Навигация
Статистическое регулирование технологического процесса
50386
знаков
1
таблица
0
изображений
8. Статистическое регулирование технологического процесса
Под статистическим регулированием технологического процесса понимают корректировку параметров процесса по результатам выборочного контроля параметров продукции для технологического обеспечения требуемого качества. Статистическое регулирование заключается в том, что на основании данных о состоянии процесса в предшествующие моменты времени прогнозируется его состояние в будущем и, в случае необходимости, осуществляется управляющее воздействие.
Известно, что характеристики продукции в ходе производства меняются в определенных пределах. Точно предсказать эти изменения нельзя, однако, если объединить данные об отдельных операциях, возможно составить представление о процессе в целом. Выполняемые операции при этом должны находиться в статистически управляемом состоянии, т.е. процесс должен быть стабилен и вероятность попадания показателя качества в определенные пределы должна быть предсказуема.
Элементам технологической системы свойственны случайные и систематические погрешности. Случайные погрешности внутренне присущи любым процессам и не могут быть уменьшены или устранены без дополнительных организационно-технических мероприятий (замена оборудования, изменение производственных навыков оператора и т.д.). Систематические погрешности не вытекают из сущности процесса, они могут быть вскрыты путем контроля и уменьшены до обоснованного минимума настройкой системы.
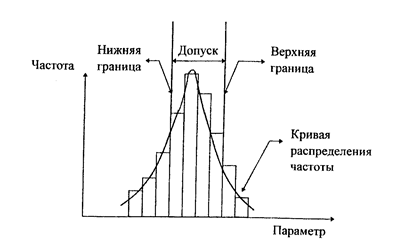
Рекомендуется проводить регулирование процессов, коэффициент рассеивания которых лежит в пределах Кр = 0,75…0,85, т.е. погрешности операций укладываются в поле допуска на показатель качества.
Основное техническое средство статистического регулирования – контрольная карта, на которой отмечают значения регулируемой характеристики с смежных выборках. Обычно контрольную карту строят на бланке с сеткой. По вертикали откладывают статистическую характеристику регулируемого параметра, а по горизонтали – время или номер контрольной пробы. На карту наносят горизонтальную центральную линию регулирования, соответствующую среднему значению регулируемой характеристики при правильной наладке процесса (центр настройки) и границы регулирования – линии ограничивающие область значений регулируемого параметра, соответствующую удовлетворительной наладке технологического процесса.
Регулирование может проводиться по количественному и по альтернативному признаку.
При регулировании процесса по количественному признаку обычно используют карты средних арифметических Х, медиан Х, среднеквадратичных отклонений S и размахов R.
Контрольные карты средних арифметических и медиан применяют как для одностороннего, так и для двухстороннего регулирования. Их целесообразно применять в процессах, для которых разладка характеризуется смещением настройки, а рассеивание мало изменяется (например, при механической обработке). При этом метод средних арифметических предпочтителен в случае сложных настроек операций и жестких допусков, а метод медиан – когда имеется запас точности оборудования. Метод средних требует меньших объемов выборок (примерно в 1,6 раза), но более трудоемок, чем метод медиан.
Методы среднеквадратичных отклонений и размахов применяют для регулирования процессов разладка которых характеризуется наибольшим увеличением рассеивания контролируемого показателя. Нередко для регулирования технологических процессов используют комбинированные контрольные карты.
При регулировании процесса по альтернативному признаку каждую единицу продукции относят к категории годных или дефектных, а решение о настройке процесса принимают в зависимости от количества обнаруженного количества дефектных единиц или дефектов. Такое регулирование иногда называют регулированием по принципу "хорошо – плохо". Для регулирования по альтернативному признаку используют контрольные карты доли дефектности Р, числа дефектных единиц nР, числа дефектов С и среднего числа дефектов U.
Карты доли дефектности (Р – карты) применяются для выборок одинакового и разного объема. На карту наносят значения Р =nдеф / N.
При постоянном объеме выборки можно пользоваться картой числа дефектных единиц nР.
Если в процессе изготовления продукции появляются дефекты, случайно распределенные по длине, площади или объему продукции, следует применять карты числа дефектов ( С – карты). Если объем выборок при этом непостоянен, то вместо С – карты целесообразно воспользоваться картой среднего числа дефектов. Среднее число дефектов в этом случае определяют как отношение количества дефектов в выборке к объему этой выборки U =nдеф / N.
Примеры построения и использования контрольных карт приведены в разделе, посвященном статистическим методам управления качеством.
Под статистическим регулированием технологического процесса понимают корректировку параметров процесса в ходе производства с помощью выборочного контроля изготавливаемой продукции для обеспечения требуемого качества и предупреждения брака.
При статистическом регулировании решение о вмешательстве в процесс для корректировки его параметров принимается на основе анализа значений каких-либо статистических оценок показателей качества (среднее арифметическое, медиана, размах и др.). Чаще всего статистическое регулирование процессов изготовления штучных изделий осуществляют для отдельных технологических операций. Выполняемые операции при этом должны находится в статистически управляемом состоянии, то есть должны поддаваться статистическому регулированию, а вероятность попадания значений показателя качества в определенные пределы должно быть предсказуемо.
Статистическое регулирование можно осуществлять как по качественным (доля бракованных изделий, число дефектов), так и по количественным показателям.
Простым и полезным средством обнаружения разладки процесса являются контрольные карты. Главная цель их применения - своевременное выявление ухудшения характеристик технологического процесса. Важно, чтобы данные по результатам контроля наносились на карту возможно скорее после извлечения выборки. Это позволяет своевременно обнаружить нарушение процесса.
Впервые контрольные карты были предложены в 1924 году У.Шухартом с намерением отделить случайную вариацию от вариаций, обусловленных определенными причинами.
Качество промышленной продукции в процессе производства неизбежно подвержено изменениям. Для таких вариаций имеются различные причины, которые можно разделить на две группы.
Случайная причина. Вариации обусловленные случайными причинами необходимы. Они неизбежно встречаются в любом процессе, даже если процесс проводится с использованием стандартного сырья и самых точных методов. Исключение таких вариаций непрактично да и невозможно.
Определенная причина. Вариация, обусловленная определенной причиной означает, что существуют факторы, требующие изучения. Таких воздействий можно избежать и нельзя упускать такую возможность. Бывают случаи, когда изменения в процессе вызваны несоблюдением стандартов или грубым нарушением режимов. Такие вариации можно обнаружить на контрольных картах.
Похожие работы
... УНИВЕРСИТЕТ ЭКОНОМИЧЕСКИЙ ФАКУЛЬТЕТ Кафедра экономики предприятий и предпринимательской деятельности Д И П Л О М Н А Я Р А Б О Т А На тему: Сертификация систем управления качеством продукции (на примере ВАСО) Специальность 061100 “Менеджмент” Вечернее отделениеЗав. кафедрой ...
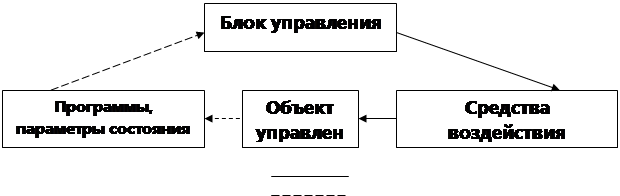
... прямая связь Условные обозначения: обратная связь Рисунок 2. Схема управления качеством продукции Почему необходимо деление на факторы и условия? Что оно нам дает? Реально изменяют свойства сырья и исходных материалов до заданного уровня качества средства производства и труд. На их возможностях сказываются условия ...
... работа по планомерному увеличению надежности выпускаемых изделий. В начале 70-х годов на передовых предприятиях Львовской области на основе внедренных систем была разработана комплексная система управления качеством продукции (КС УКП), которая включила в работу по повышению технического уровня и качества продукции все звенья предприятия. Основой функционирования КСУКП являлись стандарты ...
... , позволяющие лучше осознать и организовать весь процесс. В отношении управления качеством продукции следует выделить как минимум следующие категории: Объект управления – качество продукции. Иногда в качестве объекта выступает конкурентоспособность, технический уровень или какой либо другой показатель, характеристика. Как объект управления может выступать вся совокупность свойств продукции, либо ...
0 комментариев