Навигация
Анализ описанной ситуации
17353
знака
1
таблица
2
изображения
2. Анализ описанной ситуации
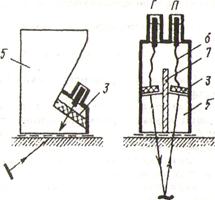
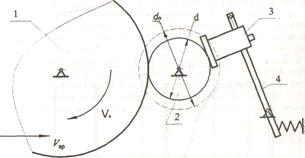
Возникновение вибраций при обработке резанием обусловлено возмущающими силами и свойствами упругой системы (УС) станка. Соотношение между параметрами этих факторов определяет как возможность возникновения вибраций, так и их интенсивность, т. е. амплитуду и частоту. Чтобы учесть геометрические параметры и физико-механические свойства технологической системы (ТС), заготовку следует рассматривать как упругое тело с непрерывно распределенными массовыми и деформационными характеристиками. При таком подходе подразумевается, что тело состоит из бесконечного числа частиц. Для того чтобы указать положение каждой частицы (точки) тела, требуется ввести бесконечное число координат перемещений; поэтому такая УС обладает бесконечным числом степеней свободы.
Для получения адекватного аналитического описания виброустойчивости процесса лезвийной обработки нежесткого вала следует учитывать взаимное влияние поперечных и крутильно-продольных колебаний элементов ТС и параметров режима резания. При этом необходим расчет мгновенных значений параметров упругих колебаний (продольных, крутильных и поперечных в вертикальной и горизонтальной плоскостях), которые в свою очередь, вызывают изменение геометрических параметров срезаемого слоя и скорости резания. Следует также иметь в виду, что любые упруги перемещения заготовки относительно инструмент приводят к изменению мгновенных значений составляющих силы резания.
3. Разработка обобщённого технического решения
Существует множество способов борьбы с вибрациями технологического оборудования:
- снижение вибраций воздействием на его источник;
- отстройка от режима резонанса;
- вибродемпфирование;
- динамическое гашение вибраций;
- виброизоляция.
На основании этого проведём поиск информации и сделаем вывод о применимости каждого из методов в нашем случае.
4. Поиск информации
Задачей данного этапа является обеспечение достаточной полноты и достоверности исследования путем тщательного отбора и анализа патентно-технической информации.
В качестве источника информации принимает следующую техническую литературу:
- журнал «Датчики и системы»
- журнал «Новое в Российской электроэнергетике»
- книга «Электоавтоматика станков»
- книга «Полупроводниковые позиционно-чувствительные фотоприёмники. – «Оптико-механическая промышленность»
- книга «Фотоэлектрические измерительные системы». М., «Энергия»
- книга «Контроль деталей, обработанных на металлорежущих станках» М., «Машиностроение»
- книга «Контроль и оценка круглости деталей машин» Москва 1974 г.
- книга «Активный контроль в машиностроении» И. «Машиностроение»
- патентные технологии фирмы TESTO
- патентные технологии фирмы «Измерительные технологии» датчик токовихревой ит12.30.000
- патентные технологии ООО «Сенсорика»
- разработки и публикации НИИ МВС ТРТУ
- справочная информация «Паспорт прибора ВТБ2-М
- методическое пособие «Бесконтактный контроль геометрических параметров тел вращения»
Просматривая источники информации, отбираем такие документы, по названиям которых можно предположить, что они имеют отношения к исследуемому техническому решению. Сведения о технических решениях, имеющих отношение к ИТР, заносим в таблицу 1.
Табл.1
Научно-техническая документация, отобранная для анализа
| ТР | Название статьи, автора, документа | Краткое содержание |
| 1 | 2 | 3 |
| 1. Оптимизация режимов резания | Анализ частот колебаний технологической системы при точении валов. В.А. Гаврилов | Разработка математической модели определения оптимальных режимов резания при которых автоколебания не будут оказывать существенное влияние на качество детали. |
| 2. Способ с наложением дополнительных тангенциальных колебаний | Методы уменьшения периодической погрешности обработки Прилуцкий В.А. | Способ уменьшения высоты волн заключается в сообщении рабочей части инструмента дополнительных упругих колебаний деформации синхронно основным, естественно развивающимся колебаниям в определенном направлении и с определенным фазовым сдвигом. Анализ траектории движения режущей части инструмента и образующегося профиля волн показывает, что наиболее эффективным направлением является тангенциальное. Началом дополнительных смещений должны быть время и район контакта инструмента и заготовки, соответствующие дню впадины волны |
| 3.Определение АФЧХ упругой системы. | СТИН. 2000 №1 стр. 15 Ю.Н. Санкин, С.Л. Пирожков, Н.Ю. Санкин | Определение амплитудно-фазово-частотных характеристик системы. Разработка оптимального варианта обработки исходя из нее. |
| 4. Энергетический подход | Псевдогармонические колебания при резании металлов Васильев В.С. Васильев С.В. | Выбор оптимальных условий обработки исходя из энергетических характеристик системы. |
| 5. Импульсные воздействия | Электроконтактные приборы Е. И. Педь А. В. Высоцкий | Силы резания снижаются за счет наложения на инструмент ультразвуковых колебаний. При этом изменяются параметры автоколебаний, качество поверхности увеличится. |
Похожие работы
... угла от эталонов к образцовым и рабочим угловым мерам, поверки и градуировки угломерных приборов и специальных угловых мер (шаблонов), а также для непосредственного измерения угловых изделий. По ГОСТу 2875 - 88 "Меры плоского угла призматические. Общие технические условия" предусмотрено пять типов угловых мер (рис. 4.20): меры типа 1 выполнены со срезанной вершиной угла и имеют малые (до 9о) ...
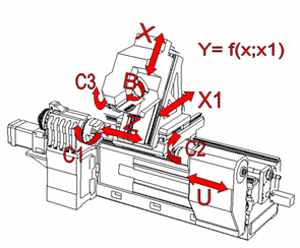
... суппорта, наибольшее перемещение суппорта, шаг нарезаемой резьбы. Для токарной операции выбираем токарно-фрезерный обрабатывающий центр с ЧПУ мод. 1730Ф6, предназначенный для комплексной обработки деталей типа тел вращения На станке возможно выполнение следующих операций: - наружного точения цилиндрических и фасонных поверхностей; - растачивания, сверления, развертывание отверстий соосных ...
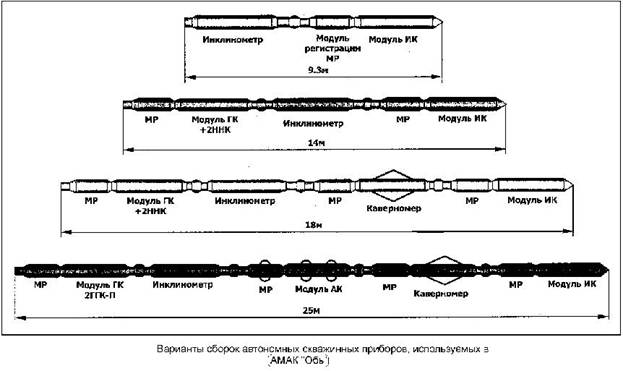




... на скорость бурения. Возникает двойная необходимость регистрации технологических параметров – для оптимизации бурения и для решения геологических задач. Назначение наддолотного модуля, устройство и работа модуля Модуль (рис.3.10.) предназначен для измерения технологических и геофизических параметров непосредственно около долота, в процессе бурения гидравлическими забойными двигателями и передачи ...
... генерального директора — главный инженер ОАО «Научно-исследовательский институт технологии, контроля и диагностики железнодорожного транспорта», кандидат технических наук В.Л. ЛАЗАРЕВ, главный конструктор Проектно-конструкторского бюро локомотивного хозяйства ОАО «РЖД» Н.Ю. ИЛЬЮЩЕНКОВА, начальник сектора неразрушающего контроля Проектно-конструкторского бюро вагонного хозяйства ОАО «РЖД» На ...
0 комментариев