Навигация
Методы обработки металлических поверхностей
17070
знаков
0
таблиц
2
изображения
РЕФЕРАТ
МЕТОДЫ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ
1. ЧИСТОВАЯ ОБРАБОТКА ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
Методы обработки без снятия стружки все больше применяют для деталей в связи с ужесточением эксплуатационных характеристик машин: высокой производительности, быстроходности, прочности, точности и др. Такой обработке подвергают предварительно подготовленные поверхности.
Если формы заготовок приблизить к формам готовых деталей, то ответственные поверхности можно обрабатывать шлифованием и затем окончательно од ним из методов обработки без снятия стружки. Предоставляется возможность уменьшить количество отходов и упростить обработку.
Методы обработки основаны на использовании пластических свойств металлов, Т.е. способности металлических заготовок принимать остаточные деформации без нарушения целостности металла. Отделочная обработка методами пластического деформирования сопровождается упрочнением поверхностного слоя, что очень важно для повышения надежности работы деталей. Детали становятся менее чувствительными к усталостному разрушению, повышаются их коррозионная стойкость и износостойкость сопряжений, удаляются риски и микротрещины, оставшиеся от предшествующей обработки. В ходе обработки шаровидная форма кристаллитов поверхности металла может измениться, кристаллиты сплющиваются в направлении деформации, образуется упорядоченная структура волокнистого характера. Поверхность заготовки принимает требуемые формы и размеры в результате перераспределения элементарных объемов под воздействием инструмента. Исходный объем заготовки остается постоянным.
В зоне обработки не возникает высокая температура, поэтому в поверхностных слоях фазовые превращения не происходят.
Обработку без снятия стружки выполняют на многих металлорежущих станках и установках, используя специальные инструменты. Созданы также особые станки, на которых наряду с резанием заготовки обрабатывают пластическим деформированием. Методы чистовой обработки используют для всех металлов, способных пластически деформироваться, но наиболее эффективны они для металлов с твердостью до НВ 280.
Ожидается, что эти методы все больше будут применяться для высокоточной обработки и использоваться для деталей, размеры которых будут иметь точность в долях микрометра.
2. ОБКАТЫВАНИЕ И РАСКАТЫВАНИЕ ПОВЕРХНОСТЕЙ
Обкатыванием и раскатыванием отделывают и упрочняют цилиндрические, конические, плоские и фасонные наружные и внутренние поверхности.
Сущность этих методов состоит в том, что в результате давления поверхностные слои металла, контактируя с инструментом высокой твердости, оказываются в состоянии всестороннего сжатия и пластически деформируются. Инструментом являются ролики и шарики, перемещающиеся относительно заготовки. Микронеровности обрабатываемой поверхности сглаживаются путем смятия микровыступов и заполнения микровпадин.
Обкатывают, как правило, наружные поверхности, а раскатывают внутренние цилиндрические и фасонные поверхности. При обкатывании роликами основными параметрами режима упрочнения являются давление в зоне контакта с роликом, число его проходов, подача и скорость обкатывания. Глубину деформированного слоя определяет давление.
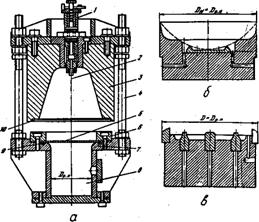
К вращающейся цилиндрической заготовке подводят закаленный гладкий ролик-обкатку (рис. 1, а), который под действием рабочего давления деформирует поверхность. Движение продольной подачи позволяет обрабатывать всю заготовку. Аналогичным инструментом обрабатывают элементы заготовок, но с поперечным движением. При раскатывании ролик-раскатку закрепляют на консольной оправке. Более совершенна конструкция инструмента с несколькими роликами. Для обеспечения значительной однородности форм микронеровностей используют разнообразные конструкции инструментов, различающихся числом и формой деформирующих частей (роликов, шариков). Наилучшие результаты обеспечивают инструменты, на которые силы передаются через упругие элементы. Этим достигаются постоянные условия обработки в любой точке обрабатываемой поверхности. Сила может регулироваться. Для обработки поверхностей обкатыванием и раскатыванием чаще всего используют токарные или карусельные станки, применяя вместо режущего инструмента обкатки и раскатки. Суппорты обеспечивают необходимое движение подачи. Раскатки можно устанавливать в пиноли задних бабок. Глубокие отверстия раскатывают на станках для глубокого сверления. Так как нагрев заготовок в местах контакта с инструментом незначителен, охлаждения не требуется. Для уменьшения трения используют смазывание веретенным маслом или керосином. Обкатыванием и раскатыванием лишь в незначительной степени исправляют погрешности предшествующей обработки. Поэтому предварительная обработка заготовок должна быть точной с учетом смятия микронеровностей и изменения окончательного размера детали. Решающее значение в достижении необходимого качества поверхностного слоя имеет давление на поверхность. Чрезмерно большое давление так же, как и большое число проходов инструмента, разрушает поверхность и может привести к отслаиванию ее отдельных участков.
Похожие работы


... месте. Кроме того, должен быть минимально допустимый запас специальных средств пожаротушения (порошковых, газовых, пенных, комбинированных). 2. Технологический процесс окрашивания металлических поверхностей современными масляными составами. 2.1 Введение Как известно, черные металлы (к которым относится железо и некоторые его сплавы) термодинамически нестабильны и довольно легко ...
... в конденсаторах; образование волн сжатия и пульсация газового пузыря после разряда; взаимодействие ударной волны и гидропотока с заготовкой. По сравнению с традиционными методами обработки металлов давлением электрогидравлическая штамповка имеет следующие преимущества: упрощается и удешевляется технологическая оснастка, что способствует сокращению сроков технологической подготовки производства ...
... материала под давлением 4-6 атмосфер. Обычно в качестве абразива выступают частицы кварцевого песка, но иногда используются и другие материалы, твердость которых сравнима или превышает твердость стекла. В среднем производительность пескоструйной обработки стекла в автоматическом режиме составляет 3-4 кв.м., при ручной обработке производительность значительно понижается. Для создания рисунков на ...
новых условиях стали назвать электроимпульсной обработкой. Поскольку для формообразования во всех случаях применяют одно и то же явление - электрическую эрозию, в настоящее время используют определения электроискровой режим ЭЭО и электроимпульсный режим ЭЭО. Общее описание процесса электроэрозионной обработки. Удаление металла с заготовки происходит в среде диэлектрика за счет микроразрядов, ...
0 комментариев