Выбирается эталон качества
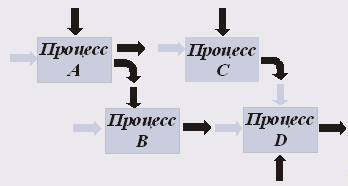
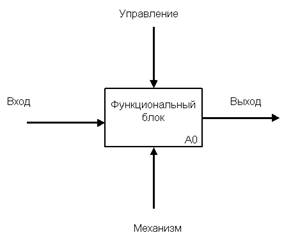
Процессный подход к управлению предприятием
Построение процессов в организациях стройиндустрии
Функция технико-экономического анализа улучшения продукции направлена на выявление конечных результатов деятельности предприятий
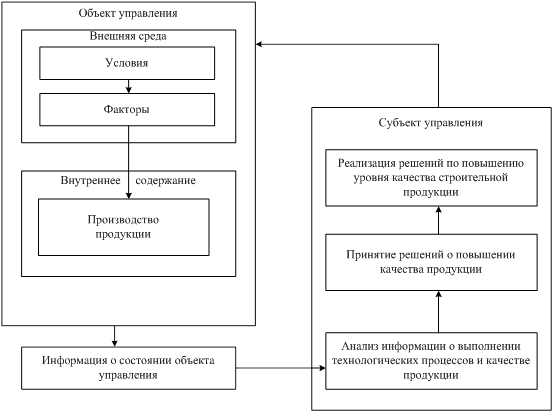
Исследование и анализ процессов управления системы менеджмента качества
Регулирование основных бизнес – процессов
Бенчмаркинг–инструмент определения собственного развития
Навигация
Функция технико-экономического анализа улучшения продукции направлена на выявление конечных результатов деятельности предприятий
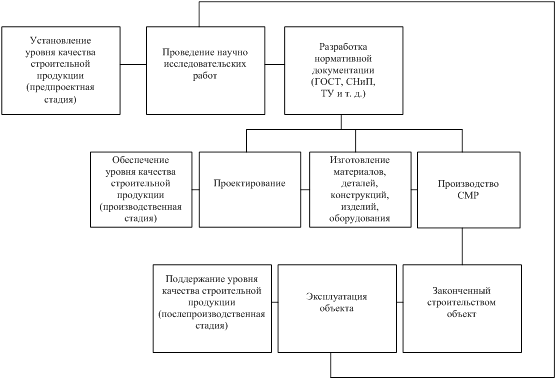
Проектирование системы менеджмента качества продукции. Управление процессами
110099
знаков
11
таблиц
12
изображений
15. Функция технико-экономического анализа улучшения продукции направлена на выявление конечных результатов деятельности предприятий.
16. Функция правового обеспечения системы управления качеством продукции призвана обеспечить эффективное использование средств и форм юридического воздействия на органы и объекты управления на всех стадиях жизненного цикла продукции.
17. Информационное обеспечение системы управления качеством продукции необходимо для своевременного обеспечения руководителей и органов управления обоснованными и достоверными данными, характеризующими технический уровень и качество продукции на всех стадиях ее жизненного цикла.
Необходимо различать принципы управления качеством продукции:
· единство количества и качества продукции;
· эффективность качества;
· повышение уровня качества;
· системный подход к качеству;
· экономическое стимулирование;
· непрерывность и комплексность контроля;
· комплексность стандартизации и сертификации;
· создание систем управления качеством продукции. Методы и средства управления — способы, которыми органы управления воздействуют на элементы производительного процесса, обеспечивая достижение и поддержание планируемого состояния и уровня качества продукции. В процессе управления качеством используется четыре группы методов:
1) Экономические методы, которые обеспечивают создание экономических условий, побуждающих коллективы предприятий, конструкторских, технологических и других организаций изучать запросы потребителей, создавать, изготавливать и обслуживать продукцию, удовлетворяющую эти потребности и запросы. К числу экономических методов относятся правила ценообразования, условия кредитования, экономические санкции за несоблюдение требований стандартов и технических условий, правила возмещения экономического ущерба потребителю за реализацию ему некачественной продукции.
2) Методы материального стимулирования, предусматривающие, с одной стороны, поощрение работников за создание и изготовление высококачественной продукции, а с другой — взыскания за причиненный ущерб от ее некачественности.
3) Организационно-распорядительные методы, осуществляемые посредством обязательных для исполнения директив, приказов, указаний руководителей. К числу организационно-распорядительных методов управления качеством продукции относятся также требования нормативной документации.
4) Воспитательные методы, оказывающие влияние на сознание и настроение участников производственного процесса, побуждающие их к высококачественному труду и четкому выполнению специальных функций управления качеством продукции. К их числу относятся моральное поощрение за высокое качество продукции, воспитание гордости за честь заводской марки, престиж фирмы и др.
Средства управления включают оргтехнику (в том числе компьютеры), средства связи, все то, что используют органы и лица, выполняющие специальные функции в системах управления качеством. В состав средств управления качеством продукции также включаются:
· банк нормативной документации, регламентирующей показатели качества продукции и организующей выполнение специальных функций управления качеством;
· метрологические средства, включающие (в зависимости от уровня системы) государственные эталоны физических величин, образцовые и/или рабочие средства измерений;
· государственная система обеспечения единства измерений (ГСИ);
· государственная служба стандартных справочных данных
· о свойствах веществ и материалов (ГССД).
Средства управления должны воздействовать на неудовлетворительные факторы и условия, а также координировать действия всех исполнителей.
Управление качеством представляет органичное сочетание экономических, правовых, организационных и других факторов, влияющих на качество, которые подразделяются на формирующие, обеспечивающие, стимулирующие, внутренние, внешние, функциональные и системные.
К факторам, формирующим качество продукции, относятся: качество исходного сырья, материалов и комплектующих изделий, конструкция изделия, качество технологических процессов.
К факторам, обеспечивающим сохранность качества, относятся: соответствующая маркировка, упаковка, рациональные условия доставки, хранения, профилактика и уход в процессе эксплуатации.
К факторам, стимулирующим производство продукции высокого уровня качества, относятся: улучшение социально-экономических условий работы, отдыха, быта, медицинского обслуживания, предоставление льгот и привилегий персоналу и т. д.
Следующая группа факторов, влияющих на качество, делится на объективные и субъективные.
К объективным факторам относятся:
- внедрение НТП;
- качество проектной и нормативно-технической документации;
- безотказность и бесперебойность работы оборудования и инструмента;
- уровень стандартизации, унификации и типизации;
- дизайн, эстетизация.
К субъективным факторам качества относятся:
- квалификация, мастерство и опыт персонала;
- культура труда и производства;
- санитарно-гигиенические условия труда;
- психофизические условия труда;
- материальное и моральное стимулирование и мотивация труда;
- соблюдение трудовой и технологической дисциплины. Не меньшее значение для выявления факторов на качество продукции имеет деление их на внутренние и внешние.
К внутренним относятся факторы, зависящие от деятельности предприятия. Их можно классифицировать в следующие группы: технические, организационные, экономические и социально-психологические.
К внешним факторам, формирующим качество продукции, относятся:
- требования рынка (потребление);
- нормативная документация;
- конкуренция;
- имидж предприятия среди покупателей продукции.
К функциональным относятся факторы, затрагивающие задачи одной из функций управления качеством и не требующие значительных структурных изменений системы управления.
К системным относятся факторы, затрагивающие задачи нескольких функций управления качеством и требующие пересмотра и внесения изменений в содержание элементов системы. Системные и функциональные факторы позволяют оценивать последствия и степень влияния их на качество.
Все перечисленные факторы тесно связаны между собой, но степень их влияния на качество не одинакова. Поэтому при оценке и степени их влияния необходимо проранжировать и отдать приоритет тем, которые в наибольшей степени оказывают влияние на качество продукции. Такое деление позволяет с наименьшими затратами более рационально и эффективно управлять качеством продукции.
2.4 Контроль как процесс управления
Выполнение требований стандартов, оценку качества продукции и состояние измерительной техники контролируют в трех уровнях:
1. государственный надзор специальными государственными органами, т.е. система контроля за деятельностью предприятий, обеспечивающих установленный уровень качества выпускаемой продукции;
2. ведомственный контроль органами министерств и ведомств с теми же задачами;
3. производственный контроль производственными контрольными органами предприятия или организации.
Последний вид контроля относится к внутреннему, а первые два – к внешнему.
Основные виды производственного контроля: входной, операционный, приемочный и инспекционный. Объектами контроля служит качество труда, продукции и технологического процесса.
Входному контролю подвергают материалы, полуфабрикаты, поступающую проектную документацию, формы, бортоснастку и другие элементы технологического оборудования. Порядок его проведения устанавливают стандартом предприятия. Методика контроля определена в специальных стандартах.
При операционном контроле качества продукции проверяют соблюдение отдельных нормативных требований, реализуемых в ходе выполнения очередной технологической операции. Цель его – обнаружение и устранение дефектов в процессе изготовления изделий или возведения зданий и сооружений. Исполнителем операционного контроля является производственный персонал (рабочие, бригадиры, мастера). Этот вид контроля рассматривается как контроль качества труда.
При операционном контроле проверяют:
- скрытые параметры изделия, контроль которых в последующем невозможен или затруднен (арматурные каркасы и т.п.);
- стабильность параметров изделий, входящих в номенклатуру контроля готовой продукции;
- параметры изделий, зависящие от качества и состояния технологического оборудования и технологического процесса (толщина защитного слоя бетона, расположение закладных деталей, искривление и не прямолинейность поверхности).
Операционный контроль осуществляется по специальным технологическим картам операционного контроля, в которых перечисляют конкретные операции и указывают требования стандарта (или строительных норм и правил), соблюдаемые при выполнении данной операции, а так же приводят описание инструмента, при помощи которого производят операционный контроль. В карте указывают так же, кто конкретно осуществляет контроль (рабочие, мастер, прораб, отдел технического контроля и т.д.).
Приемочный контроль готовой продукции проводят на заключительной стадии технологического процесса. Число параметров, проверяемых при этом, должно отвечать требованиям стандартов и строительным нормам и правилам.
Инспекционный внутриведомственный контроль проводят по графику, утвержденному руководством предприятия, обычна не менее одного раза в квартал.
Тщательная разработка и внедрение системы менеджмента качества – наиболее эффективная мера обеспечения высокого качества строительства. При этом должны быть наиболее полно увязаны все составляющие, от которых, так или иначе зависит достижение высокого качества строительно-монтажных работ. Меры, направленные на повышение качества строительства, при отсутствии системы менеджмента качества, отражают в разрабатываемых ежегодно организационно – технических и экономических мероприятий, проекты производства работ, технологических картах, картах трудовых процессов и других документах. К этим мерам относятся:
- входной контроль проектно – сметной документации и тщательное ее изучение;
- обеспечение технологической документацией и ее изучение;
- обеспечение нормативно – технической документацией и ее изучение;
- входной контроль поступающих на стройку материалов, конструкций и деталей;
- организация служб технического контроля и строительных лабораторий;
- оформление исполнительной технической документации;
- организация операционного контроля качества;
- материальное и моральное стимулирование высокого качества работ;
- учет потерь от брака.
Перечисленные виды контроля позволяют обнаружить отклонения от требований ГОСТ, ТУ, однако без соответствующей статистической обработки полученных данных нельзя отметить и предупредить нарушения в изготовлении изделий. Одним из наиболее важных составляющих элементов системы управления производственными процессами является статистический контроль. Методы статистического контроля предусматривают определение нежелательных отклонений характеристик производственного процесса и их своевременную корректировку задолго до выпуска любого дефектного изделия.
Проведён статистический контроль показателей качества продукции, выпускаемой ОБД. Объём выработки (n = 250 изделий) принимался с таким условием, при котором выборочное среднее значение отклонилось бы от генеральной средней не более чем на 0,19 в 99 % случаев. Объём выборки — 250 изделий на одном заводе (по 70 наружных, внутренних стеновых панелей и плит перекрытий и 40 изделий лестничных маршей и площадок). При осуществлении приёмочного контроля готовых железобетонных изделий использовались карты учёта дефектов. Контроль качественных параметров изделий производился сравнением величин действительных размеров с предельными допускаемыми величинами, указанными в ГОСТ, полученные отклонения записывались в карты учёта дефектов. Результаты контроля приведены в таблице 2.2, где одно и то же изделие, если оно имело ряд дефектов, записывалось в соответствующие группы.
Таблица 2.2. Результаты контроля готовых конструкции
| Группы дефектов в единицах измерения, принятых в ГОСТах | Изделия с дефектами (в штуках и процентах) | |||||||
| плиты перекрытия | панели | лестничные площадки и марши | ||||||
| наружные | внутренние | |||||||
| шт. | % | шт. | % | шт. | % | шт. | % | |
| Среднее отклонение геометрических размеров х1, мм | 112 | 40 | 51 | 18,2 | 70 | 25 | 12 | 7,5 |
| Оголение арматуры х2, мм | 70 | 25 | 6 | 2 | 8 | 2,8 | — | — |
| Некачественность поверхности х3, мм | 180 | 64 | 150 | 53,5 | 168 | 60 | 20 | 12,5 |
| Смещение закладных деталей х4, мм | 51 | 18 | 43 | 15,4 | 30 | 10,7 | 8 | 5 |
| Завышение плотности х5, % | 100 | 35,7 | 50 | 17,8 | 19 | 6 | — | — |
| Занижение прочности х6 | 21 | 7,5 | 23 | 8,2 | 10 | 3,6 | — | — |
| Увеличение влажности и уменьшение морозостойкости х7, % | — | — | 40 | 14,3 | — | — | — | — |
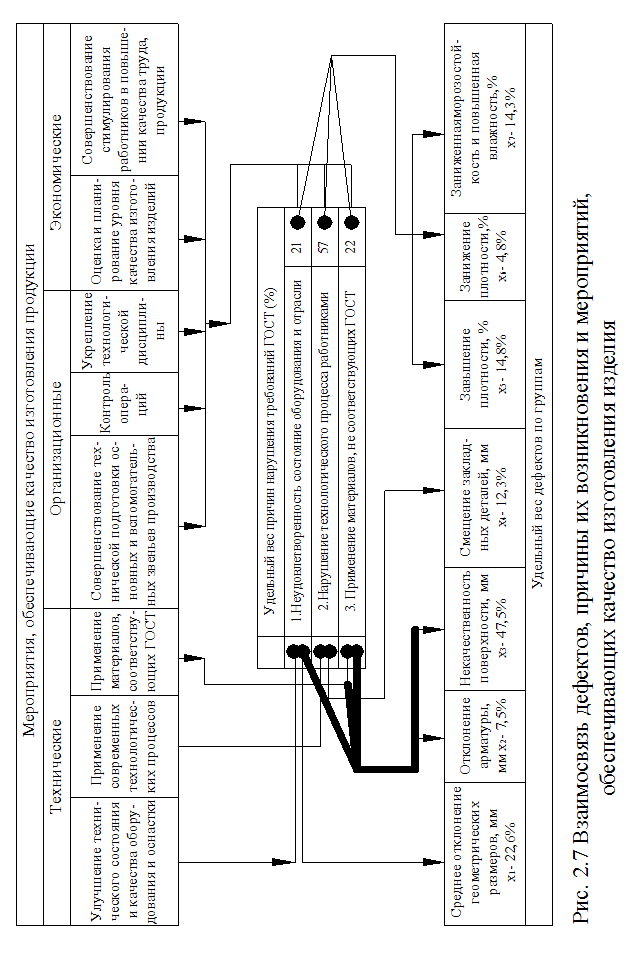
Наибольший удельный вес дефектных изделий приходится на изделия, имеющие группы дефектов х1, х2, х3, х4, х5, . Результаты контроля качества изготовления изделий показывают, что по всем контролируемым параметрам не соблюдены требования ГОСТа. Большой удельный вес дефектных изделий является основой для контроля качества работ по технологическим процессам и составления проекта плана разработки и очерёдности внедрения организационно-технических мероприятий по обеспечению уровня качества изготовления конкретных видов продукции. Это имеет немаловажное значение из-за ограниченности ресурсов предприятия, которая не позволяет обеспечить одновременно нормативный уровень качества всех видов изделий. Отношение выявленных в результате контроля дефектов в группах ко всему объёму контролируемых изделий позволило установить, что среднее отклонение геометрических размеров от допуска ГОСТ отмечено у 22,6 % изделий; некачественность поверхности — 47,5 %; увеличение плотности — 14,8 %; смещение закладных деталей - 12,3 %; заниженная прочность — 4,8 %; оголение арматуры - 7,5 %; повышенная влажность и заниженная морозостойкость - 14,3 %.
Анализ данных контроля показал, что основными причинами дефектов в выпускаемой продукции являются неудовлетворительное техническое состояние оборудования, нарушение технологического процесса работниками и применение материалов, не соответствующих ГОСТу.
Удельное содержание каждой причины в процентах от общего количества нарушений определялось отношением числа дефектов по данной причине к общему числу дефектов (табл. 2.3).
Таблица 2.3. Распределение нарушений требований ГОСТ по причинам
| Основные причины нарушений | Год | ОБД | Нарушение по причинам (Р), % |
| Применение материалов не соответствующих ГОСТ | 2001 | 22 | Р = 22 |
| Нарушение технологического процесса работниками | 2001 | 57 | Р = 57 |
| Неудовлетворительное техническое состояние оборудования и оснастки | 2001 | 21 | Р = 21 |
Как видно из таблицы, для заводов железобетонных изделий преобладающими являются нарушения по первой и второй группам причин.
Взаимосвязь дефектов и причин их возникновения приведена на рис. 2.7.
Низкое качество и неудовлетворительное состояние оборудования и оснастки часто обусловлено тем, что срок службы форм намного превышает нормативный, поэтому первая группа причин имеет наибольший процент в таблице распределений нарушений требований ГОСТа на заводе и составляет в среднем 22 %. Также обращает на себя внимание нарушение технологического процесса (часто не соблюдаются ремонтные циклы форм, режим ремонта дозаторов, что приводит к нарушениям и отклонениям в изготовлении изделий и конструкций и т.д.). Нарушение технологического процесса составляет 57 % .
Таким образом улучшение качества изготовления железобетонных изделий может быть обеспечено выполнением обширного комплекса мероприятий, охватывающего все стадии технологического процесса и приведение в должное состояние технологического оборудования и оснастки. Третью группу причин составляют строительные материалы, несоответствующие ГОСТ. Так, песок не соответствует по модулю крупности и проценту фракции, крупный заполнитель на фракции не разделён. Сырьё выгружается часто на открытые площадки.
Применение песка с повышенной влажностью и крупного заполнителя со следами воды приводит к нарушению дозировки и, следовательно, к ухудшению качества изготовления изделий, к дополнительному расходу цемента.
На уровень качества изготовления изделий влияет и то, что потребность и обеспеченность в местных строительных материалах удовлетворяется не в полном объёме. Это вынуждает предприятия железобетонных изделий использовать материалы, не соответствующие ГОСТу.
Использование материалов, не соответствующих ГОСТам, по ряду заводов составляет в среднем 21 %. Некачественно выполненные изделия и конструкции, кроме затрат на исправление допущенных дефектов, перерасхода материальных, денежных и трудовых затрат, влекут за собой в дальнейшем увеличение расходов на ремонт зданий уже с первого года их эксплуатации. В период эксплуатации зданий на поверхности фасада появляются дефекты, которые ведут к нарушению отделочного слоя и конструкции самого изделия. Эти дефекты подразделяют на общие и местные. Общие дефекты образуются в результате нарушений технологии производства строительных, конструкций изделий, а также производства отделочных работ.
При использовании в качестве заполнителя мелкого загрязненного песка получается раствор плохого качества, в результате в 4-5 раз повышается усадка раствора в облицовочном слое и на поверхности появляются трещины.
Недостаточная толщина отделочного слоя при дальнейшей обработке поверхности (например, осадки) ослабляет прочность сцепления раствора с заполнителем и приводит к выпадению крупного заполнителя во время монтажа либо в период эксплуатации. Неправильное положение арматурной стали, т. е. расположение её на малом расстоянии от облицовочного слоя, приводит к появлению ржавых пятен, позволяет проникать влаге и вызывает деформации отделочного слоя, пористость панелей.
К наиболее распространённым видам повреждений и разрушений относятся микроскопические трещины на поверхности и более крупные сквозные в отделочном слое. Образованию микротрещин способствует плохое перемешивание компонентов раствора во время изготовления изделий. Под влиянием влаги температурных изменений отделочный слой коробится и отваливается. Качественное изготовление изделий и конструкций значительно влияет на: сокращение стоимости отделки зданий сооружений; трудоемкость; расход основных материалов; число ремонтов и их стоимость.
Глава 3. Улучшение деятельности в процессах
Похожие работы
... и степень самооценки необходимо планировать исходя из целей и приоритетов организации. Метод самооценки, приведенный в приложении А, направлен на установление степени результативности и эффективности внедрения системы менеджмента качества в организации. Некоторые преимущества применения метода самооценки, данного в приложении А, заключаются в том, что он: - прост для понимания; - легок при ...


... О – отвечает за выполнение работ по своему направлению деятельности; У – участвует в выполнении работ; П – получает информацию. Определение состава процессов системы менеджмента качества предприятия осуществляет директор. За каждым процессом (подпроцессом) закреплен ответственный и участник. Руководитель процесса – должностное лицо предприятия, несущее ответственность за результативность ...
... . Это снижение, в основном, происходит за счёт уменьшения дефектов и брака в процессе производства строительно-монтажных работ и затрат на их ликвидацию. 3. Исследование эффективности системы менеджмента качества и разработка методики ее оценки в ООО «Нефтегазинжиниринг» 3.1 Зарубежный опыт оценки эффективности системы менеджмента качества Современный этап развития научно-технического ...
... реорганизации предприятия, объединении с другими хозяйствующими субъектами, либо ликвидации отдельных производств и др. 1.3 Особенности проектирования систем управления качеством продукции Для каждого предприятия качество продукции является важным условием повышения конкурентоспособности. Данное обстоятельство заставляет предприятия основательно переосмыслить внутрипроизводственные процессы ...
0 комментариев