле:
ZO=Zтехн+Zтр+Zрез=33 шт (18)
Величина незавершенного производства на однопредметных непрерывно поточных линиях без учета затрат времени в предыдущем цехе определяется по формуле:
 нормо-ч (19)
нормо-ч (19)
где ![]() – общая суммарная величина задела, шт.;
– общая суммарная величина задела, шт.;
![]() – суммарная норма времени по всем операциям технологического процесса, мин.
– суммарная норма времени по всем операциям технологического процесса, мин.
Величина незавершенного производства в денежном выражении без учета затрат в предыдущем цехе определяется по формуле:
![]() (20)
(20)
![]()
где ![]() – цеховая себестоимость изделия, находящегося в заделе, у.е.
– цеховая себестоимость изделия, находящегося в заделе, у.е.
Для сборочных цехов Сz можно принять в размере 0,85Сц, для механических – 0,7Сц.
Производительность поточной линии определяется через величину, обратную такту потока, называемую темпом.
Темпы – это количество изделий, сходящих с линии за единицу времени.
Определяются по формуле:
![]() шт/ч (21)
шт/ч (21)
где ![]() – такт (ритм) поточной линии, мин/шт.
– такт (ритм) поточной линии, мин/шт.
Часовую производительность конвейера в единицах массы можно определить по формуле
![]()
![]() кг/ч, (22)
кг/ч, (22)
где Q – средний вес единицы продукции, кг.
Мощность, потребляемая конвейером, определяется по формуле
![]() кВт, (23)
кВт, (23)
где W – мощность, потребляемая конвейером, измеряемая в лошадиных силах, определяется по формуле
![]() л.с. (24)
л.с. (24)
Здесь ![]() – полная длина ленты (цепи) конвейера, м;
– полная длина ленты (цепи) конвейера, м;
V – скорость движения конвейера, м/мин;
![]() – вес ленты (цепи) конвейера (в расчётах можно принять в пределах 4-8 кг/пог.м);
– вес ленты (цепи) конвейера (в расчётах можно принять в пределах 4-8 кг/пог.м);
![]() – часовая производительность конвейера (см. расчёт, формула (22)).
– часовая производительность конвейера (см. расчёт, формула (22)).
Из формул (23) и (24)получим:
![]() л.с.
л.с.
![]() кВт (25)
кВт (25)
Похожие работы
... и складские помещения 400 99 39,6 60 24 Итого 1574 782,6 1796 887 7 Планирование издержек производства и калькулирование себестоимости ремонта тяговых двигателей Таблица 7.1 Смета годовых расходов цеха по содержанию и эксплуатации оборудования Показатель Единица измерения Величина показателя до реконструкции после рекоснтрукции 1 Годовая трудоемкость ремонта ...
... С2,…,Сm – число рабочих мест по операции. Следовательно, для изготовления шестерни необходимо применить однопредметную прерывно-поточную линию (ОППЛ). 2. Расчёт календарно-плановых нормативов ОППЛ Однопредметные прерывно-поточные линии применяются в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса не равна и не кратна такту ( ...
... и дешевыми для больных сахарным диабетом по сравнению с другими видами мармеладов, особенно импортными [ ]. 5 Мероприятия, направленные на увеличение сроков годности кондитерских изделий В соответствии с ГОСТ Р 51074-97 сроки хранения конфет и мармеладных изделий следующие: Конфеты: Глазированные шоколадной глазурью: - с корпусами из масс пралине, из сбивных масс завернутые 3 мес; - с ...
... Все элементы на печатных платах соединяются с элементами расположенными вне плат с помощью объемного монтажа выполненный из гибких многожильных цветных проводов. 2.2 Технологический анализ элементной базы Усилитель мощности звуковой частоты содержит такую элементную базу: конденсаторы, микросхемы, резисторы постоянные и переменные, диоды, выпрямительный блок, транзисторы. Все перечисленные ...
0 комментариев