Раздел. Организационная часть
Техническая характеристика сушилки ленточной
Правила эксплуатации, основные неисправности и их
ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ
Испытание под нагрузкой
Стропальные работы по ремонту технологического
Проф.заболевания и способы защиты от них
Основные средства тушения пожара
Навигация
Раздел. Организационная часть
Ленточная сушилка
81173
знака
6
таблиц
0
изображений
2. Раздел. Организационная часть.
2.1 Организация рабочего места слесаря-ремонтника.
Рабочее место – участок производственной площади, закрепленный за определенным рабочим, имеющее необходимое оборудование, приспособления и инструменты. От правильной организации рабочего места в значительной степени зависят качество и производительность обработки. Выработаны следующие положения научной организации рабочих мест при выполнение слесарных работ.
Высота установленного на рабочем месте верстака должна обеспечить наиболее удобную позу для каждого работающего.Предметы труда и инструменты необходимо располагать в зоне досягаемости вытянутых рук, чтобы исключить лишнее движения. Для человека среднего роста оптимальная зона досягаемости в горизонтальной плоскости- 350мм для каждой руки, наибольшая- 500мм без наклона корпуса и 600мм с наклоном корпуса на 30°(рис. ). Удобная зона в вертикальной плоскости – 1000…1600мм.
Предметы труда должны располагаться в строго определенном порядке и на одном месте, это вырабатывает автоматизм в движениях, уменьшает напряжения и утомляемость, дает возможность использовать обратные движения рук: положив один предмет, рабочий при обратном движении руки может взять и переместить другой предмет. На рабочем месте не должно быть ничего лишнего. Не следует допускать скученности или разбросанности предметов. Нужно стремится, чтобы расстояние обрабатываемого предмета от глаз рабочего составляло примерно 450мм по вертикале.
Заготовки и детали рекомендуется располагать на подставках, так как поднимать предметы труднее, чем опускать.
Инструментальные шкафы и верстаки должны иметь выдвижные ящики. В ящиках инструменты следует укладывать только в один ряд в предназначенные для этого места. Рекомендуется иметь в слесарных верстаках четыре ящика высотой 50,75 и 150мм, располагая в верхних ящиках инструменты, в нижних (глубоких)- приспособлений.
Освещенность рабочих мест должна отличаться постоянством, равномерным распределением яркости, отсутствием слепящего действия. Лучшее освещение – дневное. При искусственном (лучше люминесцентном) освещении освещенность должна составлять 500 лк в механических цехах и 2000лк – на лекальных, полировочных работах и доводке.
Чтобы обрабатываемая деталь лучше выделялась и меньше утомлялся глаз, рекомендуется места, где располагаются стальные и чугунные детали, окрашивать в светло-кремовый цвет. Для меди и ее сплавов, пластических масс наиболее благоприятным фоном считают темно-серо-голубой, для алюминия и легких сплавов – темно-кремневый.
Оборудование рекомендуется окрашивать в желтый, зеленый цвета или их сочетания с выделением отдельных мест: кнопки<<СТОП>>окрашивают красным, <<ПУСК>> зеленым или черным, движущиеся части механизмов и электрооборудование – красным или оранжевым цветом.
На рабочем месте должны соблюдаться чистота и порядок. В течение рабочего дня необходимо соблюдать режим труда и отдыха. Для этого рекомендуется делать 5…10-минут перерыва, используя их для производственной гимнастики.
2.2. Инструмент, оборудование и приспособления, применяемые при ремонте.
Вспомогательный инструмент (приспособления)
Ременная передача одна из видов гибкой передачи, они служат для передачи крутящегося момента и оборотов от одного вала к другому на расстояние с помощью сил трения. По сравнению с другими видами механических передач они позволяют бесшумно и просто передавать крутящийся момент, достаточно точно в широком диапазоне скоростей, мощностей.
Приспособление для контроля натяжения ремней (рис.2)
Натяжение ремней регулируют специальными устройствами, как правило, имеющимися в мереных передачах (рис.3 а, б), а контролируют натяжением, показанным на рис.2. Для контроля натяжения ремней отводят установочное кольцо 2 в исходное положение до упора в планку 1. Затем приспособление прикладывают бортиками 10 к ветви ремня 9, располагая примерно по середине длины между осями валов. Нагружают ветвь посредством колпачка 5 с защитной насадкой 4, пружины 6 и стержня 3. При нагружении следят, чтобы торец колпачка совмещался с определенным значением (кг/с) на шкале 7. При этом стержень, перемещаясь в отверстие планки 1, образует стрелу прогиба ветви ремня, по которой судят о состояния натяжения. Высоту стрелы прогиба определяют в мм. по показанию на шкале 8, на котором остановилось кольцо 2 при нагружении ветви.
Если стрела прогиба менее нормы, Р ослабляют и, наоборот, при большой стреле натяжение увеличивают.
2.3 Материалы, применяемые в ремонтном деле.
Назначение и виды притирки
Притирка и доводка — окончательные операции. Они обеспечивают обработку с точностью до 0, 0001 мм при высоте неровностей на поверхности до 0,025 мкм.
Притиркой называется операция по обработке поверхностей порошками абразивных материалов или паст для получения наиболее плотного прилегания поверхностей. Притирка применяется для получения плотных, герметичных соединений в клапанах, кранах, плунжерах, пробках, золотниках и подобных деталях. Доводка — чистовая, отделочная операция, обеспечивающая получение точных размеров и формы изделия, высокой чистоты поверхности. Доводке подвергаются рабочие поверхности очень точных деталей
Абразивные и смазочные материалы для притирки
Абразивным и материалам и называются вещества естественного или искусственного происхождения, предназначенные для обработки металлов.
Абразивные порошковые материалы различаются по размерам зерен, определяемым номером зернистости. Они подразделяются на три группы: шлифзернос номерами зернистости 200, 160, 125, 100, 80, 63, 50, 32, 25, 20 и 16; шлиф порошки (номера 12, 10, 8, 6, 5, 4 и 3) и микропорошоки М63, М50, М40, М28, М20, М14, М10, М7 и М5. Номер зернистости для шлиф зерна и шлиф порошков указывает, размер зерен в сотых долях миллиметра. В обозначении микропорошков число определяет размер зерен в микронах. Из шлиф зерна изготавливают шлифовальные круги и бруски, шлифовальную шкурку. Мелкозернистые и тонкозернистые инструменты для шлифовки и доводки делаются из шлиф порошков и микро порошков. Различают также твердые абразивные материалы, имеющие твердость, большую твердости закаленной стали, и мягкие, у которых твердость меньше, чем у. закаленной стали.
К твердым естественным материалам относятся минералы, содержащие окись алюминия А120з — корунд естественный Е и наждак Н; окись кремния ЯОк — кварц Кв и кремень Кр; алмаз А. Искусственные твердые абразивные материалы получаются в электропечах. К ним относятся: электрокорунд нормальный (обозначается 1А), злектро-корунд белый (2А), электрокорунд хромистый (3А), моно корунд (4А), карбид кремния (карборунд) зеленый (6С), карбид кремния черный (5С), карбид бора (КБ), кубический нитрид бора (КБН), эль бор (Л), алмаз синтетический (АС).
Ммягкие абразивные материалы являются окислами различных металлов. К ним относятся порошки окисей хрома, железа (крокус), алюминия.
Из твердых абразивных материалов для притирки стали применяются порошки электрокорунд нормального, белого и хромистого, моно корунда; для обработки чугуна и хрупких материалов — карбид кремния; для спеченных твердых сплавов и других, трудно обрабатываемых материалов — порошки карбида бора, синтетических алмазов.
Мягкими абразивными материалами притирают отожженную сталь, чугун, медные и алюминиевые сплавы.
Для грубой притирки применяются абразивные шлиф порошки зернистостью 5...3, для предварительной притирки - микро порошки М28, М20 и М14 и для окончательной притирки микро порошки М10, М7 и М5.
Широко применяются для притирки и доводки абразивные и алмазные пасты, представляющие композиции из абразивного материала и различных растворителей и химических реагентов.
Аалмазные пасты (обозначаются буквами АП и числом, указывающим размер зерен в микронах) подразделяются на четыре группы: крупную для грубой обработки (размеры зерен 0,06...0,1 мм), среднюю для предварительной доводки (размеры зерен 0,002...0,04 мм), мелкую для окончательной доводки (размеры зерна 0,007...0,014 мм), тонкую для тонкой доводки (размеры зерна 0,00'1...0,005).
Абразивным материалом в пасте ГОИ (Государственного оптического института) является окись хрома, растворителями и химическими реагентами — керосин, стеарин, силикагель, расщепленный жир, олеиновая кислота, двууглекислая сода. Она изготовляется трех сортов: грубая для грубой притирки, средняя — для предварительной и тонкая — для окончательной доводки.
Паста ЛИК состоит из прокаленного глинозема, связующих веществ — парафина и стеарина, олеиновой кислоты и керосина. Она предназначается для тонкой доводки и полировки металлов и других материалов.
Паста на основе электрокорунд с добавлением стеарина, олеиновой кислоты и керосина позволяет доводить и притирать стальные детали и режущие инструменты. В процессе притирки твердыми абразивными материалами обработка ведется путем удаления стружки механическим путем, т. е. за счет процесса резания. В процессе притирки мягкими абразивными материалами имеют дело с химико-механической обработкой: под действием поверхностно-активных веществ образуется тонкая окисная пленка, которая затем удаляется абразивными зернами. Последовательным образованием и удалением окисных пленок обработка ведется до получения нужной точности и шероховатости поверхности.
Смазочные материалы для притирки и доводки ускоряют процесс снятия металла, сохраняют остроту зерен, увеличивают точность и чистоту обработки. Они охлаждают также поверхность детали. Рекомендуются следующие охлаждающе-смазочные жидкости: керосин, легкие минеральные масла, бензин, содовая вода. Для притирки стали и чугуна чаще всего применяется керосин, Добавка в керосин 2,5% олеиновой кислоты и 7% канифоли резко повышает производительность обработки.
3. Раздел. Техническая часть.
3.1 Назначение, устройство и техническая характеристика
ленточной сушилки.
3.1.1. НАЗНАЧЕНИЕ ЛЕНТОЧНОЙ СУШИЛКИ
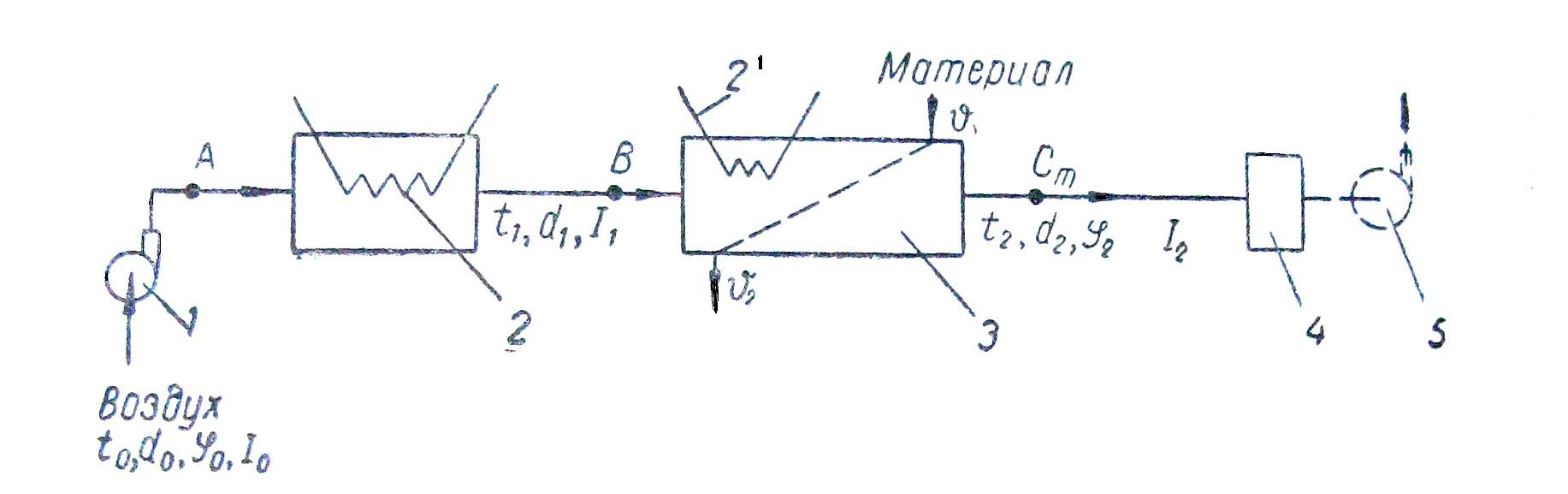
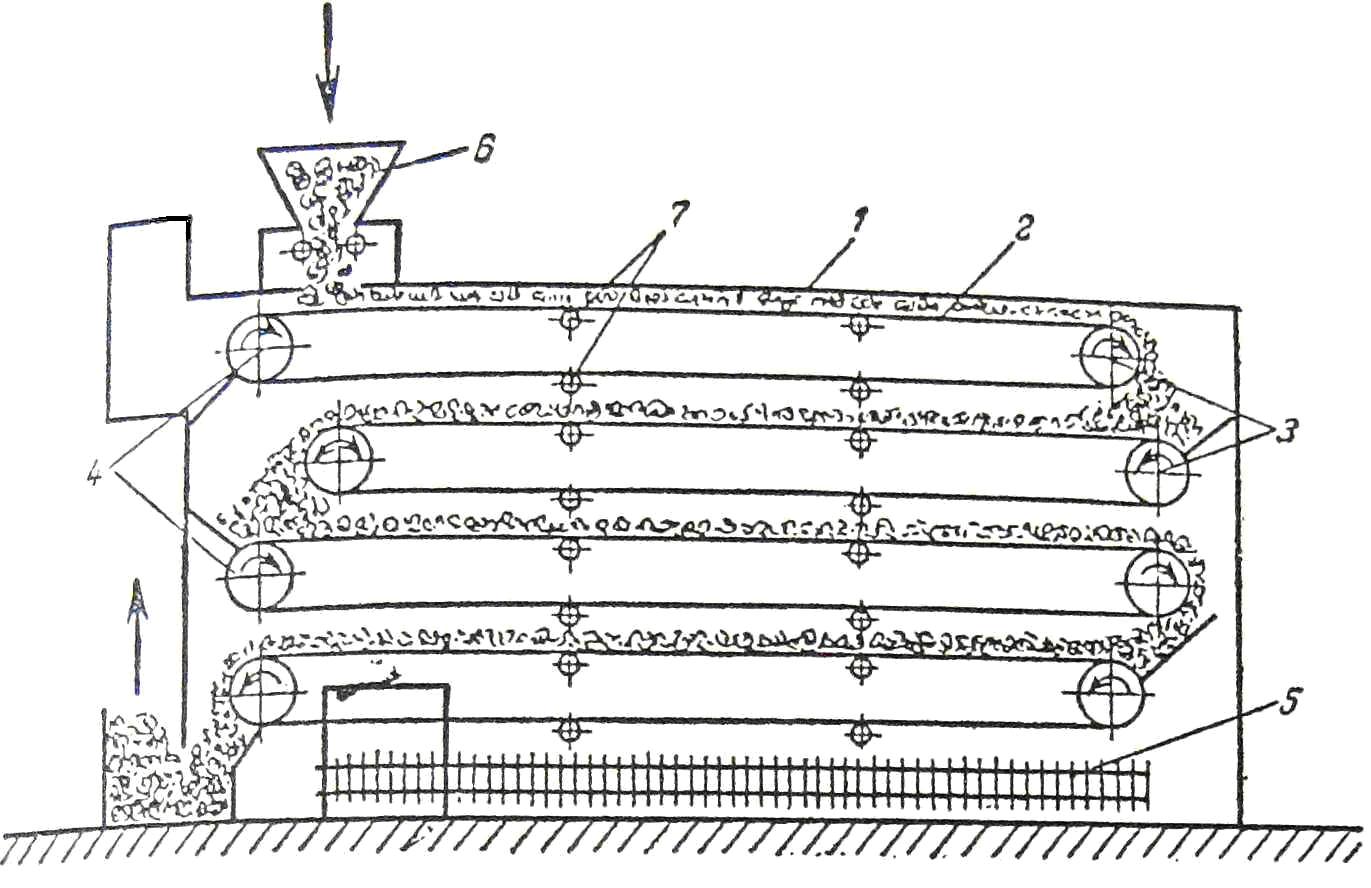
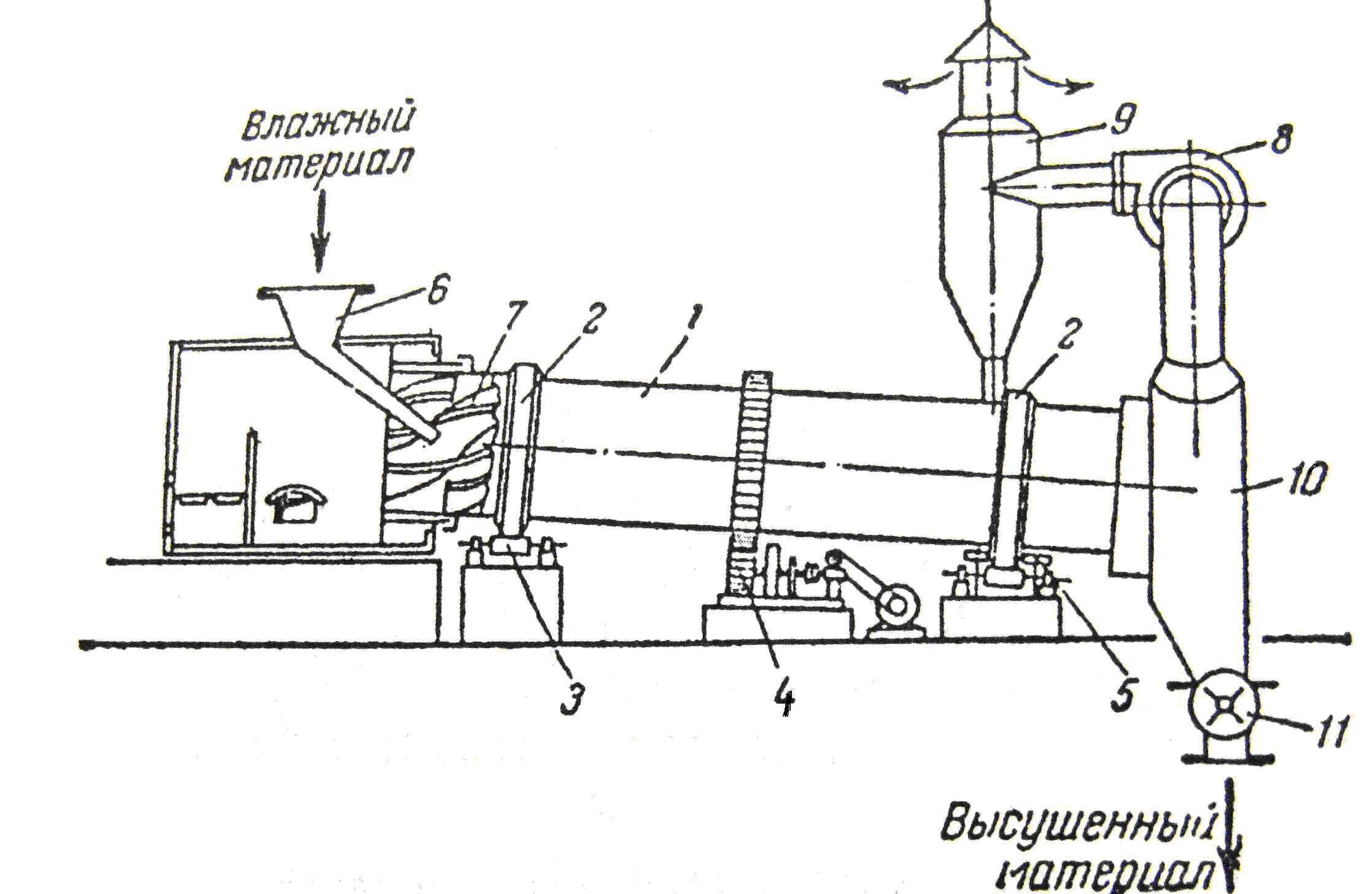
Сушилка ленточная предназначена для сушки пастообразных формующихся материалов с начальной влажностью не более 75%
Материалы, которые в процессе сушки рассыпаются в мелкий порошок, что приводит к их уносу, засорению и просыпанию через перфорационные отверстия в транспортной ленте, сушить не рекомендуется.
Климатическое исполнение и категория размещения сушилки УЧ по ГОСТ 15150-69.
Сушилка поставляется во взрывоопасном исполнении.
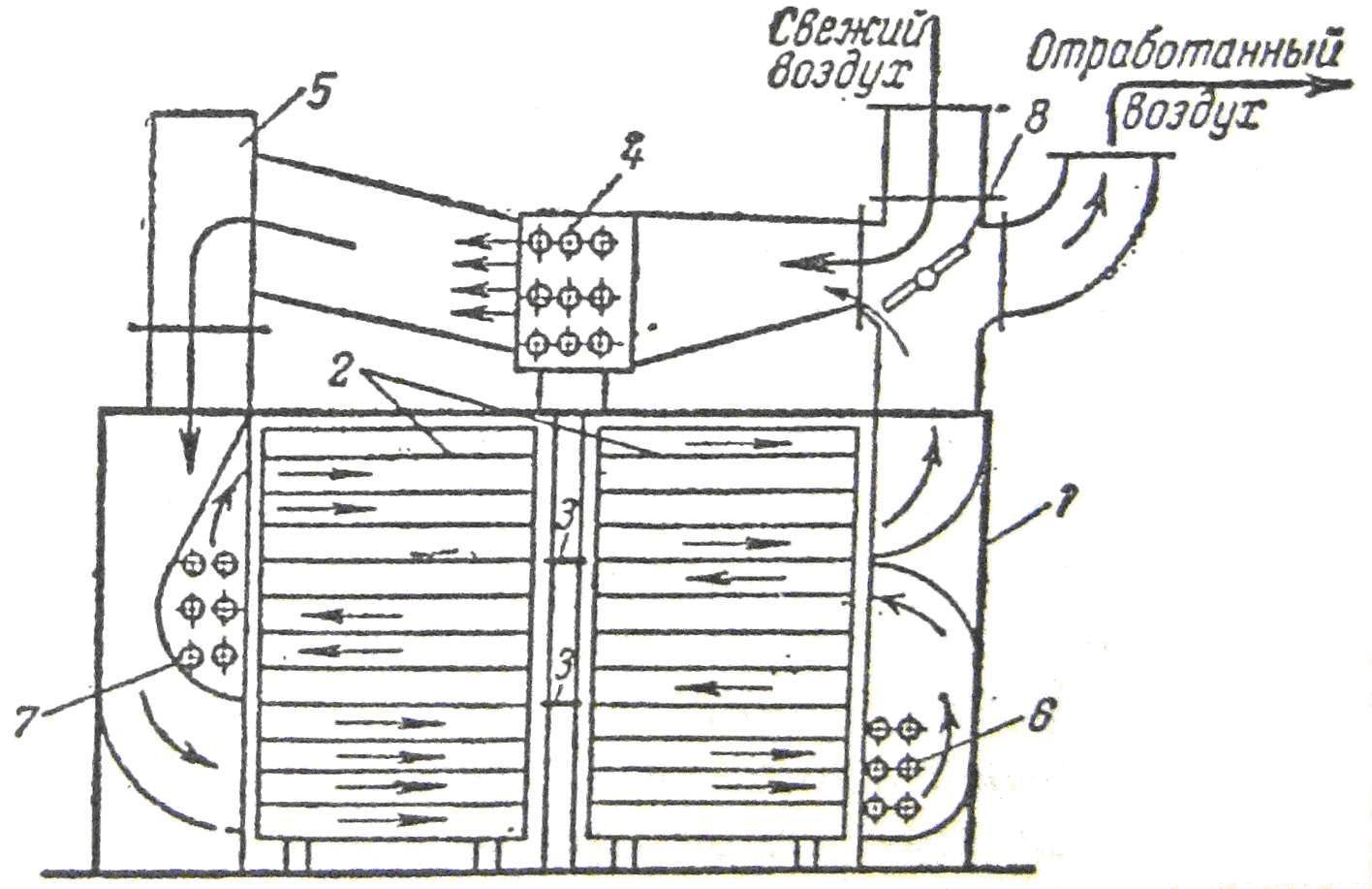
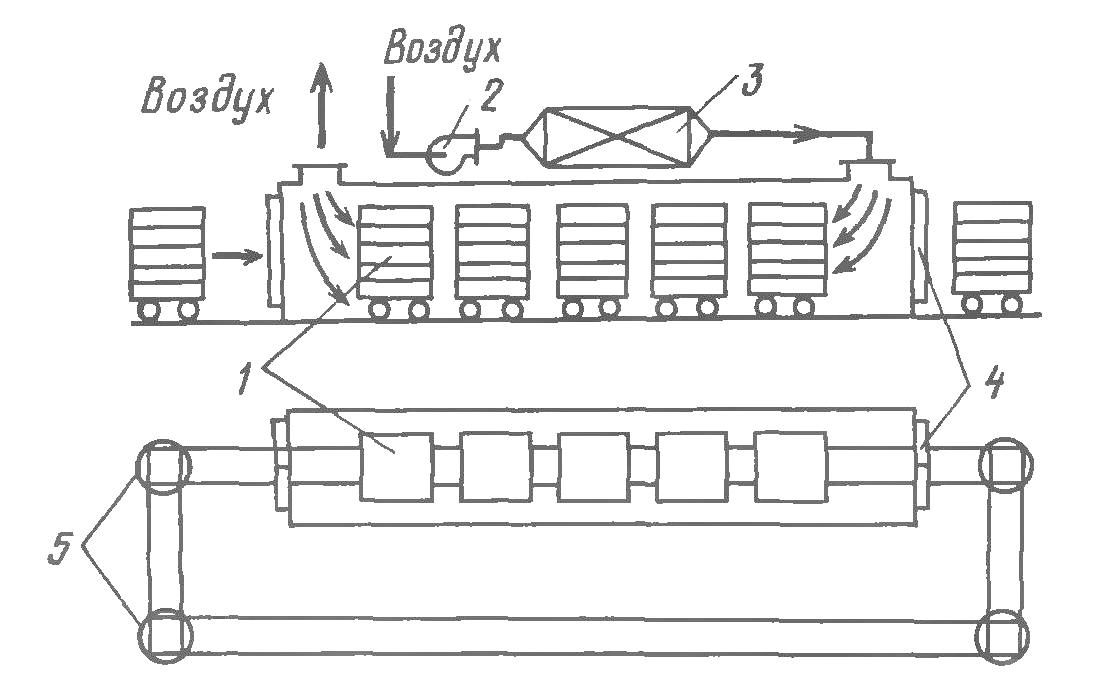
Сушилка позволяет осуществлять полную механизацию и автоматизацию режима сушки и операций загрузки и выгрузки материала при непрерывном процессе сушки.
Сушилка – тепловой агрегат – она может использоваться для сушки различных продуктов, сходных по своим структурно-механическим, теплофизическим свойствам, но различающихся химическим составом, содержанием влаги, ее связью с материалом, допустимой температурой нагрева, временем сушки и т.д.
Похожие работы
... с размещением диафрагмы для контроля расхода общего воздуха можно применить входную диафрагму, устанавливаемую на всасе вентилятора. Методика расчета входных диафрагм нормирована. 3. РАЗРАБОТКА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ ПОЛИДИСПЕРСНЫХ МАТЕРИАЛОВ ВО ВЗВЕШЕННО-ЗАКРУЧЕННОМ СЛОЕ Разработка относится к технике сушки, а именно к способам автоматического управления процессами сушки, и ...
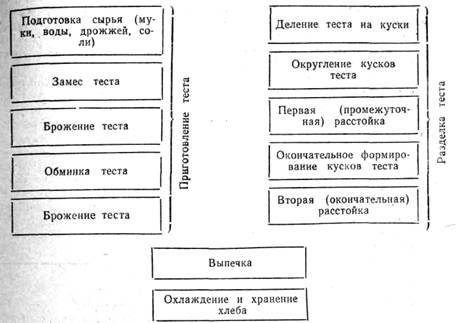
... для каждого сорта хлеба. Нормы необходимы для рационального использования сырья, организации технологического процесса, повышения качества хлеба и борьбы с потерями на различных этапах его производства. Рассчитывают выход по специальным формулам. Процессы, протекающие при хранении комбикормов Комбикорма — более сложные и трудные объекты хранения, чем зерно, мука и крупа. Объясняется это ...
... укреплению отверстий не требуется. Из приведенного расчета – следует что дополнительного укрепления отверстия не требуется. 6. КРАТКАЯ ХАРАКТЕРИСТИКА технологического оборудования Производство катализатора дегидрирования КИМ-1 осуществляется на территории цеха № 2410 завода «Окиси этилена» ОАО «Нижнекамскнефтехим» с использованием действующего технологического оборудования для приготовления ...

... . Данный способ сушки позволяет сохранить основные биологические качества высушиваемых материалов и широко используется в фармацевтическом производстве при получении ферментов, антибиотиков, препаратов крови, иммуннобиологических препаратов и др. сушка сублимация вакуум эвтектическая Применительно к процессу сушки сублимация влажного материала - процесс сушки его в замороженном состоянии ( ...
0 комментариев