Навигация
4. Клиентура
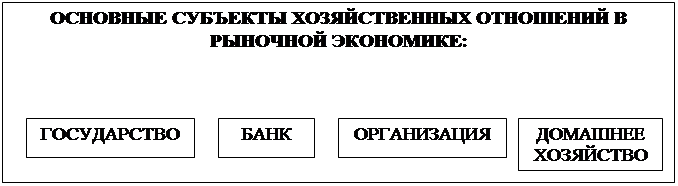
Фирме необходимо тщательно изучать своих клиентов. Она может выступать на пяти типах рынков:
· Потребительский рынок - отдельные лица и домохозяйства, приобретающие товары и услуги для личного потребления.
· Рынок производителей - организации, приобретающие товары и услуги для использования их в процессе производства.
· Рынок промежуточных продавцов - организации, приобретающие товары и услуги для последующей перепродажи их с прибылью для себя.
· Рынок государственных учреждений - государственные организации, приобретающие товары и услуги либо для последующего их использования в сфере коммунальных услуг, либо для передачи этих товаров и услуг тем, кто в них нуждается.
· Международный рынок - покупатели за рубежами страны, включая зарубежных потребителей, производителей, промежуточных продавцов и государственные учреждения.
5. Конкуренты
Любая фирма сталкивается с множеством разнообразных конкурентов:
· Функциональные конкуренты, т.е. желания, которые потребитель, возможно, захочет удовлетворить (н-р, купить транспортное средство или стереосистему).
· Товарно-родовые конкуренты, т.е. другие основные способы удовлетворения какого-либо конкретного желания (купить мотоцикл или велосипед).
· Товарно-видовые конкуренты, т.е. прочие разновидности того же товара, способные удовлетворить конкретное желание покупателя (купить трехскоростной или пятискоростной велосипед).
· Предметные конкуренты, различные марки одного и того же товара.
6. Контактные аудитории
Контактная аудитория - любая группа, которая проявляет реальный или потенциальный интерес к организации или оказывает влияние на ее способность достигать поставленных целей. Контактная аудитория может либо способствовать, либо противодействовать усилиям фирмы по обслуживанию рынков. (Контактная аудитория: СМИ, общество защиты прав потребителей, союз промышленников и предпринимателей, торговопромышленная организация, политические партии, отдельные политики и общественные деятели).
· Благотворная аудитория - группа, интерес которой к фирме носит очень благотворный характер (например, жертвователи).
· Искомая аудитория - та, чьей заинтересованности фирма ищет, но не всегда находит (например, средства массовой информации).
· Нежелательная аудитория - группа, интереса которой фирма старается не привлекать, но вынуждена считаться с ним, если он проявляется (например, гринпис).
Любая фирма действует в окружении контактных аудиторий семи типов:
1. Финансовые круги. Оказывают влияние на способность фирмы обеспечивать себя капиталом. Основными контактными аудиториями финансовой сферы являются банки, инвестиционные компании, акционеры.
2. Контактные аудитории средств информации: организации, распространяющие новости, статьи и редакционные комментарии. В первую очередь это газеты, журналы, радиостанции и телецентры.
3. Контактные аудитории государственных учреждений. Руководство должно обязательно учитывать все, что происходит в государственной сфере.
4. Гражданские группы действий. Маркетинговые решения, принятые фирмой, могут вызвать вопросы со стороны организаций потребителей, групп защитников окружающей среды, представителей национальных меньшинств и т.п.
5. Местные контактные аудитории. Любая фирма имеет дело с местными контактными аудиториями, такими, как окрестные жители и общинные организации.
6. Широкая публика. Фирме необходимо придирчиво следить за отношением широкой публики к своим товарам и своей деятельности. И хотя широкая публика не выступает по отношению к фирме в виде организованной силы, образ фирмы в глазах публики сказывается на ее коммерческой деятельности.
7. Внутренние контактные аудитории. К внутренним контактным аудиториям фирмы относятся ее собственные рабочие и служащие, добровольные помощники, управляющие, члены совета директоров. Когда рабочие и служащие хорошо настроены по отношению к собственной фирме, их позитивное отношение распространяется и на другие контактные аудитории.
На поставщиков, партнеров и посредников можно воздействовать через: переговоры, договорные отношения, компромиссное сочетание элементов.
(27) Расчет времени при последовательном движении деталей
Естественный процесс – когда никаких действий со стороны начальника на предмет труда не производится. Процесс преобразования происходит естественным образом (н-р, выпечка хлеба).
Транспортные процессы – перемещение детали или изделия между рабочими местами или технологическими операциями.
Различают простой и сложный производственные циклы.
Простой производственный цикл – это цикл изготовления детали.
Сложный производственный цикл – цикл изготовления изделия.
Длительность производственного цикла в большой степени зависит от способа передачи детали (изделия) с операции на операцию.
Существуют три вида движения детали (изделий) в процессе их изготовления:
1. последовательный;
2. параллельный;
3. параллельно-последовательный;
Использование того или иного способа зависит от величины партии изготовления, технологии;
При последовательном виде движения(перемещения) каждая последующая операция начинается только после окончания обработки всей партии деталей на предыдущей операции Этот способ применяется в единичном производстве.
При последовательном виде движения деталей (изделия) отсутствуют перерывы в работе оборудования и рабочего на каждой операции, возможна высокая загрузка оборудования в течение смены, но производственный цикл имеет наибольшую величину, что уменьшает оборачиваемость оборотных средств.

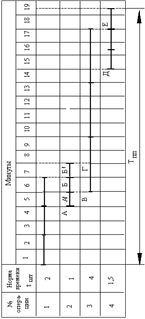
Операционный цикл при последовательном движении партии деталей
Алгебраический расчет последовательного движения
Т посл=∑t ист-к * n = кол-во деталей в партии * норма выполнения операции
![]()
где n – количество деталей в производственной партии (шт); Чоп – число операций технологического процесса; tштi – норма времени на выполнение i-й операции (мин).
(28) Расчет времени при параллельно-последовательном движении деталей
Транспортные процессы – перемещение детали или изделия между рабочими местами или технологическими операциями.
Параллельно-последовательный вид движения состоит в том, что изготовление изделий на последующей операции начинается до окончания изготовления всей партии на предыдущей операции с таким расчетом, чтобы работа на каждой операции по данной партии в целом шла без перерывов. В отличие от параллельного вида движения здесь происходит лишь частичное совмещение во времени выполнения смежных операций. Отличие параллельно-последовательного движения еще в том, что идет подетальная передача.
В практике существуют два вида сочетания смежных операций во времени - когда время выполнения последующей операции больше (1-ый вид) и меньше (2-ой вид) времени выполнения предыдущей операции.
Когда время выполнения последующей операции меньше времени выполнения предыдущей операции - приемлем параллельно-последовательный вид движения с максимально возможным совмещением во времени выполнения обеих операций. Максимально совмещенные операции при этом отличаются друг от друга на время изготовления последней детали (или последней операционной партии) на последующей операции.
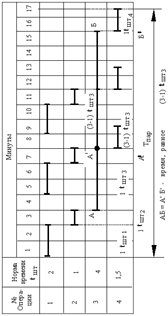
Операционный цикл при параллельно-последовательном движении партии деталей
В данном случае операционный цикл будет меньше, чем при последовательном виде движения, на величину совмещения каждой смежной пары операций.
Параллельно-последовательный вид движения деталей (изделий) обеспечивает работу оборудования и рабочего без перерывов. Производственный цикл при этом виде больше по сравнению с параллельным, но меньше, чем при последовательном.
Алгебраический расчет параллельно-последовательного движения
T пар-посл. = ∑tштi * n - ∑tдр * n
![]()
где n – количество деталей в производственной партии (шт); Чоп – число операций технологического процесса; tштi – норма времени на выполнение i-й операции (мин).
АБ(=АА), ВГ (равное А'Б'), ДЕ – время последующей операции, перекрываемое временем предыдущей операции.
В данном случае операционный цикл будет меньше, чем при последовательном виде движения, на величину совмещения каждой смежной пары операций:
– первая и вторая операции – АБ;
– вторая и третья операции – ВГ;
– третья и четвертая операции – ДЕ;
(29) Расчет времени при параллельном движении деталей
Транспортные процессы – перемещение детали или изделия между рабочими местами или технологическими операциями.
В практике существуют два вида сочетания смежных операций во времени - когда время выполнения последующей операции больше (1-ый вид) и меньше (2-ой вид) времени выполнения предыдущей операции.
Когда время выполнения последующей операции больше времени выполнения предыдущей операции - представляется возможность применять параллельный вид движения деталей и полностью загрузить рабочие места.
Параллельное движение – когда изготовление детали осуществляется параллельно на всех операциях, используется передаточная (транспортировочная) партия. Величина партии обычно определяется емкостью тары (Тара — элемент или разновидность упаковки для размещения продукции, транспортирования, складирования и других логических операций (например, контейнеры, поддоны, картонные ящики, бочки и т.п.)). Этот способ применяется в серийном и массовом производстве.
Параллельный вид движения характеризуется передачей деталей (изделий) на последующую операцию немедленно после выполнения предыдущей операции независимо от готовности остальной партии. Детали передаются с операции на операцию поштучно или операционными партиями, на которые делится производственная партия. Процесс происходит непрерывно, если достигнуто полное равенство или кратность выполнения операций во времени, что характерно для поточных линий. Параллельный вид движения детали (изделий) является наиболее эффективным, но возможности его применения ограниченны, так как обязательным условием такого движения является равенство или кратность продолжительности выполнения операций. В противном случае неизбежны потери (перерывы) в работе оборудования и рабочего.
Операционный цикл при параллельном движении партии деталей
Алгебраический расчет параллельного движения
Т пар. = ∑tист-к * n –∑ (tдр – tпр) = кол-во деталей в партии * норму выполнения операции + (количество деталей -1) * время выполнения самой продолжительной операции.
![]()
где ![]() – время выполнения операции, самой продолжительной в технологическом процессе (мин); tштi – норма времени на выполнение i-й операции (мин); n – количество деталей в производственной партии (шт);
– время выполнения операции, самой продолжительной в технологическом процессе (мин); tштi – норма времени на выполнение i-й операции (мин); n – количество деталей в производственной партии (шт);
(30) Производственная стратегия: задачи микровыбора
Стратегия предприятия — основа его жизнеспособности и успеха. Основное назначение стратегии — создание комплекса конкурентных преимуществ, для достижения бизнес — успеха в долгосрочной перспективе.
ПСП являются частью или составляющей организационных или корпоративных стратегий.
Стратегическая цель производственной стратегии — удовлетворение запросов рынка по ассортименту, объему и качеству выпускаемой продукции.
Основные цели производственной стратегии
· оптимальная загрузка мощностей
· снижение затрат на производство
· качество производства
· качество производственных поставок
· соответствие производства спросу
Микростратегические задачи производственной стратегии
[1] Геология и геометрия площадки;
[2] Близость жилых массивов;
[3] Роза ветров;
[4] Размещение производственных мощностей;
[5] Планировка подразделений с учетом совместимости;
[6] Принятие решений о хозяйственно-бытовых помещениях;
[7] Выход к местным коммуникациям;
[8] Вопрос: производить самим или отдать другим;
(31) Производственная стратегия: задачи макровыбора
Стратегия предприятия — основа его жизнеспособности и успеха. Основное назначение стратегии — создание комплекса конкурентных преимуществ, для достижения бизнес — успеха в долгосрочной перспективе.
ПСП являются частью или составляющей организационных или корпоративных стратегий.
Стратегическая цель производственной стратегии — удовлетворение запросов рынка по ассортименту, объему и качеству выпускаемой продукции.
Основные цели производственной стратегии
· оптимальная загрузка мощностей
· снижение затрат на производство
· качество производства
· качество производственных поставок
· соответствие производства спросу
Макростратегические задачи производственной стратегии
[1] Близость источников сырья (металл Липецк);
[2] Близость к потребителю (рынок потребления – Вимм-Билль-Данн);
[3] Конкуренция в данном регионе;
[4] Местная нормативно-правовая база и отношение органов управления (GM & Toyota в Калифорнии);
[5] Отношение местного населения к данному виду бизнеса или к самой компании (АЭС);
[6] Развитие транспортных сетей в регионе;
Похожие работы
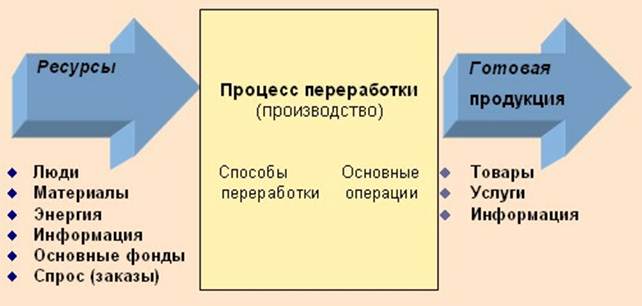
... , одновременно с учёбой, студенты могут поупражняться в организации собственного бизнеса в смягчённых условиях инкубатора. Заключение В результате проведённого исследования по теме: «Производственный менеджмент и перспективы его развития в Белгородской области» можно сделать ряд выводов: 1. Главной задачей производства является переработка ресурсов в готовую продукцию. Основные ресурсы ...


... · установление сроков · расчет запасов · установление опережения · определение исполнителей · прочие В зависимости от содержания управленческие решения в производственном менеджменте дифференцируются на стратегические, тактические и оперативные. 3.3 ОЦЕНКА И ВЫБОР УПРАВЛЕНЧЕСКИХ РЕШЕНИЙ Принцип. Все решения ...
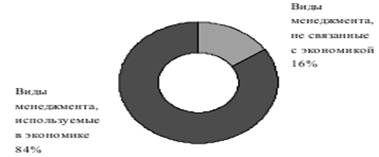
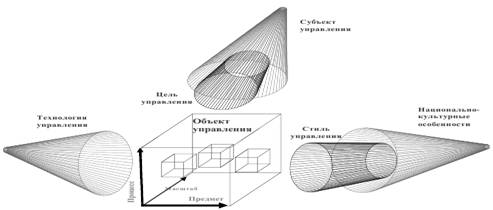
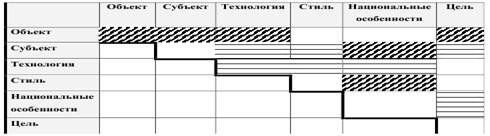

... управления, находящихся в разрезах классификаций по субъекту, технологии, стилю, цели управления, влияния на них национально-культурных особенностей. Характеристика взаимосвязи видов менеджмента. Как отмечалось выше, среди видов менеджмента, не связанных с экономикой, были выявлено, что имеется пара совместно используемых критериев классификации: объект управления и технология управления (в том ...
... для нормального хода производства. Уровень техники и технологии, состояние организации производства, труда и управления оказывает непосредственное влияние на себестоимость продукции. 3. Пути совершенствования производственного менеджмента на предприятии Одним из важных направлений в совершенствовании производственного менеджмента является ...
0 комментариев