Навигация
PR – довести до потребителя, что предприятие – самое лучшее
164521
знак
0
таблиц
4
изображения
2. PR – довести до потребителя, что предприятие – самое лучшее.
3. Поддержка предпринимательства (РСПП – союз промышленников и предпринимателей).
Для успешного функционирования предприятия необходимо, чтобы персонал предприятия, в соответствии с функциональным разделением видов деятельности предприятия был разделен на административные подразделения - отделы, управления и т.д.
Функции, выполняемые данными подразделениями приблизительно можно разделить на два класса - внешние и внутренние.
Внутренние функции предприятия состоят в обеспечении деятельности предприятия как совокупности людей, средств и т.д. К подразделениям предприятия, выполняющим данные функции относятся такие отделы и службы, как кадровый отдел, ремонтные службы, служба охраны, уборки и т.д.
Внешние функции предприятия разделяются на два класса - на функции получения прибыли и на "общественные " функции предприятия как участника общественных отношений.
Функциями получения прибыли занимаются маркетинговые отделы, отделы сбыта и т.д.
Функции предприятия как участника общественных отношений, состоящие в уплате налогов, участии в государственном учете и контроле (через выдачу лицензий, разрешений, квот и т.д.), участии в программах занятости населения и т.д., решаются другими подразделениями предприятия.
(4) Цели предприятия
Цель - это конечное состояние, желаемый результат, которого стремится добиться любая организация.
Цели предприятия должны обладать рядом характеристик. К числу основных характеристик целей относятся:
· конкретность и измеримость. Выражая цели в четких измеримых формах, руководство создает базу для принятия решений и оценки хода работ;
· горизонт планирования. Выделяют долгосрочные (горизонт планирования более 5 лет), среднесрочные (плановый период от 1 года до 5 лет) и краткосрочные (обычно в пределах года) цели. Чем уже горизонт планирования, тем конкретнее должна быть выражена цель;
· достижимость. Цели устанавливают так, чтобы они не превышали возможности предприятия. Установление недостижимых целей блокирует стремление работников к успеху и снижает мотивацию труда;
· непротиворечивость. Действия и решения, необходимые для достижения одной цели, не должны мешать достижению других.
Общая цель для всех организаций – выживание.
4 группы интересов:
1. группа собственников
Задачи менеджера: приращение прибыли / поиск новых рынков
Собственника интрес. фин. цель – темпы прироста прибыли / капитализация фирмы (оценка стоимости фирмы) / стоимость акций и дивиденда на акции
2. потребители – рыночные цели: объем продаж / цена продукта / система продаж / система послепродажного обслуживания / качество продукции
3. фирма, как группа интересов – операциональные цели: объем производства / издержки пр-ва (себестоимость ед. продукции) / технологический уровень развития пр-ва
4. сам персонал – социальные цели – личность –> группа –> подразделения –> цель организации
уровень доходов и з/п; соц. бонусы или программы; карьерное развитие (обучение и переподготовка); карьерный рост.
Долгосрочные цели определяют стратегическое намерение предприятия занять определенное место в бизнесе. Определение общих долгосрочных целей требуется для каждого ключевого результата, который менеджеры считают важным для достижения успеха и создания соответствующих конкурентных преимуществ организации. Выделяют семь ключевых пространств, в рамках которых предприятие определяет долгосрочные цели:
1. Положение на рынке. Рыночными целями могут быть завоевания лидерства в определенном сегменте рынка, увеличение доли рынка предприятия до определенного размера.
2. Инновации. Целевые установки в этой области связаны с определением новых способов ведения бизнеса: освоением новых рынков, применением новых технологий или способов организации производства.
3. Маркетинг. Основными результатами деятельности в этой области могут быть выход на первое место по продаже определенного товара, создание определенного имиджа у товара, улучшение обслуживания клиентов.
4. Производство. Приоритетными целями в этом случае являются достижение наивысшей производительности труда, повышение качества продукта, снижение издержек производства по сравнению с основными конкурентами.
5. Финансы. Общая цель - сохранение и поддержание на необходимом уровне всех видов финансовых ресурсов, их рациональное использование.
6. Управление персоналом. Цели в отношении персонала могут быть связаны с сохранением рабочих мест, обеспечением приемлемого уровня оплаты труда, улучшением условий и мотивации труда.
7. Менеджмент. Ключевая цель в этой области - определение критических сфер управленческого воздействия.
Общая цель =>
Ключевые цели по подсистемам организации=>
Производство / Маркетинг / Персонал / Финансы
(5) Производственная структура предприятия
Производственная структура - это состав его внутренних основных подразделений, а так же порядок и формы их кооперирования в процессе производства.
Факторы, определяющие п.с. предприятия:
1. Отраслевая принадлежность предприятия;
2. Объем выпускаемой продукции и трудоемкость ее изготовления;
3. Конструктивные особенности выпускаемых изделий;
4. Состав и сложность применяемых технологических процессов;
В процессе формирования п.с. осуществляются расчеты, связанные с определением состава оборудования, обоснование его производительности и взаимозаменяемости, обеспечивается рациональная планировка подразделений, размещение оборудования и рабочих мест. Тем самым создаются организационные условия для бесперебойной работы оборудования и непосредственных участников производственного процесса – рабочих и служащих.
Производственная структура характеризует разделение труда между подразделениями предприятия и их кооперацию. Она оказывает существенное влияние на технико-экономические показатели производства, на структуру управления предприятием, организацию оперативного и бухгалтерского учета.
Производственная структура предприятия динамична. По, мере совершенствования техники и технологии производства, управления, организации производства и труда совершенствуется и производственная структура. Совершенствование производственной структуры создает условия для интенсификации производства, эффективного использования трудовых, материальных и финансовых ресурсов, повышения качества продукции.
Главными элементами производственной структуры предприятия являются рабочие места, участки, хозяйства и цехи.
Первичным звеном пространственной организации производства является рабочее место.
Рабочим местом называется неделимое в организационном отношении (в данных конкретных условиях) звено производственного процесса, обслуживаемое одним или несколькими рабочими, предназначенное для выполнения определенной производственной или обслуживающей операции (или их группы), оснащенное соответствующим оборудованием и организационно-техническими средствами.
Рабочее место может быть простым и комплексным. Простое рабочее место характерно для производства дискретного типа, где один работник занят использованием конкретного оборудования. Простое рабочее место может быть одно- и многостаночным. В случае использования сложного оборудования и в отраслях с использованием аппаратных процессов рабочее место становится комплексным, так как обслуживается группой людей (бригадой) с определенным разграничением функций при выполнении процесса. Значение комплексных рабочих мест увеличивается с повышением уровня механизации и автоматизации производства.
Рабочее место может быть стационарным и подвижным. Стационарное рабочее место расположено на закрепленной производственной площади, оснащенной соответствующим оборудованием, а предметы труда подаются к рабочему месту. Подвижное рабочее место передвигается с соответствующим оборудованием по мере обработки предметов труда.
В зависимости от особенностей выполняемых работ рабочие места подразделяются на специализированные и универсальные.
От уровня организации рабочих мест, обоснованного определения их количества и специализации, согласования их работы во времени, рациональности расположения на производственной площади существенно зависят конечные результаты работы предприятия. Именно на рабочих местах осуществляется непосредственное взаимодействие материальных, технологических и трудовых факторов производства. На уровне рабочего места используются основные факторы роста производительности.
Участок - производственное подразделение, объединяющее ряд рабочих мест, сгруппированных по определенным признакам, осуществляющее часть общего производственного процесса по изготовлению продукции или обслуживанию процесса производства.
На производственном участке помимо основных и вспомогательных рабочих имеется руководитель - мастер участка.
Производственные участки специализируются подетально и технологически. В первом случае рабочие места связаны между собой частичным производственным процессом по изготовлению определенной части готового продукта; во втором - по выполнению одинаковых операций.
Участки, связанные между собой постоянными технологическими связями, объединяются в цеха.
Цех - наиболее сложная система, входящая в производственную структуру, в которую входят в качестве подсистем производственные участки и ряд функциональных органов. В цехе возникают сложные взаимосвязи: он характеризуется достаточно сложной структурой и организацией с развитыми внутренними и внешними взаимосвязями.
Цех является основной структурной единицей крупного предприятия. Он наделяется определенной производственной и хозяйственной самостоятельностью, является обособленной в организационном, техническом и административном отношении производственной единицей и выполняет закрепленные за ним производственные функции. Каждый цех получает от заводоуправления единое плановое задание, регламентирующее объем выполняемых работ, качественные показатели и предельные затраты на запланированный объем работ.
К хозяйству предприятия относится совокупность взаимосвязанных внутренних подразделений, специализирующихся на обслуживании основного или вспомогательного производств путем оказания определенных услуг. Как правило, в произв. стр-ре завода выделяют транспортное, складское, инструментальное, ремонтное и энергетическое хозяйство.
Производственная структура предприятия должна быть рационально организована, т.е. способствовать эффективному ведению хозяйства. Для этого она должна обеспечивать:
· снижение затрат;
· максимально возможную специализацию цехов и участков, и рост производительности труда;
· относительную простоту структуры (отсутствие дублирующих или раздробленных мелких подразделений) и, как следствие, повышение управляемости ее объектов;
· прямоточность производства на основе рационального размещения взаимосвязанных подразделений в пространстве;
· возможность расширения предприятия без существенных нарушений производственного процесса;
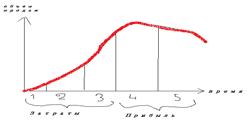
(6) Жизненный цикл товара
Жизненный цикл товара состоит из пяти этапов:
(1)Разработка товара. На этом этапе компания находит и воплощает в жизнь новую идею товара + исслед. работы возможностей реализации этой идеи + проектные работы + изготовление опытного образца. В это время объем продаж равен нулю, а затраты растут по мере приближения к заключительным стадиям проекта.
(2)Выведение на рынок (внедрение и освоение рынка – ранний рост). Этот этап сопровождается медленным ростом объема продаж. Прибыль отсутствует из-за высоких расходов на маркетинговые мероприятия.
(3)Рост (Завоевание рынка). Период быстрого завоевания рынка и увеличения прибыли – зрелый рост.
(4)Зрелость (Расширение рынка). На этом этапе рост объема продаж замедляется, так как основная масса потенциальных покупателей уже привлечена. Уровень прибыли остается неизменным или снижается из-за увеличения расходов на маркетинговые мероприятия по защите товара от конкуренции. Продление жизн. цикла товара и /или выпуск разн. моделей.
(5)Упадок (уход с рынка). Происходит спад объема продаж и сокращение прибылей. Обеспечить прибыльность продукта становится практически невозможно. Среди покупателей преобладают "отстающие". Затраты на рекламу постепенно сокращаются. В то же время цены часто повышают из-за низкой ценовой эластичности спроса, а также для сокращения убытков.
Кривая жизненного цикла показывает изменение объема продаж или прибыли на протяжении ЖЦТ. Типичная кривая жизненного цикла имеет S-образную форму.
(7) Связь маркетинга и производства
Для предприятия важное значение имеет обеспечение успеха на рынке, продвижение на него собственных товаров и услуг. Продажа товаров и услуг позволяет предприятию покрыть издержки и получить необходимую прибыль для дальнейшего развития. Маркетинг – это программно-целевой метод организации производства и сбыта товаров и услуг, ориентированный на достижение результатов на рынке. Результаты маркетинговой деятельности проявляются в виде увеличения доли продажи продукции предприятия на рынке, эффективной организации производства, появления новой продукции и т.п. Эффективная работа маркетинговой службы предприятия означает, что оно может быстро и эффективно реагировать на изменение рынка; в состоянии на основе анализа спроса потребителей предложить новый товар или услугу. Предприятия через маркетинговую службу могут проводить исследования рынка, влиять на спрос на рынке различными способами.
Маркетинговые исследования на предприятии находят отражение в маркетинговом плане, который обязательно составляется для нового проекта или при создании нового предприятия. В нем представлены след. разделы:
(1) Стратегия и цели маркетинга
(2) Ценообразование
(3) Схема распространения товара
(4) Методы стимулирования продаж
(5) Организация послепродажного обслуживания покупателей
(6) Реклама
(7) Формирования общественного мнения (о товаре и фирме)
Маркетинг определяет спрос, либо формирует заказ на товар или сервис. Так же маркетинг определяет состояние рынка, планирование деятельности фирмы, доведение этих данных до подразделений.
Основная задача маркетинга заключается в том, чтобы привести производство в соответствие со спросом, а усилия маркетинговых служб направлять на создание такого ассортимента товаров, который соответствует общественному спросу. Маркетинг анализирует возможности производства и сбыта, приспосабливает его к требованиям рынка. Основная задача маркетинга направлена на поиск наиболее эффективного сочетания традиционно выпускаемой продукции и новой. Для принятия решения о сокращении или повышении объема производства; модернизации продукции или снятия ее с производства.
Маркетинг также используют для установления торговых связей с зарубежными странами и при разрешении экспортной политики предприятия и гос-ва в целом.
Производственная функция маркетинга:
1)организация производства новых товаров, разработка новых технологий;
2)организация материально-технического обеспечения. Система мто оказывает существенное воздействие на издержки производства и стоимость продукции;
3)управление качеством и конкурентоспособностью готовой продукции;
Общая тенденция развития маркетинга — перенос акцента с производства и товара на коммерческие усилия, на потребителя и все большая ориентация на проблемы потребителя и социальной этичности.
В ведении маркетинга – разработка миссии и видения компании; исследования и разработки; товарная политика; ассортиментная политика; ценовая политика и ценообразование; формирование каналов распределения; формирования комплекса продвижения; разработка бюджетов и др.
В области производства, маркетинг уделяет внимание не только техническим характеристикам товара, но и потребительским ценностям. Маркетинг помогает поддерживать конкурентоспособность товара и повышать этот уровень, разрабатывать новые продукты, которые будут пользоваться спросом.
(8) Инновации и инновационный процесс
Достижения научно-технического прогресса распространяются в производстве в форме инноваций. Понятие инновация – означает нововведение. Под новшеством понимается новый порядок, новый метод, новая продукция или технология, новое явление.
Процесс использования новшества, связанный с его получением, воспроизводством и реализацией в материальной сфере общества, представляет собой инновационный процесс. Инновационные процессы зарождаются в отдельных отраслях науки, а завершаются в сфере производства, вызывая в ней прогрессивные, качественно новые изменения.
Инновации могут относиться как к технике и технологии, так и к формам организации производства и управления. Все они тесно взаимосвязаны и являются качественными ступенями в развитии производительных сил, повышения эффективности производства.
С учетом предмета инноваций различают следующие виды инноваций:
- технико-технологические инновации проявляются в форме новых продуктов, технологий их изготовления, средств производства. Они являются основой технологического прогресса и технического перевооружения производства;
- организационные нововведения - это процессы освоения новых форм и методов организации и регламентации производства и труда, а также инновации, предполагающие изменения соотношения сфер влияния (как по вертикали, так и по горизонтали) структурных подразделений, социальных групп или отдельных лиц;
- управленческие нововведения - целенаправленное изменение состава функций, организационных структур, технологии и организации процесса управления, методов работы аппарата управления, ориентированное на замену элементов системы управления (или всей системы в целом) с целью ускорения, облегчения или улучшения решения поставленных перед предприятием задач;
- экономические инновации на предприятии можно определить как положительные изменения в его финансовой, платежной, бухгалтерской сферах деятельности, а также в области планирования, ценообразования, мотивации и оплаты труда и оценки результатов деятельности;
- социальные нововведения проявляются в форме активизации человеческого фактора путем разработки и внедрения системы усовершенствования кадровой политики; системы профессиональной подготовки и усовершенствования работников; системы социально-профессиональной адаптации вновь принятых на работу лиц; системы вознаграждения и оценки результатов труда. Это также улучшение социально-бытовых условий жизни работников, условий безопасности и гигиены труда, культурная деятельность, организация свободного времени;
- юридические инновации - это новые и измененные законы и нормативно-правовые документы, определяющие и регулирующие все виды деятельности предприятий;
- экологические нововведения - изменения в технике, организационной структуре и управлении предприятием, которые улучшают или предотвращают его негативное воздействие на окружающую среду.
Техническое развитие предприятия - процесс формирования и совершенствование технико-технологической базы предприятия, ориентированный на конечные результаты его хозяйственной деятельности за счет технико-технологических нововведений.
Целями технико-технологических инноваций являются:
- снижение конструктивно-технологической сложности выпускаемых изделий за счет конструктивных новшеств;
- снижение материалоемкости изделий за счет применения новых материалов;
- комплексная механизация и автоматизация технологических процессов;
- применение робототехники, манипуляторов и гибких автоматизированных систем;
- снижение технологической трудоемкости изделий и затрат ручного труда за счет повышения технического уровня и качества технологической оснастки, инструментов, приспособлений, научной организации труда;
- комплексная автоматизация и регулирование процессов управления производством на основе электроники и компьютерной техники и т.д.
Развитие технико-технологической базы осуществляется за счет модернизации оборудования, технического перевооружения, реконструкции и расширения, нового строительства.
Выбор конкретного направления технического развития предприятия проводится на основе результатов диагностического анализа и оценки технико-организационного уровня производства. Основные показатели этой оценки:
- степень охвата рабочих механизированным и автоматизированным трудом;
- техническая оснащенность труда (фондовооруженность труда и энерговооруженность труда);
- доля новых технологий в объеме или трудоемкости продукции;
- средний возраст применяемых технологических процессов;
- коэффициент использования сырья и материалов (выход готовой продукции из единицы сырья);
- мощность (производительность) оборудования;
- удельный вес прогрессивного оборудования в общем его парке;
- средний срок эксплуатации оборудования;
- коэффициент физического износа оборудования;
- доля технически и экономически устаревшего оборудования в общей его численности;
- коэффициент технологической оснащенности производства (количество примененных приспособлений, оснастки и инструмента в расчете на одно рабочее место в основном производстве);
- степень утилизации отходов производства и др.
Управление техническим развитием предприятия должно включать: установление целей и выявление их приоритетов; выбор направлений технического развития; оценку эффективности возможных вариантов решений; составление программы технического развития; корректировка плана и контроль за выполнением предусмотренных программой мер.
Оценка эффективности инноваций
Основным обобщающим показателем экономической эффективности технико-технологических нововведений является показатель экономического эффекта. В нем находят отражение частные показатели эффективности: производительность труда, фондоотдача, материало- и энергоемкость, показатели технического уровня производства, качество продукции и др.
Показатель экономического эффекта от реализации нововведений определяется как превышение стоимостной оценки результатов над стоимостной оценкой совокупных затрат ресурсов за весь период осуществления мероприятий.
При оценке эффективности организационных инноваций их подразделяют на две группы:
1) нововведения, требующие определенных дополнительных одновременных затрат (капитальных вложений);
2) нововведения, не требующие дополнительных инвестиций.
Эффективность первой группы организационных нововведений рассчитывается так же, как и технико-технологических. Оценка эффективности беззатратных нововведений осуществляется на основе исчисления экономии текущих затрат, вызванной осуществлением таких организационных инноваций.
При определении эффективности нововведений необходимо также учитывать социальные и экологические результаты (безопасность объектов инноваций).
(9) Конструкторская подготовка производства (КПП)
Конструкторская подготовка производства включает проектирование новой продукции и модернизацию ранее производившейся, а также разработку проекта реконструкции и переоборудования предприятия или его отдельных подразделений. В процессе проектирования определяется характер продукции, ее конструкция, физико-химические свойства, внешний вид, технико-экономические и другие показатели. Результаты конструкторской подготовки оформляются в виде технической документации - чертежей, рецептур химической продукции, спецификаций материалов, деталей и узлов, образцов готовой продукции и т.п.
Задачи конструкторской подготовки
Проектирование новой продукции осуществляется проектно-технологическими и научно-исследовательскими институтами, научно-технологическими центрами, а также конструкторскими отделами и лабораториями предприятий.
Основными целями конструкторской подготовки производства являются:
* непрерывное совершенствование качества продукции;
* повышение уровня технологичности конструкции, под которой понимается облегчение приемов изготовления продукции и возможность применения прогрессивных методов изготовления при заданном объеме производства. Это обеспечивает лучшее использование производственных ресурсов при изготовлении продукции;
* снижение себестоимости новой продукции за счет изготовления и совершенствования конструкции изделия, уменьшения расхода материалов на единицу продукции, снижения эксплуатационных затрат, связанных с использованием продукции;
* использование при проектировании продукции существующих стандартов и унифицированных полуфабрикатов;
* обеспечение охраны труда и техники безопасности, а также удобств при эксплуатации и ремонте новых изделий.
Этапы конструкторской подготовки
1. Исходным для проектирования новой продукции является проектное (техническое) задание, которое составляется заказчиком (предприятием) или по его поручению проектной организацией. В проектном задании указывается наименование продукции, ее назначение, область применения, технические и экономические показатели в процессе производства и эксплуатации. На уровне проектного задания должны быть определены принципиальные отличия новой конструкции или изделия от ранее выпускаемых, приведены перечень и обоснование необходимости оригинальных изделий, даны подробные расчеты эффективности нового изделия с учетом эффекта, рассчитанного как для потребителя, так и для производителя.
2. На основании анализа проектного задания заказчика и сопоставления различных вариантов возможных решений изделий, сравнительной оценки решений с учетом конструктивных и эксплуатационных особенностей разрабатываемого и существующих изделий, а также патентных материалов составляется техническое предложение - совокупность конструкторских документов, содержащих технические и технико-экономические обоснования целесообразности дальнейшей разработки проекта.Техническое предложение после согласования и утверждения в установленном порядке является основанием для разработки эскизного (технического) проекта.
3. Эскизный проект - совокупность конструкторских документов, которые должны содержать принципиальные конструктивные решения, дающие общее представление об устройстве и принципе работы изделия, а также данные, определяющие назначение, основные параметры и габаритные размеры разрабатываемого изделия. При разработке эскизного проекта определяется принципиальная характеристика нового изделия, производится выбор наиболее эффективного решения, его технических, технологических, эксплуатационных параметров. Эскизный проект всегда составляется в нескольких вариантах для последующего выбора одного из них. Эскизный проект после согласования и утверждения в установленном порядке служит основанием для разработки технического проекта или рабочей конструкторской документации.
4. Технический проект- совокупность конструкторских документов, которые должны содержать окончательные технические решения, дающие полное представление об устройстве разрабатываемого изделия, и исходные данные для разработки рабочей документации. Технический проект позволяет осуществлять выбор материалов и полуфабрикатов, определять основные принципы изготовления продукции и проводить экономическое обоснование проекта. Технический проект после согласования и утверждения в установленном порядке служит основанием для разработки рабочей конструкторской документации. Ранее разработанные конструкторские документы обычно применяют при разработке новых или модернизации изготавливаемых изделий, что приводит к сокращению сроков проектирования.
5. Заключительной стадией (этапом) конструкторской подготовки производства является разработка технической документации (чертежей, инструкций и т.д.), технических условий. Технические условия (ТУ) являются неотъемлемой частью комплекта технической документации на продукцию (изделие, материал, вещество и т.п.), на которую они распространяются. ТУ должны содержать все требования к продукции, ее изготовлению, контролю, приемке и поставке, которые целесообразно указывать в конструкторской или другой технической документации. При отсутствии конструкторской или другой технической документации на данную продукцию ТУ должны содержать полный комплекс требований к продукции, ее изготовлению, контролю, приемке и поставке. ТУ разрабатывают на одно изделие, материал, вещество, а также на несколько конкретных изделий, материалов, веществ (групповые технические условия). Состав ТУ и содержание разделов определяются в соответствии с особенностями продукции.
После испытания и доводки опытной партии уточняется рабочий проект, который передается в законченном виде для технологической подготовки производства. На всех стадиях проектирования уточняются, конкретизируются и окончательно определяются все технические и экономические характеристики изделия, определяется целесообразность использования первоначально выбранного пути совершенствования продукции и принимается решение о ее выпуске.
Установленный и рассмотренный выше порядок конструкторской подготовки изделия характерен в полной мере лишь для массового и крупносерийного производств, продукции сложного профиля (автомобили, станки, тракторы и т.п.). Для мелкосерийного и единичного производств, независимо от технической сложности изделия, количество стадий и объемы работ по каждому из них уменьшаются. В отраслях металлургической и химической промышленности, переработки сельскохозяйственного сырья, а также в добывающих отраслях проектирование изделий выполняется главным образом на стадии прикладных исследований, изысканий и разработок, а также технологической подготовки производства.
Конструкторская подготовка производства осуществляется в соответствии с комплексом государственных стандартов, устанавливающих единые взаимосвязанные правила и положения ее проведения, оформления и обращения конструкторской документации, разрабатываемой и применяемой промышленными, научно-исследовательскими, проектно-конструкторскими организациями и предприятиями, получившим, соответственно, название Единой системы конструкторской документации (ЕСКД). Применение ЕСКД позволяет создавать благоприятные условия для обеспечения научно-технической подготовки производства на высоком уровне, способном гарантировать конкурентоспособность выпускаемых изделий, сокращать время проектирования, обеспечивать необходимое единообразие этого процесса на различных предприятиях в разных отраслях экономики.
(10) Технологическая подготовка производства (ТПП)
Технологическая подготовка производства является продолжением работ по проектированию изделия. ТПП – это совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к выпуску изделий заданного количества и качества при установленных сроках выпуска. ТПП осущ. в соответствии с требованиями стандартов Единой системы технологической подготовки производства (ЕСТПП).
На этой стадии устанавливается, при помощи каких технических методов и средств, способов организации производства должно изготавливаться данное изделие, окончательно определяется его себестоимость и эффективность производства. Такая технология разрабатывается как для каждого нового изделия, так и для традиционной продукции с целью повышения технического уровня и снижения издержек производства, улучшения условий труда, охраны окружающей среды.
Технологическая подготовка производства охватывает проектирование технологических процессов, а именно:
* выбор и расстановку оборудования на площади цеха;
* определение и проектирование специальной технологической оснастки;
* нормирование затрат труда, материалов, топлива и энергии.
Под технологическим процессом понимается совокупность методов изготовления продукции путем изменения состояния, свойств, форм и габаритов исходных материалов, сырья и полуфабрикатов.
В процессе технологической подготовки производства разрабатываются способы механизации и автоматизации производственных процессов, а также решаются некоторые вопросы организации производства, а именно: внедрение поточных методов, организация и оснащение рабочих мест и участков, выбор транспортных средств и средств хранения сырья, полуфабрикатов и продукции и т.п. Исходя из спроектированного технологического процесса и выбора на этой основе оборудования и режима его работы, определяются основные нормативы расхода рабочего времени, сырья, материалов, топлива, энергии и других элементов производства на единицу продукции.
Этапы технологической подготовки
-1- технологический контроль чертежей
-2- составление межцеховых технологических маршрутов
-3- разработка технологии получения заготовок
-4- разработка технологических процессов механической обработки
-5- разработка процессов сборки
-6- проектирование оснастки
-7- изготовление оснастки
-8- окончательная доработка технологии
-9- нормирование элементов производственного процесса
1) Технологическое проектирование начинается с разработки маршрутной технологии. Ее содержание заключается в определении последовательности выполнения основных операций и закреплении их в цехах за конкретными группами оборудования. Одновременно осуществляется выбор инструмента, расчет норм времени и установление разряда работ, указывается специальность рабочих с соответствующим уровнем квалификации. Согласно маршрутной технологии за каждым цехом и участком закрепляются обрабатываемые виды продукции, что обусловливает их специализацию, место и роль в производственной структуре предприятия.
2) Затем для каждого цеха и участка разрабатывается операционная технология, содержание которой составляют пооперационные технологические карты. Они содержат указания и параметры выполнения каждой производственной операции.
В индивидуальном и мелкосерийном производствах, а также на предприятиях со сравнительно простой технологией разработка технологических процессов обычно ограничивается маршрутной технологией. В массовом же и крупносерийном производствах вслед за маршрутной разрабатывается более подробная пооперационная технология.
3) Из всех возможных технологий, предлагаемых на этом этапе, затем осуществляется выбор оптимальной. При этом сопоставляются натуральные показатели, и сравнивается себестоимость продукции и работ при разных вариантах. Выбранная технология производства должна обеспечивать повышение производительности труда, требуемое качество изготовления при наиболее низкой себестоимости продукции по сравнению с другими вариантами. Лучший вариант технологического процесса принимается в качестве типового для данных условий производства на определенный отрезок времени вплоть до разработки более перспективного варианта.
Применение типовых технологических процессов способствует ограничению числа технологических операций. Они позволяют установить единообразие способа обработки однотипных изделий и применяемой технологической оснастки, создают условия для прекращения затрат и продолжительности проектирования технологий.
Разработка типовых технологических процессов предполагает следующие этапы: определение технологического маршрута обработки изделия данной группы; выбор пооперационного технологического процесса; установление способов обработки отдельных элементов (выполняемых технологических операций) для изделия данной группы.
Технологическая подготовка производства предусматривает также разработку проектов, изготовление и наладку специального технологического оборудования, технологической оснастки, необходимых для производства нового (модернизированного) изделия. Это очень трудоемкая и дорогостоящая работа, поскольку при освоении ряда новых моделей (например, автомобилей и других машин) изготавливается по несколько тысяч штампов, приспособлений, моделей, десятки автоматических линий. В связи с этим в отраслях крупносерийного и массового производства, выпускающих продукцию технологически сложного профиля, переход на изготовление нового изделия, как правило, совмещается с реконструкцией и техническим переоснащением предприятий.
Проводя работы по технологической подготовке производства, необходимо учитывать, что организация производства новых видов продукции, модернизация изделий и процессов производства требуют материальной и организационной подготовки. Материальная подготовка производства предусматривает приобретение, монтаж и наладку нового оборудования, изготовление или закупку инструментов и приспособлений, сырья и материалов, т.е. обеспечение производства всеми материально-техническими, ресурсами. Организационная подготовка включает совершенствование организации производства и труда, и приспособление их к условиям изготовления новой продукции, новой техники и технологии. Сюда также входит подбор и расстановка кадров в соответствии с новым характером производства, внесение корректив в структуру аппарата управления, в функциональное и иерархическое распределение труда.
Организация технологической подготовки
Технологическую подготовку производства осуществляет отдел главного технолога. Главные задачи, решаемые при этом, группируются по следующим основным функциям:
* обеспечение технологичности конструкции изделия;
* разработка технологических процессов;
* проектирование и изготовление средств технологического оснащения;
* организация и управление процессом технологической подготовки производства.
Отправной точкой в технологической подготовке производства является получение исходных документов на разработку и производство новых изделий. В целом весь процесс разработки предполагает:
* обследование и анализ существующей на предприятии системы технологической подготовки производства;
* разработку технического проекта системы технологической подготовки производства, в котором определяется назначение, и формируются требования, которым должны удовлетворять как система в целом, так и отдельные ее элементы;
* создание рабочего проекта, предусматривающего разработку информационных моделей решения задач, всего комплекса технологических процессов на основе типизации и стандартизации, документации по организации рабочих мест и участков основного и вспомогательного производства на основе типовых и стандартных технологических процессов.
Результатом работы по технологической подготовке производства является выработка правил обеспечения технологичности конструкции изделий.
Технологичность конструкции изделия
Понятие обеспечения технологичности конструкции изделия охватывает подготовку производства, предусматривающего взаимосвязанное решение конструкторских и технологических задач, направленных на повышение производительности труда, достижение оптимальных трудовых и материальных затрат и сокращение времени на производство, техническое обслуживание и ремонт изделия.
Сведения об уровне технологичности конструкции используются в процессе оптимизации конструктивных решений на стадии разработки конструкторской документации, при принятии решения о производстве изделия, анализе технологической подготовки производства, разработке мероприятий по повышению уровня технологичности конструкции изделия и эффективности его производства и эксплуатации.
Обеспечение технологичности конструкции изделия наряду с отработкой самой конструкции включает ее количественную оценку. К числу основных показателей, характеризующих технологичность конструкции изделий, можно отнести трудоемкость изготовления изделия, его удельную материалоемкость, технологическую себестоимость, трудоемкость, стоимость и продолжительность технического обслуживания, степень унификации конструкции.
При оценке технологичности конструкции следует пользоваться минимальным, недостаточным количеством показателей. Точность количественной оценки технологичности конструкции изделий, а также перечень показателей и методика их определения устанавливаются в зависимости от вида изделия и степени отработки его конструкции и типа производства.
При проведении отработки конструкции изделия на технологичность следует иметь в виду, что в этом случае играет роль вид изделия, степень его новизны и сложности, условия изготовления, технического обслуживания и ремонта, перспективность и объем его выпуска.
Испытание конструкции изделия на технологичность должно обеспечить решение следующих основных задач:
* снижение трудоемкости и себестоимости изготовления изделия;
* снижение трудоемкости и стоимости технического обслуживания изделия;
* снижение важнейших составляющих общей материалоемкости изделия - расхода металла и топливно-энергетических ресурсов при изготовлении, а также монтаже вне предприятия-изготовителя и ремонте.
Работы по снижению трудоемкости и себестоимости изготовления изделия и его монтажа сопровождаются повышением серийности изделия посредством стандартизации и унификации, ограничения номенклатуры составных частей конструктивных элементов и используемых материалов, применения высокопроизводительных и малоотходных технологических решений, использования стандартных средств технологического оснащения, обеспечивающих оптимальный уровень механизации и автоматизации производственных процессов.
Снижение трудоемкости, стоимости и продолжительности технического обслуживания и ремонта предполагает использование конструктивных решений, позволяющих снизить затраты на проведение подготовки к использованию изделия, а также облегчающих и упрощающих условия технического обслуживания, ремонта и транспортировки.
В свою очередь комплекс работ по снижению материалоемкости изделия включает:
* применение рациональных сортаментов и марок материалов, рациональных способов получения заготовок, методов и режимов упрочнения деталей;
* разработку и применение прогрессивных конструктивных решений, позволяющих повысить ресурс изделия и использовать малоотходные и безотходные технологические процессы;
* разработку рациональной компоновки изделия, обеспечивающей сокращение расхода материала.
В ходе выполнения технологической подготовки производства различают два вида технологичности конструкции изделия - производственную и эксплуатационную.
Производственная технологичность конструкции проявляется в сокращении затрат средств и времени на конструкторскую и технологическую подготовку производства, а также длительности производственного цикла.
Эксплуатационная технологичность конструкции изделия проявляется в сокращении затрат времени и средств на техническое обслуживание и ремонт изделия.
Оценка технологичности конструкции может быть двух видов: качественной и количественной.
Качественная оценка характеризует технологичность конструкции обобщенно на основании опыта исполнителя. Качественная сравнительная оценка вариантов конструкции допустима на всех стадиях проектирования, когда осуществляется выбор лучшего конструктивного решения и не требуется определение степени различия технологичности сравниваемых вариантов. Качественная оценка при сравнении вариантов конструкции в процессе проектирования изделия предшествует количественной и определяет ее целесообразность.
Количественная оценка технологичности конструкции изделия выражается показателем, численное значение которого характеризует степень удовлетворения требований к технологичности конструкции. Количественная оценка рациональна только в зависимости от признаков, которые существенно влияют на технологичность рассматриваемой конструкции.
Методы сравнения технологических процессов
Технологическая подготовка производства ставит перед технологом задачу: из имеющихся в его распоряжении вариантов изготовления изделия выбрать оптимальный, т.е. наиболее рациональный и экономичный, способ производства, оборудование и технологическую оснастку.
Оптимальный вариант необходимо выбирать с учетом условий производства - степени его устойчивости, серийности, сложности. Например, в крупносерийном и массовом производстве, как правило, есть все возможности, чтобы решить эту задачу, так как каждый элемент затрат может быть рассчитан с высокой степенью точности. В серийном же производстве продолжительность выпуска изделий короче из-за довольно частой сменяемости номенклатуры, поэтому сравнительная оценка сопоставляемых технологических процессов должна быть проведена быстро и качественно.
В основе сравнительных расчетов лежит определение технологической себестоимости и установление экономически целесообразного объема годового производства. Технологической себестоимостью называется сумма затрат, изменяющаяся с изменением технологического процесса.
Законченные результаты проектирования технологической подготовки производства оформляются специальной документацией. На предприятиях машиностроения, строительных материалов, мебельных фабриках и в некоторых других отраслях такими документами являются технологические карты. Они представляют описание всего технологического процесса от поступления исходных материалов и комплектующих изделий на склад отдела материально-технического снабжения и до выпуска готового изделия и передачи его отделу сбыта продукции.
Технологический регламент является основной технологической документацией в ряде отраслей, например, в химической промышленности. В нем дается описание основных параметров, этапов и режимов технологического процесса, рецептуры и порядка ведения операций. В технологическом регламенте устанавливается характеристика готового продукта, перечень и характеристика исходного сырья и материалов.
На предприятиях всех отраслей промышленности технологическая документация обязательно включает: нормы расхода сырья, материалов, энергии, топлива, нормы отходов производства, описание транспортных маршрутов, перечень рабочих инструкций, спецификации оборудования и инструментов.
Выполнение работ по технологической подготовке производства позволяет сосредоточить усилия конструкторов, технологов и организаторов на решении главных задач развития техники, технологии и организации производства, повысить гибкость технологических процессов к переналадке на выпуск новых изделий и снизить затраты на ее проведение приблизительно в два раза.
(11) Организационно-экономическая подготовка производства (ОЭПП)
Организационно-экономическая подготовка производства включает комплекс мер по организации и планированию производства новых изделий и обеспечению процесса их производства всем необходимым. На этом этапе осуществляется разработка проекта организации основного и вспомогательного производства, труда и заработной платы, а также создание нормативной базы, включая разработку необходимых нормативов для планирования конструкторской и технологической подготовки производства.
Организационно-экономическая подготовка производства осуществляется параллельно и в тесной связи с конструкторской и технологической подготовкой. На этой же стадии происходит разработка смет затрат на подготовку производства новых изделий. На всех этапах подготовки производства осуществляется выбор наиболее экономически выгодного варианта создания новых изделий.
Этот этап подготовки производства (ОЭПП) зависит от новизны, объема производства, сложности и других параметров новой продукции и потому является очень ответственным. Он охватывает такие основные работы:
• составление генерального плана-графика и сметы расходов на техническую подготовку производства;
• разработку баланса наличия и потребности основных производственных площадей, рабочих кадров, основного оборудования и пр.;
• проработку возможностей дальнейшего углубления специализации и кооперации цехов и производственных участков;
• разработку мер по ускорению технической подготовки производства новой продукции;
• проработку возможности снижения затрат на стадии подготовки производства и освоения новой продукции;
• выбор метода перехода на выпуск новой продукции.
(12) Классификация технологий. Определение технологий
Технология — комплекс организационных мер, операций и приемов, направленных на изготовление, обслуживание, ремонт и/или эксплуатацию изделия с номинальным качеством и оптимальными затратами.
При этом:
— под термином изделие следует понимать любой конечный продукт труда (материальный, интеллектуальный, моральный, политический и т. п.);
— под термином номинальное качество следует понимать качество, прогнозируемое или заранее заданное, например, оговоренное техническим заданием и согласованное техническим предложением;
— под термином оптимальные затраты следует понимать минимально возможные затраты не влекущие за собой ухудшение условий труда, санитарных и экологических норм, норм технической и пожарной безопасности, сверхнормативный износ орудий труда, а также финансовых, экономических, политических и пр. рисков.
Технология так же - это способ преобразования материи, энергии, информации в процессе изготовления продукции, обработки и переработки материалов, сборки готовых изделий, контроля качества, управления. Технология воплощает в себе методы, приемы, режим работы, последовательность операций и процедур, она тесно связана с применяемыми средствами, оборудованием, инструментами, используемыми материалами. Совокупность технологических операций образует технологический процесс.
В промышленности и сельском хозяйстве описание технологии выполняется в документах, именуемых карта технологического процесса (при подробном описании) или маршрутная карта (при кратком описании).
Технологическая карта – основной документ, где фиксируются проектируемые технологические процессы. На предприятиях в зависимости от требуемой степени детализации технологического процесса, что обычно связано с типом производства, применяются 3 типа карт: маршрутные, операционные, инструкционные.
Маршрутные карты – содержат перечень технологических операций с указанием оборудования, технологического оснащения, разряда работы и нормы времени по каждой операции.
Классификация технологий по Джоан Вудворд:
· единичное, мелкосерийное или индивидуальное производство – (одновременно изготавливается только одно изделие),
· массовое или крупносерийное производство - (применяется при изготовлении большого количества изделий, которые идентичны друг другу),
· непрерывное производство – (использует автоматизированное оборудование, которое работает круглосуточно для непрерывного изготовления одинакового по характеристикам продукта в больших объемах).
Классификация технологий по Джеймсу Томпсону:
· многозвенные технологии – (характеризуются серией независимых задач, которые должны выполняться последовательно),
· посреднические технологии – (характеризуются встречами групп людей (например, клиенты и покупатели), которые являются или хотят быть независимыми),
· интенсивные технологии – (характеризируются применением специальных приемов, навыков или услуг для того, чтобы произвести определенные изменения в конкретном материале, поступающем в производство).
Виды технологий по отрасли применения: наука, образование, информатика, промышленность, сфера услуг, здравоохранение и т.д.
Виды технологий по уровню новизны: оригинальные (пионерские) в мире, на основе изобретений; оригинальные для организации, на основе ноу-хау.
Виды технологий по динамике развития: прогрессирующие, развивающиеся, устоявшиеся, устаревшие.
Виды технологий по сфере применения: управленческие (основные, вспомогательные, обслуживающие), производственные (основные, вспомогательные, обслуживающие).
Виды технологий по назначению: созидательные, разрушительные, двойного назначения.
Виды технологий по отношению к ресурсам: наукоемкие, капиталоемкие, энергоемкие, энергосберегающие, безотходные, малооперационные.
Виды технологий по уровню автоматизации: ручные, механизированные, автоматизированные, автоматические, полностью автоматические.
Виды технологий по конкурентоспособности: конкурентоспособные (в конкретных странах), неконкурентоспособные.
(13) Цели и задачи основного производства
ОП – это операционно-производственная система, которая из сырых продуктов, проходя различные стадии обработки, изготавливает продукт, явл. основой предпринимательской деятельности фирмы. Это производство, выпуск продукции, составляющей основу деятельности предприятия, профильной продукции, в отличие от вспомогательного, побочного производства.
Основное производство - часть производственного процесса предприятия, в ходе которого основные материалы превращаются в готовую продукцию. Осуществляется в основных цехах. Характер и структура ОП зависят от особенностей выпускаемой продукции, типа производства и применяемой технологии. В машиностроении, например, к ОП относят заготовительные (литейные, кузнечные, прессовые), обрабатывающие (механическая, штамповочно-механическая) и сборочные цехи; в металлургии — выплавку чугуна в доменных печах, стали в сталеплавильных агрегатах, изготовление готового проката на прокатных станах; в текстильном производстве — прядильные и ткацко-отделочные отделения.
Особенности организации ОП зависят от типа производства, масштабов изготовления одноимённой продукции, повторяемости технологических маршрутов и операций.
Основное производство может быть:
· синтетическим, где из многих видов сырья создаётся один или несколько видов изделий (автомобили, обувь и т.д.);
· аналитическим — получение из одного вида сырья разнообразных видов продукции (в коксохимии, на мясокомбинатах и т.д.);
· в виде прямых процессов, характерных для добывающих отраслей и некоторых одностадийных производств, где из одного вида материалов создаётся один готовый продукт (кирпич, цемент и т.д.). непрерывным (химия, металлургия) или прерывным (машиностроение, деревообработка, лёгкая промышленность);
· агрегатным или узкоспециализированным.
Основное производство может строиться по:
· технологическому признаку, когда отдельные звенья выделяются по технологической однородности операций (литейные, механические и сборочные цехи);
· по предметному, когда каждая часть ОП выполняет все или большую часть операций по изготовлению определённого вида продукции (цех микрометров, редукторов).
В современных условиях уровень механизации ОП непрерывно повышается. Ручные и машинно-ручные процессы заменяются механическими и автоматизированными. Концентрация операций и внедрение многопозиционных методов обработки изделий в сочетании с автоматизацией создают предпосылки роста производительности труда, интенсификации и повышения эффективности производства. Внедрение роторных линий приводит к совмещению во времени и в пространстве основных и переместительных процессов. Применение агрегатов с программным управлением позволяет использовать преимущества автоматизации производства и создаёт возможность быстрого переключения с одного вида работ на другой. Механизируется и автоматизируется управление.
Совершенствование ОП осуществляется и в направлении его специализации, т. е. строгого закрепления всё более ограниченного круга разнообразных работ, выполняемых на каждом участке производства. Это связано со стандартизацией и унификацией продукции и её частей и типизацией технологических процессов. Перспективным направлением развития ОП является его дальнейшая концентрация, доведение производства до оптимальных масштабов, при которых обеспечивается внедрение и эффективное использование передовой техники. Основное производство во многих отраслях промышленности всё больше приближается к непрерывному, что приводит к сокращению времени производства. На основе совершенствования методов организации производства и внедрения оперативного управления и регулирования с использованием ЭВМ улучшается ритмичность производства.
Основное производство занимает преобладающее место в общих издержках производства. Для нормального функционирования ОП необходимо рациональное обслуживание его ремонтом, инструментом, энергией и т.д., в некоторых отраслях промышленности разрабатывается комплексная технология, охватывающая все процессы, связанные с изготовлением продукции.
Основное Производство:
I. Заготовительное пр-во - сырому материалу придается первоначальный вид детали изделия (заготовки). Это кузнечные цеха, штамповочные цеха, литейные цеха.
II. Механообрабатывающее пр-во – заготовке придается окончательный вид детали, как отдельной сборочной единице готового изделия. Это цеха и механическая обработка.
III. Сборочное пр-во – в нем происходит изготовление готового изделия (предназначенного для реализации) из готовых деталей; + на некоторых предприятиях существует механосборочное пр-во – это когда не только изготовление и заготовка деталей, но и сборка отдельных агрегатов изделия.
(14) Цели, задачи, подходы к организации станко-инструментального хоз-ва (СИХ)
Станко-инструментальное хоз-во (СИХ) относится к вспомогательному пр-ву (ВП). Задача ВП – обеспечить ритмичность и бесперебойность работы цехов ОП.
Задачи СИХ:
· обеспечить цеха ОП инструментами, приспособлениями и нестандартным оборудованием.
· изготовление инструментов, оснастки, приспособлений и нестандартного оборудования, а т.ж. осущ. заказ на приобретение инструментов на специализированных предприятиях. Поэтому в структуру СИХ входит Центральный Инструментальный склад (ЦИС) + склад образиров (на чем точат ножи)
· восстановление инструментов
Номенклатура инструментов образуется, когда формируется технология.
Количество инструментов зависит от объемов производственной программы осн. продукции, используемого материала, стойкости инструментов.
В производственных подразделениях располагаются подразделения СИХ – заточные мастерские (восстановление режущего инструмента).
Непосредственно выдача инструментов в производство подразделениям осуществляется инструментально-раздаточными кладовыми (ИРК), которые явл. структурным подразделением производственного цеха.
Выдача инструментов на рабочем месте может осуществляться 2 способами:
I. Централизованно – когда все производственные рабочие приходят и сами получают в ИРК необходимые им инструменты. Недостаток этого способа – теряется масса времени.
II. Децентрализовано – может реализовываться 2 вариантами – 1) работники ИРК сами доставляют инструменты непосредственно на рабочие места (времени тратится меньше) и 2) в специализированно отведенных местах ставят спец. стеллажи, куда работники ИРК выкладывают инструменты, а рабочие их берут (самый эффективные способ)
Инструментальное хозяйство на предприятии создается для выполнения работ по обеспечению производства инструментом и технологической оснасткой, организации их хранения, эксплуатации и ремонта. Структура и организационные формы инструментального хозяйства весьма разнообразны и зависят от типа производства, вида выпускаемой продукции, ее конструкторской и технологической сложности и объема производства.
Инструментальное хозяйство на предприятии включает:
· производственные звенья (участки, цехи) по изготовлению инструментов;
· складские и комплектующие подразделения (центральный инструментальный склад, цеховые инструментально-раздаточные кладовые);
· подразделения по восстановлению и ремонту инструментов;
· подразделения по инструментообеспечению рабочих мест;
Организация инструментального хозяйства
Задачи и объем работ по организации инструментального хозяйства определяются особенностями основного производства, сложностью выпускаемой продукции, используемым оборудованием, масштабами изготовления однотипной продукции и степенью ее новизны.
Вместе с тем от уровня организации этого хозяйства и качества инструмента зависят интенсивное использование оборудования, технологические параметры его работы, уровень производительности труда и в целом результаты работы всего предприятия.
Сложность организации и планирования производства и эксплуатации инструментов обусловливается огромной номенклатурой оснастки, высокими требованиями к ее качеству и стойкости, большим влиянием инструментального хозяйства на экономику предприятия. Так, на долю проектирования, и изготовления технологической оснастки при освоении новых изделий приходится более 80% трудоемкости всех работ по подготовке производства. Для изготовления и сборки новой конструкции автомобиля, например, необходим комплект инструментария, включающий до 20 000 типов режущего, измерительного и вспомогательного инструмента. Показателем технической оснащенности служит коэффициент оснастки, определяемый как отношение количества используемого инструмента к числу рабочих мест. *оснастка – орудие пр-ва, инструменты, средства технологического оснащения.
Основными задачами организации инструментального хозяйства являются:
* определение потребности и планирование обеспечения предприятия оснасткой;
* обеспечение предприятия покупной оснасткой, организация и реализация связей по кооперации производства оснастки с предприятиями;
* подготовка производства и изготовление оснастки на предприятии, ее испытание и отладка;
* нормирование расхода оснастки;
* организация эксплуатации оснастки и технический надзор за ее эксплуатацией;
* обеспечение рабочих мест оснасткой;
* организация учета и хранение оснастки;
* организация эксплуатации стандартной и переналаживаемой оснастки и обеспечение ее максимально рационального применения;
* восстановление оснастки;
* контроль над внедрением оснастки, учет и анализ эффективности ее использования;
* совершенствование организации обеспечения производства оснасткой.
Классификация инструментов
Условием рациональной организации и экономичного использования инструмента является его четкая классификация. Это необходимо для выбора однотипного и взаимозаменяемого инструмента, конструктивно и технологически сходных его видов при подборе партии одновременно изготавливаемой оснастки, организации его хранения, определения порядка получения и производства. Важное значение классификация инструмента имеет для выявления степени применяемости различных его видов и обоснования рациональных форм его получения с производства.
Инструмент различают по характеру использования: универсальный (нормальный, стандартный) и специальный инструмент. Универсальный инструмент применяется на всех предприятиях промышленности при выполнении операций определенного рода. Специальным называется инструмент, используемый на предприятии для выполнения определенной операции при изготовлении конкретных деталей продукции.
Значительное число групп, типов, видов и размеров применяемых инструментов осложняет планирование, организацию эксплуатации и учет, снабжение. Поэтому для упрощения организации инструментального хозяйства производится классификация инструмента, т.е. группировка его по типовым конструктивным и производственно-технологическим признакам. Эти признаки зависят от назначения, формы, размеров инструмента.
Так, по назначению инструмент делится на обрабатывающий, контрольно-измерительный и на технологическую оснастку. Металлообрабатывающий инструмент, например, подразделяют на режущий, измерительный, слесарно-монтажный, вспомогательный. Технологическая оснастка включает приспособления, штампы, литейную оснастку (модели, пресс-формы и т.п.).
Каждый класс инструмента делится на подклассы, группы, подгруппы, секции. Номенклатура универсального инструмента определяется стандартами. Наиболее рациональной считается десятичная система классификации. В каждом классификационном подразделении выделяется по десять групп. На основе классификации применяется индексация инструментов, т.е. присвоение каждому виду инструментов определенного условного обозначения. Первая цифра в индексе обозначает класс, вторая - подкласс, третья - группу и т.д.
В целях предупреждения излишнего расширения номенклатуры и типоразмеров оснастки в инструментальном производстве ведется постоянная работа по стандартизации инструмента, т.е. ограничению целесообразным минимумом типов, размеров и элементов конструкций.
Склады и кладовые инструмента
Хранение и комплектация инструмента осуществляются в ряде звеньев, в том числе и в ЦИСе (Центральный Инструментальный Склад), который обеспечивает приемку, хранение, регулирование запасов и выдачу инструмента цехам. ЦИС состоит из отделений и участков, специализированных по группам инструментов. Нормальный (универсальный) инструмент располагается по типоразмерам, специальный - по изделиям, деталям и операциям, для производства которых он предназначен.
В соответствии с системой «максимум-минимум» по каждому номеру инструмента ведутся учет и пополнение запасов. Кроме хранения, учета и регулирования запасов в ЦИСе ведется постоянная работа по снабжению инструментом цеховых инструментально-раздаточных кладовых в пределах установленных лимитов.
ИРК (Инструментально раздаточные кладовые) организуются в основных и вспомогательных цехах для обеспечения рабочих мест инструментом и своевременной замены затупившегося и пришедшего в негодность инструмента. Годный затупившийся инструмент ИРК обменивает в отделении заточки на заточенный и снабжает им рабочих. Пришедший в негодность инструмент направляется в сортировочный пункт или участок инструментального цеха для проверки возможности дальнейшего его использования. ИРК ведет ежедневный учет расхода и движения инструмента на специальных инструментальных картах. Снабжение рабочих мест инструментом и оснасткой является одной из основных функций ИРК.
Для нормального хранения и своевременной подачи инструмента особое значение имеет организация современного автоматизированного складского хозяйства, в котором создается комплексный запас инструмента и обеспечивается бесперебойная его подача в цехи.
Наличие в производстве больших запасов инструмента, учитывая его стоимость и значительный расход, делают проблему экономии инструмента одной из наиболее важных в организации инструментального хозяйства. Экономия инструментов достигается улучшением условий его работы и правильной эксплуатацией.
(15) Цели, задачи, подходы к организации ремонтно-механического хоз-ва (РМХ)
Задачей РМХ явл. поддержание производственного оборудования в рабочем состоянии.
Снижение расходов на выполнение ремонтных работ - одна из целей эффективного ведения хозяйства. Поэтому выполнению ремонтных работ предшествует техническая, материальная и организационная подготовка.
Техническая подготовка характеризуется выполнением проектных работ по разборке и последующей сборке оборудования, составлением ведомости дефектов, поломок и неисправностей. Их устранение требует соответствующей проработки восстановительных работ и операций. В свою очередь материальная подготовка осуществления ремонтных работ сводится к составлению ведомости материалов, комплектующих деталей, инструментов и приспособлений. Материальная подготовка предполагает наличие достаточного и необходимого запаса сменных деталей, узлов, а также транспортно-подъемных средств.
По организации РМХ бывает:
[1] Централизованное – когда все виды ремонтных работ выполняются спец. подразделениями РМЦ (Ремонтно-механический цех).
«+» снижение издержек на выполнение ремонтных работ за счет специализирования самих работников;
«+» повышение качества этих работ;
«+» обеспечивается полная загрузка рабочих производственных и увеличивается производительность;
«-» неоперативное реагирование на изменение состояния оборудования;
«-» график выполнения ремонтных работ, особенно мелких, не совпадает с графиком производства основной продукции, что может привести к аритмичности производства;
«-» иногда до мелких ремонтных работ «не доходят руки»;
[2] Децентрализованное – когда все виды ремонтов обеспечиваются/выполняются самим непосредственным производственным подразделением – тем, которое осущ. эксплуатацию.
«+» обеспечивается оперативность на изменение состояния оборудования; контроль за его состоянием;
«-» высока себестоимость ремонтных работ;
«-» ненадлежащее качество их выполнения;
«-» иногда не соблюдаются графики ремонтов;
[3] Смешанное – наиболее сложные и трудоемкие ремонтные работы выполняются специальными подразделениями, а менее трудоемкие и не требующие соответствующей квалификации рабочих – выполняют силами самого производственного подразделения (ПП).
Поддержание производственного оборудования в рабочем состоянии осуществляется в ходе выполнения различных ремонтных работ:
1) капитальный ремонт – самый трудоемкий, длительный и дорогостоящий процесс, при котором осущ. полная разборка произв. оборудования, с частичной заменой узлов и деталей. Как правило, за весь нормативный срок эксплуатации такой ремонт производится всего 1 раз.
2) средний ремонт – осущ. частичная разборка оборудования с заменой деталей и механизмов. Таких ремонтов производится примерно 4.
3) мелкий ремонт – происходит частичная разборка механизмов или узлов с заменой отд. деталей; а т.ж. проводят осмотры (непосредственно сами работники) и осмотр перед капитальным ремонтом; смазка и промывка оборудования (между ремонтом)
Одним из условий эффективной организации работы любого предприятия является наличие отлаженного механизма выполнения ремонтных работ. Чем ниже удельный вес расходов на ремонт, обслуживание и содержание оборудования в себестоимости продукции, тем выше эффективность производства и самого ремонтного хозяйства. Для предупреждения нерациональных потерь в производстве и сокращения затрат на ремонт служит система планово-предупредительного ремонта.
Системой планово-предупредительного ремонта называется совокупность различного вида работ по техническому уходу и ремонту оборудования, проводимых по заранее составленному плану с целью обеспечения наиболее эффективной эксплуатации оборудования. Таким образом, работы по уходу, надзору, обслуживанию и ремонту оборудования с целью предотвращения нарастающего износа, предупреждения аварийных ситуаций и, как следствие, поддержания оборудования в постоянной готовности к работе является сущностью системы планово-предупредительного ремонта. В ее основе заложены работы по техническому обслуживанию оборудования и по выполнению плановых ремонтов – текущих (мелких), средних и капитальных.
Система планово-предупредительного ремонта строится на использовании следующих нормативов:
* ремонтные циклы и их структура;
* длительность межремонтных периодов и периодичность технического обслуживания;
* категории сложности ремонта;
* нормативы трудоемкости;
* нормы запаса деталей и оборотных узлов.
В зависимости от масштабов производства ремонтно-восстановительная база предприятия может содержать:
· ремонтно-механический цех, выполняющий ремонт технологического оборудования;
· ремонтно-строительный цех, выполняющий ремонт зданий, сооружений, производственных, складских и служебных помещений;
· электроремонтный цех, подчиненный главному энергетику и выполняющий ремонт энергооборудования, а также склады оборудования и запасных частей.
Кроме того, в цехах целесообразно создание ремонтных баз, подчиненных цеховому механику, главной задачей которых является поддержание в работоспособном состоянии технологического оборудования, осуществление профилактических осмотров, разнообразных ремонтных работ.
Общезаводские отделы ремонтного хозяйства подчиняются главному механику наряду с ремонтно-механическим и ремонтно-строительным цехами. Вместе с этими подразделениями в его службе можно организовать бюро планово-предупредительного ремонта и планово-производственное бюро.
Характерными работами для ремонтного хозяйства предприятия являются:
* паспортизация и аттестация оборудования;
* разработка технологических процессов ремонта и их оснащения;
* планирование и выполнение работ по техническому обслуживанию и ремонту оборудования;
* модернизация оборудования.
Непосредственно РМХ возглавляет главный механик предприятия, которому подчиняется или главные инженер, или технический директор.
Главный механик -> отдел главного механика -> ремонтно-механический цех (РМЦ)
Непосредственно главному механику подчиняется отдел главного механика (который планирует выполнение ремонтных работ по каждой единице оборудования; ведет учет и контроль технического состояния оборудования; отвечает за замену изношенного оборудования на новое) и ремонтно-механический цех (выполняются сами ремонтные работы).
Планирование ремонтных работ осуществляется на базе.
Нормативной единицей при расчете трудоемкости ремонтных работ явл. единица ремонтной сложности. Эта единица учитывает 2 вида работ: 1) слесарно-ремонтная работа; 2) работа, связанная с изготовлением зап. частей;
Обобщенной единицей планирования является (меж)-ремонтный период – это период времени между началом эксплуатации оборудования и капитальным ремонтом, а т.ж. между двумя капитальными ремонтами и между капитальным ремонтом и окончанием эксплуатации (списанием).
НЭ–ОП–МР–ОП–МР–ОП–СР–ОП–МР–ОП–МР–ОП–СР–ОП–МР–ОП–МР–ОП–КР
Т ремонтного периода
НЭ – начало эксплуатации
ОП – Осмотр/Промывка + смазка
МР – малый ремонт
СР – средний ремонт
КР – капитальный ремонт
Капитальный ремонт обычно назначается в середине (между) началом эксплуатации и списанием.
При составлении ремонтного периода (цикла) необходимо учитывать различные факторы: тип производства, вид и свойства обрабатываемых материалов, эксплуатационные условия, квалификация персонала, степень загрузки оборудования.
Основой разработанного плана ремонтных работ явл. методика, кот. называется «Единая система планово-предупредительного ремонта» (ЕСППР).
(16) Цели, задачи, подходы к организации энергетического хоз-ва (ЭХ)
Основная задача ЭХ – обеспечение производственного процесса и хозяйственно-бытовых нужд предприятия всеми видами энергии.
Задачи энергетического хозяйства предприятия:
- обеспечение бесперебойного снабжения производства всеми видами энергии;
- наиболее полное использование мощности энергоустройств и их содержание в исправном состоянии;
- снижение издержек на потребляемые виды энергий.
Функции энергетической службы предприятия:
- разработка нормативов, касающихся энергетической службы;
- планирование потребности всех видов энергии и энергоносителей, составление энергетического баланса предприятия
- планирование ППР оборудования;
- планирование потребности в запчастях;
- организация выработки (обеспечения) предприятия всеми видами энергии;
- оперативное планирование и диспетчирование обеспечения предприятия всеми видами энергии;
- организация ремонтных работ оборудования;
- разработка технической документации для проведения монтажных, ремонтных работ оборудования и энергетических коммуникаций (сетей);
В зависимости от особенностей технологических процессов на предприятиях потребляются различные виды энергий и энергоносителей, для обеспечения которыми и создается энергетическая служба:
- это электроэнергия, тепловая энергия (перегретый пар, горячая вода), сжатый воздух, природный газ, газы (углекислота, аргон, азот, хлор, кислород, водород), вода разной степени очистки, а также централизованные системы отопления, канализации (ливневой, сточной, фекальной, химически загрязненной), вентиляции и кондиционировании воздуха.
Виды энергии:
1) Электроэнергия (э/э) – покупная или собственного производства (на крупных предприятиях есть собственные электростанции);
2) Теплоэнергия – используется для отоплении; есть покупная и собственного производства;
3) Холодная/горячая вода – покупная и собственного производства;
4) Энергия воздуха – исп. для производственных нужд, н-р вентиляция, чистка.
Энергохозяйство (ЭХ) возглавляется главным энергетиком, который подчиняется главному инженеру/технич. директору.
Главному энергетику подчиняются:
1. отдел главного энергетика (инф. вопросы энергетического хозяйства)
2. энергоцех (в виду которого находится эксплуатация и содержание всех энергоустановок и энергосетей, а т.ж. он занимается ремонтом и восстановлением энергомашин)
3. электротранспорт
Основным документом, кот. руководствуется ЭХ и разрабатывает его, явл. энергетический баланс.
В этом документе отражаются плановая информация о различных видах энергии в натуральном и стоимостном отражении. В энергобалансе отражаются все работы, которые выполняются в ходе эксплуатации и ремонтов энергооборудования и сетей. На основании энергобаланса составляется договор с региональным энергетическим предприятием на поставку различных видов энергии.
Учет расхода энергоресурсов базируется на данных дифференцированного первичного учета. Основа правильного учета — достаточная оснащенность предприятия контрольно-измерительной аппаратурой, обеспечивающей как дифференцированный, так и суммарный учет расхода и возможных потерь.
Основные пути экономии энергии — совершенствование техники, технологии и организации производства, в частности: интенсификация технологических процессов и применение передовой технологии; использование современного энергосберегающего оборудования, сокращение норм расхода на производство продукции во всех подразделениях; уменьшение потерь энергии в оборудовании и сетях; повышение коэффициента использования оборудования; использование вторичных энергоресурсов. Наиболее эффективным путем экономии является совершенствование технологии, обеспечивающее рост производительности оборудования и уменьшение мощности и времени холостого хода оборудования в расчете на единицу продукции (снижение времени обработки, уменьшение брака, припусков на обработку заготовок и т.д.). Прямые потери энергоносителей могут быть уменьшены, прежде всего, за счет снижения потерь при их передаче и использовании.
(17) Цели, задачи, подходы к организации транспортного хоз-ва (ТХ)
Основная задача ТХ – перемещение предметов, продуктов труда и оборудования в пространстве, а т.ж. своевременное и бесперебойное обслуживание производства транспортными средствами по перемещению грузов в ходе производственного процесса. Транспортное хозяйство подчинено главному инженеру, и кроме цехов в него входят диспетчерское бюро и группа учета.
По своему назначению транспортные средства могут быть подразделены на внутренний, межцеховой и внешний транспорт.
· Внешний транспорт обеспечивает связь предприятия, его материально-технических складов, складов готовой продукции с предприятиями-поставщиками, контрагентами, станциями железнодорожного, водного и воздушного транспорта.
· Межцеховой транспорт выполняет функции связующего звена между цехами предприятия, его складами, службами и другими производственными объектами.
· Внутрицеховой транспорт перемещает грузы в цехе в ходе производственного процесса, осуществляя движение сырья, материалов и комплектующих деталей и узлов не только от склада к рабочим местам, но и между рабочими местами, а также контрольными постами.
На предприятиях находят применение, различные виды транспортных средств, начиная с железнодорожного, автомобильного, подъемно-транспортного и кончая конвейерами разнообразного вида, типа и назначения.
ТХ:
· Внутризаводской транспорт - обеспечивает перемещение различных грузов и оборудования по территории фирмы между ее подразделениями; Могут использоваться след. виды транспорта: автомобильный (автомобили, автопогрузчики), электротранспорт (электрокары), ж/д транспорт (маневровые поезда), водный транспорт. Внутризаводской транспорт находится в подчинении директора по производству. Непосредственно оперативное управление осуществляет производственно-диспетчерский отдел (главный диспетчер предприятия).
· Транспорт общественного назначения - в основном перевозит грузы вне территории предприятия и чаще всего находится в подчинении зам. директора по снабжению.
По организации перевозок существуют след. виды:
1. Маятниковая :
односторонняя (А -> Б груженый, из Б -> А пустой) - транспорт перемещает груз только в одну сторону, например, детали перевозятся из гальванического цеха в сборочный;
двухсторонняя (А –> Б груженый, из Б –> А груженый: «+» нет холостого пробега) - Двустороннее движение осуществляется путем взаимодействия цехов, - например, перевозка деталей из механического цеха в термический и обратно.
2. Веерная перевозка - есть отдельные рейсы в различные подразделения (и односторонние, и двусторонние) со склада. Этот вид перевозки применим при включении в него склада и поставки через него материалов и деталей в цеха. При этом следует отметить один существенный недостаток этой схемы движения грузов. Транспортные средства, отправляясь со склада в цех, имеют максимальную загрузку, а вот возвращаются пустые. Это снижает эффективность грузоперевозок по этой схеме.
3. Кольцевая перевозка - суть ее состоит в том, что маршрут движения составляется так, чтобы можно было, загрузившись на складе, объехать по очереди цеха и вернуться на склад. Существует 2 вида кольцевых перевозок: 1) Затухающие перевозки (когда из начального пункта транспортное средство отправляется груженым, и постепенное на площадках разгрузки-погрузки разных подразделений она освобождается от груза); 2) Возобновляемые перевозки (когда транспортное средство уходит пустым, приходит на склад груженым, там разгружается, и снова уходит пустым);
В принципе подобные схемы можно применять при осуществлении как межзаводских, так и межцеховых и внутрицеховых процессов перемещения грузов.
Внутризаводской транспорт обеспечивает перемещение грузов не только между подразделениями и внутренними подразделениями.
Количество внутризаводского транспорта зависит от объемов производственной программы; грузоподъемности транспортного средства; расстоянием между подразделениями и общим расстоянием перевозок; количеством погрузочно-разгрузочных пунктов, уровнем их автоматизации и временем, которое требуется на погрузочно-разгрузочную работу.
Структура транспортного хозяйства зависит от многих факторов, основными из которых являются следующие: объем внутризаводских и внешних перевозок, тип производства, масса и габариты изготавливаемой продукции, уровень кооперированных связей. Эти факторы влияют на состав подразделений службы транспортного хозяйства предприятия. Если, например, в ходе производства возникает необходимость частого использования в качестве внепроизводственного транспорта железнодорожных или автомобильных средств, то следует отдельно сформировать соответствующие цеха, кроме того, целесообразно создать цеха или участки безрельсового транспорта и электротранспорта с соответствующей ремонтной базой, техническим обслуживанием и заправкой.
К транспортным средствам непрерывного действия относятся конвейеры, которые нашли широкое распространение на предприятиях, относящихся к массовому и крупносерийному производству.
Стоимость транспортировки грузов может быть снижена за счет эффективного использования транспортных средств, их вместимости и грузоподъемности, соответствия грузовой единицы размерам транспортных средств, ускорения их оборачиваемости, сохранности груза в пути.
Межцеховые перевозки требуют соблюдения таких условий, как наличие необходимого объема накопления грузов в начале и в конце маршрутов, взаимосвязь и согласованность технологии перемещения с сопряженными с ними внутрицеховыми или складскими операциями, обеспечение фронта загрузки и разгрузки и рациональной организации рабочих мест транспортных рабочих.
При организации складских перевозок необходимо учитывать номенклатуру хранимых материалов, оборачиваемость грузов, периодичность их поступления и выдачи со склада, выполнение на складе операций комплектования, упаковки, выборочного контроля, вид транспорта, поставляющего грузы на склад и со склада в цеха.
Выбирая транспортные средства для внутрицеховых межоперационных перевозок, следует иметь в виду технологию производства и структуру производственного процесса в цехе, влияние выбора средств механизации и автоматизации на создание поточных и механизированных линий обработки и сборки изделий. В свою очередь рациональная организация рабочего места должна обеспечивать наименьшие затраты сил и времени рабочего на выполнение перемещений грузов в ходе производственного процесса.
(18) Определение поточного производства
Поточное производство — это экономически целесообразный способ организации производства, при котором обеспечивается согласованное выполнение операций технологического процесса во времени.
Так же Поточное производство можно определить как прогрессивный метод организации производства, характеризующийся расчленением производственного процесса на отдельные, относительно короткие операции, выполняемые на специально оборудованных, последовательно расположенных рабочих местах - поточных линиях.
Признаки поточного производства
* Расположение рабочих мест в соответствии с процессом
* Ритмичное выполнение производственных операций
* Синхронность и параллелизм выполнения различных операций
* Специализация рабочих мест по операциям
К числу основных признаков, характеризующих поточное производство, относятся:
· Принцип прямоточности предусматривает размещение оборудования и рабочих мест в порядке следования операций технологического процесса. Прямоточность обеспечивает кратчайший путь движения изделия в производстве.
· Принцип специализации воплощается в создании специализированных поточных линий, предназначенных для обработки одного закрепленного за данной линией изделия или нескольких технологически родственных изделий.
· Принцип непрерывности проявляется в виде непрерывного (без межоперационного пролеживания) движения изделий по операциям при непрерывной работе рабочих и оборудования. Подобные линии называются непрерывно-поточными. Непрерывность является прямым следствием принципа пропорциональности, в частности равной производительности на всех операциях линии. Если такого равенства нет, то линия называется прерывно-поточной или прямоточной.
· Принцип параллельности предусматривает параллельное движение изделий, при котором они передаются по операциям поштучно либо небольшими транспортными партиями.
· Принцип ритмичности характеризуется ритмичным выпуском продукции на линии и ритмичным повторением всех операций на каждом ее рабочем месте. На непрерывно-поточных линиях с поштучной передачей выпуск (запуск) каждого изделия осуществляется через один и тот же интервал времени, называемый тактом линии (или поштучным ритмом).
Характерные признаки организации поточного производства:
1. расчленение процесса изготовления продукции на ряд составных частей, на более или менее простые операции и закрепление их за отдельными рабочими местами (станками) или за группой одинаковых рабочих мест;
2. повторение одних и тех же процессов на каждом рабочем месте;
3. оснащение рабочих мест поточной линии специальным оборудованием, инструментом, приспособлениями, обеспечивающими высокопроизводительное выполнение закрепленных операций;
4. транспортная направленность, регламентирующая все производство во времени и в пространстве;
5. высокая степень механизации и автоматизации процессов производства;
6. непрерывно повторяющееся единообразие всех производственных факторов качества и форм материалов, инструментов и приспособлений и т. п.;
7. равномерность выпуска продукции на основе единого расчетного такта поточной линии;
8. одновременное выполнение всех составных частей процесса.
Для того чтобы выполнять эти условия, необходимо:
• расположить оборудование и рабочие места по ходу технологического процесса;
• непрерывно и равномерно перемещать предметы труда по рабочим местам поточной линии, с предыдущей операции на последующую, поштучно или небольшими партиями, по мере их обработки на предыдущей с помощью специальных транспортных средств;
• согласовать, то есть синхронизировать продолжительность выполнения всех технологических операций на линии. Синхронизация означает равенство или кратность выполнения всех технологических операций на линии.
Впервые поточное производство было использовано на предприятии Ford Motors в 1930-е годы, что позволило снизить себестоимость в 7 раз.
Предпосылка поточного производства - сосредоточение в одном звене выпуска однородной или конструктивно и технологически сходной продукции. В массовом производстве, для которого характерен устойчивый выпуск однородной продукции, поток - основная форма организации. В серийном производстве на потоке изготовляются отдельные узлы и детали, широко применяемые для различных конструкций. Элементы поточного производства проникают и в единичное производство, где на потоке производятся конструктивно подобные виды продукции, унифицированные детали. Поточное производство распространено в машиностроении, приборостроении, пищевой, швейной, обувной, лесной, горнорудной промышленности, а также в строительстве, сельском хозяйстве.
Поточная система производства реализуется через поточные линии (ПЛ).
Поточные линии – совокупность обрабатывающих машин или рабочих мест, расположенных по ходу технологического процесса изготовления деталей или сборки изделий. За каждой машиной или рабочим местом ПЛ закрепляется одна или несколько операций. Поточная линия в металлосборочных цехах — 1 ряд (или 2 ряда) обрабатывающих станков (машин), связанных транспортными устройствами для передачи деталей с одной операции на другую. Поточная линия на сборочных участках — ряд рабочих позиций (рабочих мест), оснащенных оборудованием, приспособлениями, инструментом, транспортным устройством для передвижения собираемого изделия (машины) с позиции на позицию и непрерывно обеспечиваемых деталями и узлами для сборки изделия. На базе ПЛ создаются автоматические линии путём оборудования их механизмами загрузки и выгрузки деталей, межстаночным транспортом, системой управления и т.п.
Классификация поточной линии
Поточные линии бывают:
v индивидуальные — для обработки одной детали;
v спаренные — для одновременной обработки 2 деталей;
v групповые — для одновременной обработки нескольких деталей или для их изготовления в определённой последовательности;
А так же:
o Продуктовые (изготовление продукции)
o Технологические (сложные операции)
По принципу действия выделяют:
Непрерывного действия (не останавливается)
Прерывного действия (Пульсирующая) – линия приводится в действие самим рабочим по мере выполнения работ стационарного рабочего места.
При поточной сборке крупных объектов отдельные узлы и детали подаются в установленной последовательности, а монтаж ведут специализированные бригады, переходящие с одного объекта на другой. Закрепление за каждым станком и рабочим местом ПЛ определённых операций обусловливает необходимость приспосабливания оборудования и оснастки для постоянного выполнения рабочим этих операций, что обеспечивает высокую производительность труда и высокое качество работы. Максимальный эффект ПЛ даёт при больших программах выпуска изделий. Однако поточные методы работы применяются также в серийном, мелкосерийном и даже в единичном производстве для изготовления деталей, требующихся на 1 изделие в большом количестве.
«+» Поточное производство улучшает все показатели работы, позволяет полнее реализовать пропорциональность, ритмичность и непрерывность. Благодаря узкой специализации появляются возможности для более полного использования высокопроизводительного механизированного и автоматизированного оборудования (автоматы и полуавтоматы), сокращаются или полностью исключаются простои оборудования, уменьшается доля вспомогательных операций, растет производительность труда. Пропорциональность и непрерывность способствуют снижению производственных запасов сырья и материалов, сокращению длительности производственного цикла, что обеспечивает снижение себестоимости продукции, рост рентабельности, ускорение оборачиваемости оборотных средств и улучшает финансового состояние предприятий. В зависимости от организационно-технических особенностей производства используются различные поточные линии. В условиях научно-технической революции поточное производство постоянно расширяется. Его дальнейшее развитие - важнейшее направление повышения эффективности производства.
(19) Классификация типов поточного производства
Основные виды и формы поточных линий
Важным элементом поточного производства является поточная линия.
Поточная линия - это ряд взаимосвязанных рабочих мест, расположенных в порядке следования технологического процесса и объединенных общей для всех нормой производительности. Производительность всей поточной линии определяется производительностью ведущей машины производственного процесса. Ее определяют такие ведущие процессы труда, выполнение которых максимально приближает полуфабрикат к стадии готового продукта. С помощью ведущего оборудования происходят основные изменения в сырье, полуфабрикатах, превращающие предмет труда в готовый продукт. Например: в консервном производстве ведущим оборудованием являются обжарочные печи; в производстве консервов - закаточные машины; в коптильном производстве - коптильные установки; в жиромучных цехах - сушильные устройства.
Производительность поточной линии определяется производительностью ведущего оборудования. Это означает, что исходя из производительности ведущей машины, устанавливают производственные задания каждому рабочему месту потока.
Производственное задание представляет то количество предметов труда (сырья, полуфабрикатов), которое должно быть обработано для обеспечения полной загрузки ведущей машины поточной линии, то есть, для бесперебойной работы ведущего оборудования или для выполнения сменного задания.
Конфигурация поточных линий в зависимости от планировки цеха, участка, количества рабочих мест и других условий предполагает следующие виды, в зависимости от следующих признаков:
(1) По типу производства: Однопредметные и многопредметные.
v Однопредметные поточные линии - это линии, на которых постоянно выпускается один вид продукции в большом количестве, в течение длительного периода времени.
Характерные черты однопредметных поточных линий: а) производство одного вида продукции в течение длительного периода времени до смены объекта производства на заводе; 6) постоянно действующий, несменяемый технологический процесс; в) большой масштаб производства однотипной продукции.
Эти линии, как правило, применяются в условиях массового или крупносерийного производства.
v Многопредметные поточные линии - это линии, на которых изготавливают продукцию (изделия) разного ассортимента, сходных в технологическом отношении. На таких поточных линиях используются одни и те же рабочие, одно и тоже оборудование, причем продукция изготавливается путем периодического переключения с производства одного вида продукции к другому виду.
Такой переход от выработки одного вида продукции к другому приводит к изменению режима работы оборудования. При этом часть оборудования исключается из потока, а часть вводится.
Существуют следующие формы многопредметных поточных линий:
• Групповые линии - это линии, на которых обрабатывается несколько изделий разных наименований по групповой технологии и с использованием групповой оснастки либо одновременно, либо поочередно, но без переналадки оборудования (рабочих мест).
Примером групповой поточной линии может служить производство сменно-запасных деталей к судовым двигателям, механизмам.
• Переменно-поточная линия - это линия, на которой обрабатывается несколько конструктивно-однотипных изделий разного наименования, обработка ведется поочередно через определенный интервал времени с переналадкой рабочих мест (оборудования) или без их переналадки. В период изготовления предметов определенного наименования такая линия работает по тем же принципам, что и однопредметная.
Поточная линия может быть прямолинейной, прямоугольной, круговой, кольцевой, овальной. Более правильной считается прямая или кольцевая конфигурация поточной линии. При большом количестве оборудования и рабочих мест их размещают в несколько параллельных линий, но так, чтобы не было возвратных и пересекающихся линий движения предметов труда.
(2) По степени прерывности процесса потоки бывают непрерывными и прерывными.
v На непрерывных линиях движение изделий по операциям осуществляется непрерывно (без межоперационного прослеживания) при непрерывной (без простоев) работе рабочих и оборудования. Предметы труда с операции на операцию непрерывно передаются поштучно или небольшими транспортными партиями с помощью механизированных или автоматизированных транспортных средств (конвейеров) через одинаковый промежуток времени, равный такту или ритму потока. При этом время выполнения всех операций технологического процесса на данном рабочем месте должно быть равно или кратно такту (ритму). Такой технологический процесс принято называть синхронизированным.Непрерывно-поточные линии используются на всех стадиях производства. Особенно большое распространение они получили в сборочных процессах, где преобладает ручной труд, поскольку его организационная гибкость позволяет разделить технологический процесс на операции, добиваясь полной синхронизации. Непрерывно-поточными могут быть как одно-, так и многопредметные поточные линии. Непрерывно-поточное производство может быть двух видов - постоянно-поточным и переменно-поточным.
v Прерывными называются поточные линии, в которых не обеспечивается полная непрерывность движения предметов труда, так как не соблюдается условие синхронизации операций на всех рабочих местах. Загрузка оборудования и рабочих мест на таких линиях недостаточно равномерна. На отдельных рабочих местах, имеющих меньшую длительность операций, происходит накапливание полуфабрикатов. Прерывно-поточными также могут быть одно- и многопредметные поточные линии. Они создаются, когда отсутствует равенство или кратность длительности операций такту и полная непрерывность производственного процесса не достигается. Для поддержания беспрерывности процесса на наиболее трудоемких операциях создаются межоперационные оборотные заделы. Прерывно-поточные однопредметные линии наиболее широко применяются в механообрабатывающих цехах массового и крупносерийного производства, а прямоточные многопредметные - в механообрабатывающих цехах серийного и мелкосерийного производства.
(3) По способу поддержания ритма движения различают: линии с регламентированным и свободным ритмом.
v Регламентированный (принудительный) ритм работы поддерживается с помощью конвейеров и световой сигнализации. Линии с регламентированным ритмом характерны для непрерывно-поточного производства. Здесь ритм поддерживается с помощью конвейеров, перемещающих предметы труда с определенной скоростью, или с помощью световой или звуковой сигнализации при отсутствии конвейеров.
v Линии со свободным ритмом не имеют технических средств, регламентирующих ритм работы линий, а необходимый ритм обеспечивается непосредственно рабочим на данной линии. Линии со свободным ритмом широко распространены в рыбоконсервном и кулинарном производстве. Эти линии применяются при любых формах потока (непрерывной и прерывной), и соблюдение ритма в этом случае возлагается непосредственно на работников данной линии. Его величина должна соответствовать расчетной средней производительности за определенный период времени (час, смену).
(4) По способу транспортировки предметов труда различают:
· линии со средствами непрерывного действия (конвейерами);
· с транспортными средствами прерывного действия (рольганги, желоба, тележки на рельсах, монорельсы с тельферами, краны и др.);
· линии без транспортных средств;
Наиболее совершенным транспортным средством в поточной линии является конвейер, который поддерживает ритм работы линии, уменьшает потребность в обслуживающих рабочих, требует равенства или кратности длительности операций на линии.
В зависимости от функций, выполняемыми средствами, линии непрерывного действия подразделяются на: линии с транспортным конвейером; линии с рабочим конвейером и линии с распределительным конвейером.
В зависимости от характера движения конвейеры бывают двух типов: непрерывно движущиеся и пульсирующие. Пульсирующий конвейер через определенные промежутки времени периодически останавливается, а затем снова движется.
Транспортные конвейеры поточных линий (ленточные, пластинчатые, цепные, подвесные и др.) предназначены для транспортировки предметов труда и поддержания заданного ритма работы линии.
Рабочие конвейеры поточных линий являются не только транспортными средствами непрерывного действия, выполняющими функции транспортных конвейеров, но и представляют собой систему рабочих мест, на которых осуществляются технологические операции без снятия предметов труда.
Распределительные конвейеры применяются на поточных линиях с выполнением операций на стационарных рабочих местах (станках) и с различным числом рабочих мест-дублеров на отдельных операциях, когда для поддержания ритмичности необходимо обеспечить четкое адресование предметов труда по рабочим местам.
Линии с транспортными средствами прерывного действия в зависимости от разновидности этих средств могут быть подразделены на несколько видов. К транспортным средствам прерывного действия относятся: бесприводные (гравитационные) транспортные средства (рольганги, скаты, спуски и др.); подъемно-транспортное оборудование циклического действия (мостовые краны, монорельсы с тельферами, электротележки, электрокары и др.).
Линии без наличия транспортных средств - это линии с неподвижным предметом труда (как правило, при сборке крупных объектов).
(5) По характеру движения конвейера.
В зависимости от характера движения конвейеры бывают двух типов:
Линии с непрерывным движением конвейера создаются в тех случаях, когда по условию технологического процесса операции должны выполняться во время движения рабочего конвейера без снятия предметов труда с рабочих мест или операции должны выполняться на стационарных рабочих местах (транспортный конвейер).
Линии с пульсирующим движением конвейера создаются в тех случаях, когда по условию технологического процесса операции должны выполняться при неподвижном объекте производства на рабочем конвейере. В этом случае привод конвейера включается автоматически через заданный интервал времени только на время, необходимое для перемещения изделий на следующую операцию. Пульсирующий конвейер через определенные промежутки времени периодически останавливается, а затем снова движется.
(6) По уровню механизации процессов различают:
Полуавтоматические поточные линии агрегатированы из специальных станков-полуавтоматов (с последовательным, последовательно-параллельным и параллельным агрегатированием - производственным процессом).
Автоматические поточные линии характеризуются объединением в единый комплекс технологического и вспомогательного оборудования и транспортных средств, а также автоматическим централизованным управлением процессами обработки и перемещения предметов труда. На этих линиях все технологические, вспомогательные и транспортные процессы полностью синхронизированы и действуют по единому такту (ритму).
(7) По степени охвата производства.
Все поточные линии подразделяются на участковые, цеховые и заводские, сквозные.
(20) Автоматизация производственного производства
Современное производственное предприятие является сложным механизмом, где достижение конечной цели зависит от множества факторов. Функционирование данного механизма подчиняется своим законам, но его успешность во многом зависит от возможности детального планирования и мгновенного реагирования на изменение ситуации в любом из процессов, проходящих на предприятии.
Успех производственной компании зависит не только от качества выпускаемой продукции и ее востребованности на рынке, но и от эффективности управления компанией, лояльности клиентов и слаженной работы всех сотрудников компании. Потеря клиентов, их неудовлетворенность качеством обслуживания ведет к снижению объемов продаж и неблагоприятно сказывается на репутации компании. Не согласованность различных служб компании приводит к неэффективности производственного процесса.
Несколько типовых проблем:
* Отсутствие единой системы документооборота;
* Отсутствие возможности оперативно получать информацию о текущем состоянии производственных процессов;
* Отсутствие возможности планирования производства и оперативной коррекции производственных планов;
* Отсутствие оперативной информации о состоянии склада и потребностей в компонентах для производства;
* Отсутствие достоверной информации о себестоимости продукции.
Добиться максимальных результатов и повысить эффективность деятельности предприятия позволяет автоматизация производства.
Автоматизация производства - механизация производства с полным или частичным устранением физического труда рабочих. В процессе автоматизации труд людей замещается работой оборудования, действующего по принципу саморегуляции.
Комплексная автоматизация производства - методология автоматизации производственных процессов с помощью компьютеров. Комплексная автоматизация объединяет проектные работы, технологические средства, системы планирования, контроля, управления и учета.
Пожалуй, на сегодняшний день автоматизация производства является наиболее эффективным инструментом для повышения конкурентоспособности компании. Применение системы автоматизации производства дает возможность синхронизации работы сборочных линий, заготовительного производства и складов.
Автоматизация управления производством визуализирует весь цикл производства, систематизирует ключевые процессы, происходящие на данный момент в различных подразделениях предприятия.
Программа автоматизации производства позволяет существенно повысить оперативность принятия решений и передачи новых данных в цеха и подразделения. Программа автоматизации производства дает возможность создать информационные системы, образующие единый комплекс, соответствующий не только международным стандартам, но и учитывающий индивидуальные особенности и потребности предприятия. Таким образом, автоматизация производства существенно сокращает производственный цикл, повышает эффективность управления производством, что приводит, в конечном итоге, к снижению производственных затрат и повышению рентабельности предприятия. Необходимость внедрения системы автоматизации производства вызвана и возрастающей потребностью предприятий в экономии трудовых, материальных и сырьевых ресурсов.
Основными целями автоматизации технологического процесса являются:
* Повышение эффективности производственного процесса.
* Повышение безопасности производственного процесса.
Цели достигаются посредством решения следующих задач автоматизации технологического процесса:
* Улучшение качества регулирования
* Повышение коэффициента готовности оборудования
* Улучшение эргономики труда операторов процесса
Решение задач автоматизации технологического процесса осуществляется при помощи:
* внедрения современных методов автоматизации;
* внедрения современных средств автоматизации.
В связи с различностью подходов различают автоматизацию следующих технологических процессов:
* Автоматизация непрерывных технологических процессов (Process Automation)
* Автоматизация дискретных технологических процессов (Factory Automation)
* Автоматизация гибридных технологических процессов (Hybrid Automation)
(21) Структура и определение технологической операции
Производственный процесс (ПП) – период времени, необходимый для изготовления изделий с учетом особенностей технологии, организации производства и времени, необходимого для естественного процесса и времени транспортировки.
Длительность ПП – суммарное время технологического процесса + длительность естественного процесса + длительность транспортировки;
Технологический процесс – это время, необходимое для выполнения операции или операций с учетом сложности и особенности изделия и обрабатываемого материала.
Технологическая операция – время, необходимое для выполнения работы или части работы в оговоренные сроки специальным способом и на конкретном рабочем месте.
Так же технологическая операция – это часть технологического процесса, выполняемая непрерывно на одном рабочем месте, под одним или несколькими одновременно обрабатываемыми или собираемыми изделиями, одним или несколькими рабочими. Условие непрерывности операции означает выполнение предусмотренной ею работы без перехода к обработке другого изделия.
Технологическая операция является основной единицей производственного планирования и учета. На основе операций определяется трудоемкость изготовления изделий, и устанавливаются нормы времени и расценки, задается требуемое количество рабочих, оборудования, приспособлений и инструментов, определяется себестоимость обработки, производится календарное планирование производства и осуществляется контроль качества и сроков исполнения работ.
В каждой технологической операции описываются ресурсы, необходимые для ее выполнения, а так же приводится описание и, при необходимости, графическое изображение технологической операции.
В качестве параметров технологической операции выступают:
Используемые профессии (штатные единицы)
Производственное оборудование
Описание и технологические переходы операции
Изображение тех. операции
Дополнительные файлы
Кроме того, для каждой технологической операции может быть задана длительность ее выполнения в минутах (используется в расчетах времени производства изделия), ссылка на инструкцию по охране труда и основное подразделение, где выполняется эта тех. операция.
Структура Технологической Операции
Технологическая операция состоит из:
Похожие работы
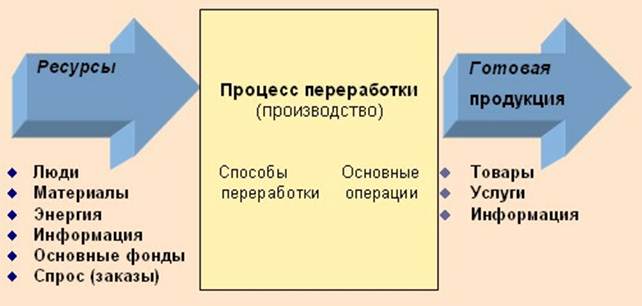
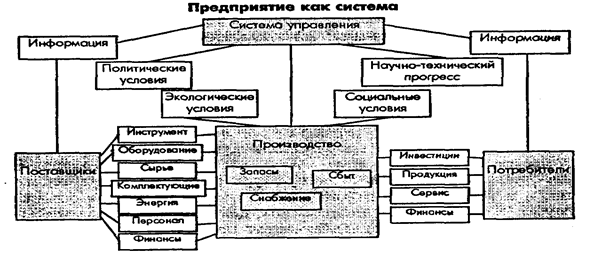
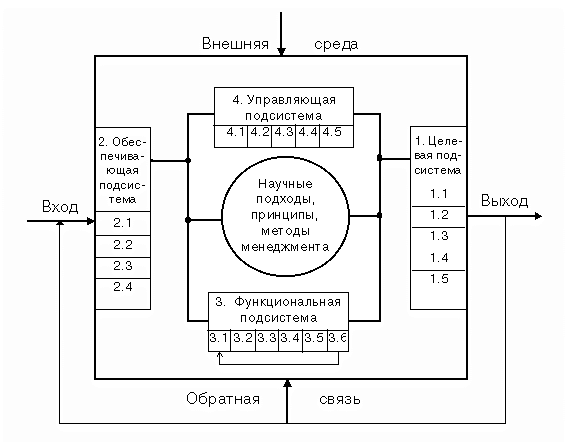
... , одновременно с учёбой, студенты могут поупражняться в организации собственного бизнеса в смягчённых условиях инкубатора. Заключение В результате проведённого исследования по теме: «Производственный менеджмент и перспективы его развития в Белгородской области» можно сделать ряд выводов: 1. Главной задачей производства является переработка ресурсов в готовую продукцию. Основные ресурсы ...

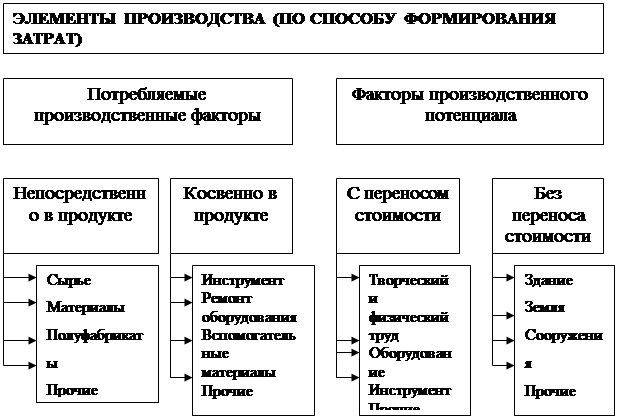

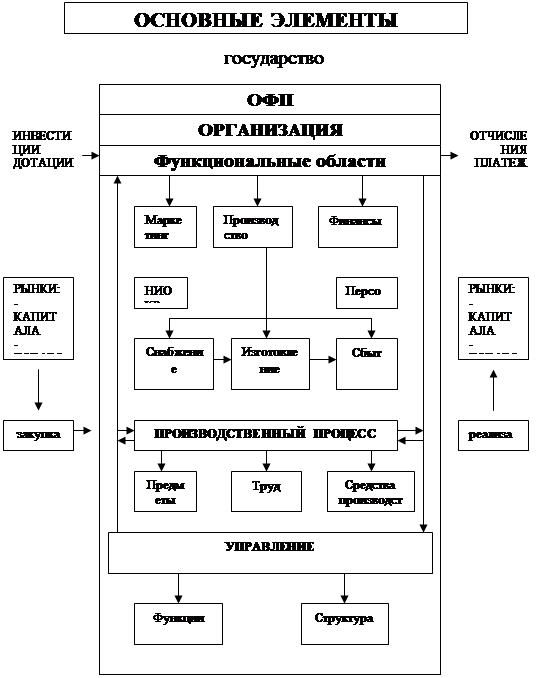
... · установление сроков · расчет запасов · установление опережения · определение исполнителей · прочие В зависимости от содержания управленческие решения в производственном менеджменте дифференцируются на стратегические, тактические и оперативные. 3.3 ОЦЕНКА И ВЫБОР УПРАВЛЕНЧЕСКИХ РЕШЕНИЙ Принцип. Все решения ...

... управления, находящихся в разрезах классификаций по субъекту, технологии, стилю, цели управления, влияния на них национально-культурных особенностей. Характеристика взаимосвязи видов менеджмента. Как отмечалось выше, среди видов менеджмента, не связанных с экономикой, были выявлено, что имеется пара совместно используемых критериев классификации: объект управления и технология управления (в том ...
... для нормального хода производства. Уровень техники и технологии, состояние организации производства, труда и управления оказывает непосредственное влияние на себестоимость продукции. 3. Пути совершенствования производственного менеджмента на предприятии Одним из важных направлений в совершенствовании производственного менеджмента является ...
0 комментариев