Навигация
Оперативное время – это время непосредственное переработки материалов;
164521
знак
0
таблиц
4
изображения
1. оперативное время – это время непосредственное переработки материалов;
2. подготовительно-заключительное время – это время, необходимое для подготовки к работе, оборудование (рабочие места), которое включ. непосредственное включение самого оборудования; время для оснащения оборудованием и подачу материалов; и время, которое необходимо для приведения рабочего места в приличный вид.
Рабочее место – специально отведенное и оборудованное пространство, где работник выполняет свои профессиональные обязанности.
(22) Параметры поточной линии
Для правильной организации поточных линий и рационального планирования их работы необходимы обоснованные расчеты основных параметров, характеризующих поточные линии.
Расчет такта потока
Мерой ритмичности и непрерывности потока является такт – среднее время, необходимое для изготовления детали или изделия, т.е. это промежуток времени между выпуском двух следующих одно за другим готовых изделий с поточной линии. Средний такт линии (в час, мин) должен быть строго согласован с производственной программой линии и рассчитывается по формуле:
ТАКТ = (общее время поточной линии)/(объем производства в данный период в час./мин.) T=Fп.л/Q
Если операция выполняется на одном рабочем месте, то рабочий такт равен норме времени на выполнение этой операции с учетом перевыполнения норм. При условии синхронизации всех операций такт всей поточной линии будет совпадать с тактом каждого рабочего места.
*Технологические операции должны быть кратны такту.
Расчет ритма потока
В тех случаях, когда передача с операции на операцию осуществляется транспортными партиями (для небольших деталей, при малой величиной такта, измеряемой секундами), рассчитывается ритм поточной линии.
Ритм поточной линии (rp) - время, необходимое на выпуск партии изделия. Определяется как тактическое кол-во изделий в партии (объем партии). Ритм характеризуется количеством изделий в натуральном выражении, ритмично выпускаемых на поточной линии в единицу времени (ч, мин, сек).
rp=rnтр,
где птр - величина транспортной (передаточной) партии, r – такт;
Количество рабочих мест на операции.
На непрерывно-поточных линиях после проведения синхронизации (выравнивания) операций необходимо определить на тех из них, длительность которых кратна среднему такту потока, соответствующее количество рабочих мест по формуле:
![]()
Т.е. Кр = (время технологической операции)/(продолжительность такта)
Если нормы времени на операциях равны или кратны такту, то при расчете количество рабочих мест равно целому числу. Если же процесс не полностью синхронизирован, то в результате расчета число рабочих мест получается дробным. Если получаем дробно число – то округляем в большую сторону (н-р, расчетное число рабочих мест – 3,3…тогда принятое число рабочих мест – 4).
Перегрузка допускается в пределах 5-6 %.
Суммарное количество рабочих мест
Суммарное кол-во раб. мест определяется суммой рабочих мест по каждой операции. Здесь также рассчитывается расчетное и принятое число работников.
Коэффициент загрузки рабочих мест на каждой операции в процентах равен:
кз.оi = 100(wi рас /wi фак),
где wi рас - расчетное число рабочих мест на i-и операции; wi фак - фактическое число рабочих мест на i-и операции;
Загрузка рабочих мест = (Расчетное число рабочих мест) / (принятое число рабочих мест)
Желательно иметь в массово-поточном производстве нижний предел загрузки рабочих мест 80 - 85 %, а в серийно-поточном - 70 - 75 %.
Загрузка рассчитывается как по каждой операции, так и по всей поточной линии.
(23) Такт и ритм
Для правильной организации поточных линий и рационального планирования их работы необходимы обоснованные расчеты основных параметров, характеризующих поточные линии.
Расчет такта потока
Мерой ритмичности и непрерывности потока является такт – среднее время, необходимое для изготовления детали или изделия, т.е. это промежуток времени между выпуском двух следующих одно за другим готовых изделий с поточной линии. Средний такт линии (в час, мин) должен быть строго согласован с производственной программой линии и рассчитывается по формуле:
ТАКТ = (общее время поточной линии)/(объем производства в данный период в час./мин.) T=Fп.л/Q
Если операция выполняется на одном рабочем месте, то рабочий такт равен норме времени на выполнение этой операции с учетом перевыполнения норм. При условии синхронизации всех операций такт всей поточной линии будет совпадать с тактом каждого рабочего места.
*Технологические операции должны быть кратны такту.
Расчет ритма потока
В тех случаях, когда передача с операции на операцию осуществляется транспортными партиями (для небольших деталей, при малой величиной такта, измеряемой секундами), рассчитывается ритм поточной линии.
Ритм поточной линии (rp) - время, необходимое на выпуск партии изделия. Определяется как тактическое кол-во изделий в партии (объем партии). Ритм характеризуется количеством изделий в натуральном выражении, ритмично выпускаемых на поточной линии в единицу времени (ч, мин, сек).
rp=rnтр,
где птр - величина транспортной (передаточной) партии, r – такт;
(24) Производственные (операционные) стратегии предприятия (ПСП)
Стратегия предприятия — основа его жизнеспособности и успеха. Основное назначение стратегии — создание комплекса конкурентных преимуществ, для достижения бизнес — успеха в долгосрочной перспективе.
ПСП являются частью или составляющей организационных или корпоративных стратегий (функц./ субстратегия).
ПСП связаны со след. стратегиями:
1) Инновационной (продуктово-технологическая стратегия)
2) Стратегия НИОКР
3) Стратегия управления персоналом (УП)
ПСП связаны со след. процедурами:
· Управление издержками
· Управление финансами
· Планирование
· Управление персоналом
· Инвестиционные процедуры
Стратегическая цель производственной стратегии — удовлетворение запросов рынка по ассортименту, объему и качеству выпускаемой продукции.
Основные цели производственной стратегии
1. оптимальная загрузка мощностей
2. снижение затрат на производство
3. качество производства
4. качество производственных поставок
5. соответствие производства спросу
Производственная стратегия должна комплексно решить производственные задачи в соответствии с общей корпоративной стратегией и позволить перейти предприятию от ориентации на выпуск номенклатуры продукции, к рыночно ориентированному производству с необходимой гибкостью по спросу и системой "продукт-сервис".
Основные позиции производственной стратегии
Похожие работы
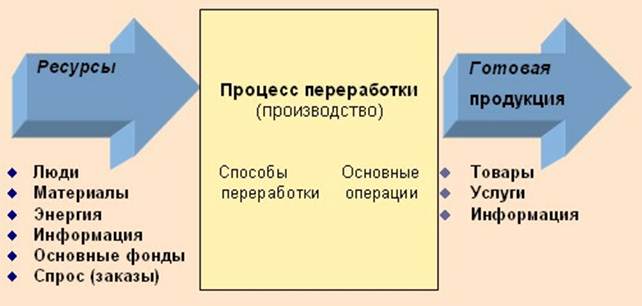
... , одновременно с учёбой, студенты могут поупражняться в организации собственного бизнеса в смягчённых условиях инкубатора. Заключение В результате проведённого исследования по теме: «Производственный менеджмент и перспективы его развития в Белгородской области» можно сделать ряд выводов: 1. Главной задачей производства является переработка ресурсов в готовую продукцию. Основные ресурсы ...


... · установление сроков · расчет запасов · установление опережения · определение исполнителей · прочие В зависимости от содержания управленческие решения в производственном менеджменте дифференцируются на стратегические, тактические и оперативные. 3.3 ОЦЕНКА И ВЫБОР УПРАВЛЕНЧЕСКИХ РЕШЕНИЙ Принцип. Все решения ...
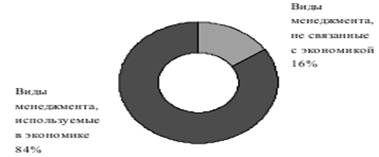
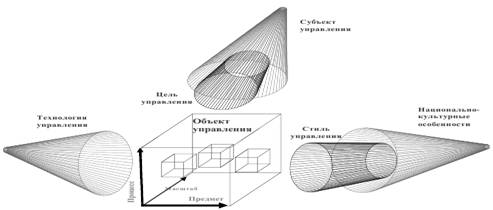
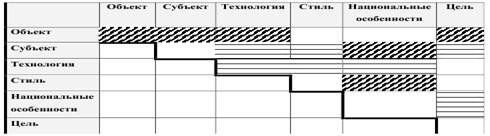

... управления, находящихся в разрезах классификаций по субъекту, технологии, стилю, цели управления, влияния на них национально-культурных особенностей. Характеристика взаимосвязи видов менеджмента. Как отмечалось выше, среди видов менеджмента, не связанных с экономикой, были выявлено, что имеется пара совместно используемых критериев классификации: объект управления и технология управления (в том ...
... для нормального хода производства. Уровень техники и технологии, состояние организации производства, труда и управления оказывает непосредственное влияние на себестоимость продукции. 3. Пути совершенствования производственного менеджмента на предприятии Одним из важных направлений в совершенствовании производственного менеджмента является ...
0 комментариев