Навигация
Измерения и неразрушающий контроль на железнодорожном транспорте
54203
знака
9
таблиц
5
изображений
Министерство транспорта Российской Федерации
Федеральное агентство железнодорожного транспорта
Государственное образовательное учреждение
Высшего профессионального образования
“Омский Государственный университет путей сообщения”
(ОмГУПС)
Кафедра: Теоретическая электротехника
РЕФЕРАТ
“Измерения и неразрушающий контроль на железнодорожном транспорте.”
Выполнила:
Студентка
ИМЭК 57 к
Куликова Василина Игоревна
Проверил:
Мешкова Ольга Борисовна
Г.Омск
2008 год
Содержание
Введение
I. Ультразвуковая дефектоскопия.
II. Акустико-эмиссионный контроль режимов шлифования.
III. Магнитопорошковый метод неразрушающего контроля.
IV. Визуально-оптический контроль деталей.
V. Методы неразрушающего контроля состояния рельсов.
VI. Неразрушающий контроль при ремонте и техническом обслуживании подвижного состава.
VII. Библиографический список.
ВВЕДЕНИЕ
Современные технологические процессы изготовления продукции машиностроения во многих случаях сопровождаются промежуточным контролем качества изделий. В связи с этим важное значение приобретают неразрушающие методы контроля качества, которые позволяют не только обнаруживать дефекты на поверхности или в толще изделия, но и определять их форму и размеры, а также пространственное положение. Каждый из этих методов обладает определенными преимуществами, что позволяет с большей точностью выявлять те или иные типы дефектов.
Процессы образования и роста дефектов ставят под угрозу возможность безаварийной эксплуатации подвижного состава. Обеспечение безопасности движения за счет своевременного обнаружения заводских и усталостных дефектов в ответственных элементах пути и подвижного состава приносит огромный экономический эффект и служит сохранению человеческих жизней. Решение этой проблемы достигается современными физическими методами неразрушающего контроля.
В настоящее время неразрушающий контроль представляет собой самостоятельную интенсивно развивающуюся на стыке физического материаловедения и технологии отрасль науки и техники, которая находит широкое применение в различных сферах производства и особенно на транспорте.
Практика показывает, что правильная организация контроля, а также умелое использование того или иного метода контроля, разумное сочетание этих методов позволяют с большой надежностью оценить наличие дефектов контролируемых изделий.
I. УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ
1.1. Краткие теоретические сведения
1.1.1. Физические основы
Ультразвуковые колебания являются одним из многочисленных примеров колебаний, имеющих место в природе (морские волны, ветровые импульсы и т. д.) и возникающих под действием одного или, что гораздо чаще, нескольких непрерывно действующих импульсов.
Ультразвуковые волны получили широкое применение в народном хозяйстве, в механических, физических, химических процессах, в медицине. Ультразвуковые колебания широко применяются для контроля качества материала, сварных соединений и др. Дл![]() я этих целей пьезоэлектрическим преобразователем возбуждаются ультразвуковые колебания. Возбуждение их происходит в результате так называемого пьезоэффекта - электрические колебания, поданные на пластину, преобразуются в механические. Это имеет место в пластинах из кварца, титаната бария и других материалов вследствие перестройки в них положения кристаллов, оси которых под действием проходящего тока поворачиваются в металле, и в результате этого поворота изменяется и суммарная длина пластины. Эти удлинения, следующие непрерывно друг за другом, создают волну.
я этих целей пьезоэлектрическим преобразователем возбуждаются ультразвуковые колебания. Возбуждение их происходит в результате так называемого пьезоэффекта - электрические колебания, поданные на пластину, преобразуются в механические. Это имеет место в пластинах из кварца, титаната бария и других материалов вследствие перестройки в них положения кристаллов, оси которых под действием проходящего тока поворачиваются в металле, и в результате этого поворота изменяется и суммарная длина пластины. Эти удлинения, следующие непрерывно друг за другом, создают волну.
Частота колебаний, возбуждаемая ультразвуком, может варьироваться в широких пределах - от 0,5 - 1,0 Гц до 20 МГц.
Между изделием и ультразвуковым преобразователем акустический контакт создают путем введения слоя воды или незамерзающей магнитной жидкости. Если акустический контакт невозможен, то применяют бесконтактный ввод ультразвуковых колебаний с помощью электромагнитных акустических преобразователей (ЭМА), чувствительность которых ниже, чем у пьезоэлектрических.
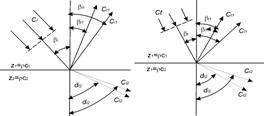
Волны передают механическую энергию, а скорость их перемещения определяется лишь свойствами колеблющейся среды:
![]() (1.1)
(1.1)
где ![]()
![]() - длина волны;
- длина волны;
![]() - частота.
- частота.
Приближенно скорость распространения продольной волны определяется по формуле:
![]()
![]() (1.2)
(1.2)
где Е - модуль упругости;
р—плотность среды, подверженной колебаниям.
Скорость распространения поперечной волны определяется по формуле:
![]() (1.3)
(1.3)
где G - модуль поперечной упругости, ![]()
![]() -коэффициент поперечного сокращения Пуассона, для стали
-коэффициент поперечного сокращения Пуассона, для стали ![]() - 0,3.
- 0,3.
Похожие работы
... и цельнокатаные колеса, коленчатые валы дизелей и компрессоров, детали тяговых передач локомотивов. .) контролируется акустическими методами. На их долю приходится 35-40% общего объема операций неразрушающего контроля, выполняемых при изготовлении и ремонте подвижного состава. Применение системы акустических методов НК наряду с другими позволило обеспечить безопасность движения на железнодорожном ...


... его работы исправному техническому состоянию), наличия дефекта (определение места, типа и вида дефекта, причин его возникновения). Системы технического диагностирования разделяются также на общие (для оценки технического состояния сборочных единиц и деталей), функциональные в процессе эксплуатации вагонов, тестовые (когда на ПС или сборочную единицу воздействуют СТД) и комбинированные ( ...
... , гидравлических системах и проч. Соленоиды на переменном токе применяются в качестве индуктора для индукционного нагрева в индукционных тигельных печах.4. Расчет намагничивающего устройства для магнитопорошкового метода неразрушающего контроля Исходные данные для расчета: 1 Соленоид круглого сечения диаметром 30 мм и длиной 200 мм; 2 Материал сердечника – Сталь 20; 3 Провод обмотки ...

... объекта, средств и условий контроля. Он утверждается руководителем (главным инженером) предприятия по представлению руководителя подразделения НК или работника, выполняющего его функции. Ультразвуковой контроль ближней подступичной части оси колесной пары проводят при полном освидетельствовании колесных пар грузовых и пассажирских вагонов. Согласно руководству по комплексному ультразвуковому ...
0 комментариев