Навигация
5. Информационная модель
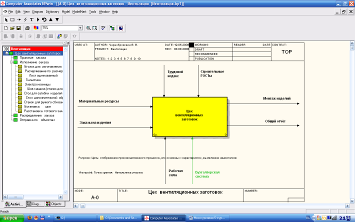
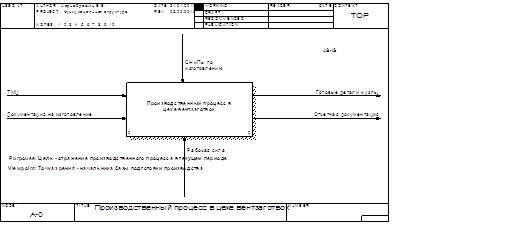
Информационная модель цеха вентзаготовок (AS-IS) отражена на рисунке 3 с помощью Case – средства Bpwin.
Рис.3
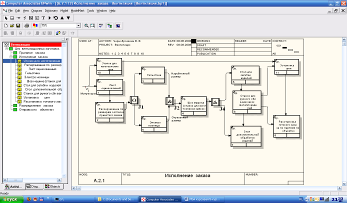
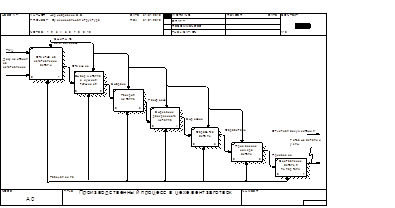
На рис. 4 отражён основной производственный процесс изготовления изделий (заготовок) систем вентиляции и кондиционирования воздуха.
Рис. 5 Декомпозиция модели “Изготовление заказа”.
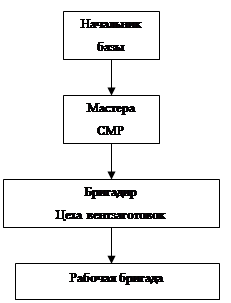
7. Функциональная структура АРМ мастера СВ и КВ (кабинет начальника производственной базы)
Автоматизированное рабочее место мастера систем вентиляции и кондиционирования воздуха (СВ и КВ) представляет собой парк вычислительной техники из пяти единиц: три персональных компьютера, сканер, копировальный центр. Из средств коммуникации: тел/факс, спутниковый телефон, коммутатор 3com, локальная местная вычислительная сеть топология “звезда” представляет собой кабель, витая пара. На персональных компьютерах установлены сетевые карты, работающие, со скоростью 100 М/бит в секунду. Сетевым протоколом для передачи данных является TCP/IP (Nransmission Protocol/Internet Protocol). Для управления локальной сетью используется сервер, который находится в отдельной комнате - серверной. Данный сервер служит контролером домена и используется в качестве файл-сервера, сервера баз данных, сервера приложений.
8. Технико-экономическое обоснование
В повседневную работу мастера входит такая деятельность как, обработка информации связанной с изготовлением вентзаготовок. Не смотря на то, что АРМ мастера оборудовано ПК и оргтехникой, большинство рутинной работы с бумажными документами происходит в ручную. Вследствие чего значительно увеличивается время работы, а соответственно затраты. В таблице 3 показаны основные технико-экономические показатели обработки информации: затраты на обработку информации в ручную и машинную, экономическую эффективность.
Рассчитаем затраты на внедрение Информационной системы, позволяющей оптимизировать систему обработки бумажной документации, и уменьшить временной период на такую обработку.
Таблица 3
| Технико-экономическое обоснование разработки ИС "Производственный процесс" | |||||||
| Наименование документа | Наименование операции | Время обработки в ручную 1-го документа | Затраты в руб. на 1 документ | Время обработки на ПК | Затраты в руб. | Количество поступлений док-тов в мес. | Эконом эф-т от экономии времени |
| Заявка на изготовление деталей (вентзаготовок) | Формирование по партиям, распределение партий по объектам монтажа | 1 час 40 мин | 347,21 | 20 мин | 70,8 | 20 | 5528,2 |
| Отчет по израсхо дованному материалу | Составление отчетности в журнале учета материалов | около 2 часов | 416,66 | 45 мин | 158,55 | 4 | 1032,44 |
| Отчет о рабочем времени на изготовление деталей | Отчет о проделанной работе за 1 раб день | 30 мин | 104,16 | 8 мин | 28,36 | 30 | 2274 |
| Отчет по объему изготовленных деталей в м2 | Составление еженедельной отчетности о сделанных объёмах | около 2 часов | 416,66 | 40 мин | 139,83 | 1 | 276,83 |
| Итого: | 9111,47 | ||||||
Как видно из таблицы 3 ежемесячная экономия составит более 9-ти тысяч рублей. Соответственно за год она будет 109337,64 руб. В результате внедрения ИС повысится производительность труда мастеров, что позволит значительно сократить время обработки информации.
Таблица 4
| Затраты на разработку информационной системы | ||||
| Зарплата разработчику ИС полставки | Затраты на материалы | Затраты на электричество | Накладные расходы | Итого |
| 22 500 руб. | 2 280 руб. | 850 руб. | 2500 руб. | 28 130 руб. |
Срок окупаемости ИС = 28 130/9111,47= чуть более 3 месяцев, что почти не ощутимо.
На основе выше изложенных недостатков и анализе АРМ мастера СВ и КВ было принято решение написать однопользовательскую информационную систему включающую в себя:
Информационную базу СУБД “Производственный процесс”
Техническое задание на ИС “Производственный процесс”
Закодировать информацию
Построить ТСП (TO – BE) производственного процесса
Для построения СУБД была выбрана – локальная реляционная СУБД (Access), для которой разработано техническое задание.
Тема ТЗ автоматизация процесса управления СУБД, вычисление площади заготовок, отходов и их рациональное использование, построение удобного интерфейса
Похожие работы





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...
... данной предметной области и согласованные с заказчиком системы; · Структура процесса сбора, обработки и передачи данных в ИС должна соответствовать процессам, которые выполняются на рабочем месте мастера строительно-монтажных работ. Внутримашинная информационная база представляет собой физически реализованную базу данных. Носителем данных является жесткий диск, на котором находится СУБД ...
... тракторов МТЗ 80/82. В основном производственном корпусе помещается оптимальное количество ремонтируемых агрегатов при производственной программе в 10000 тракторов. В агрегатноремонтном цехе производится ремонт и модернизация следующих узлов трактора МТЗ – 80/82: коробка передач (КП) механическая, ступенчатая с шестернями по- стоянного зацепления, переключение переда внутри диапазонов с ...
... , то установка на подстанции компенсирующих устройств экономически оправдана. 3.9 Основные технико-экономические показатели системы электроснабжения механического цеха Основные технико-экономические показатели системы электроснабжения цеха приводятся в таблице 3.8. Таблица 3.8 – Основные технико-экономические показатели Показатель Количественное значение Численность промышленно- ...
0 комментариев