Навигация
ОБКАТЫВАНИЕ ЗУБЧАТЫХ КОЛЕС
17070
знаков
0
таблиц
2
изображения
6. ОБКАТЫВАНИЕ ЗУБЧАТЫХ КОЛЕС
Пластическое деформирование поверхностных слоев повышает работоспособность зубчатых колес. Микронеровности, оставшиеся от предшествующей обработки, сглаживаются путем смятия специальным инструментом. Обрабатываемое зубчатое колесо вводят в плотное зацепление с тремя остальными, закаленными эталонными колесами. Последние имеют полированные зубья и располагаются вокруг обкатываемого колеса. Эталонные колеса прижимаются к обкатываемому с помощью пружинных устройств. Сила прижима регламентируется. Одно из эталонных колес является ведущим и приводит во вращение обрабатываемое колесо, а через него - два остальных эталонных колеса. Движение колес реверсируется. Колеса обкатывают со смазочными материалами на специальных зубообкатных станках.
Обкатыванием лишь частично исправляют профиль зуба и его размеры путем сглаживания шероховатостей.
7. НАКАТЫВАНИЕ РЕЗЬБ, ШЛИЦЕВЫХ ВАЛОВ И ЗУБЧАТЫХ КОЛЕС
Формообразование фасонных поверхностей в холодном состоянии методом накатывания имеет ряд преимуществ. Главные из них - очень высокая производительность, низкая стоимость обработки, высокое качество обработанных деталей. Накатанные детали имеют более высокое сопротивление усталости. Это объясняется тем, что при формообразовании накатыванием волокна исходной заготовки не перерезаются, как при обработке резанием. Профиль накатываемых деталей образуется за счет вдавливания инструмента в материал заготовки и выдавливания части его во впадины инструмента. Такие методы сочетают в себе функции черновой, чистовой и отделочной обработок. Их используют для получения резьб, валов с мелкими шлицами и зубчатых мелкомодульных колес.
Резьбы накатывают обычно до термической обработки, хотя точные резьбы можно накатывать и после нее.
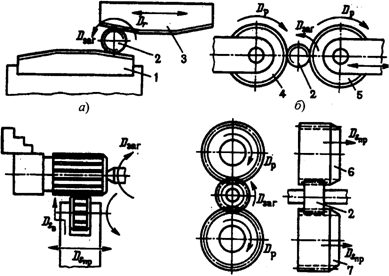
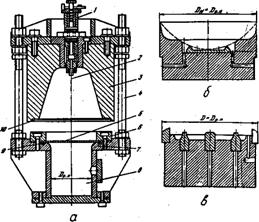
При формировании резьбы плашками (рис. 4, а) заготовку 2 помещают между неподвижной 1 и подвижной 3 плашками, имеющими на рабочих поверхностях рифления, профиль и расположение которых соответствуют профилю и шагу накатываемой резьбы. При перемещении подвижной плашки заготовка катится между инструментами, а на ее поверхности образуется резьба.
При формировании резьбы роликами (рис. 4, б) ролики 4 и 5 получают принудительное вращение, заготовка 2 свободно обкатывается между ними. Ролику 5 придается радиальное движение для вдавливания в металл заготовки на необходимую глубину. Обработка роликами требует меньших сил, с их помощью накатывают резьбы с более крупным шагом.
При накатывании мелких шлицев на валах (рис. 4, в) накатный ролик имеет профиль шлицев. Он внедряется в поверхность заготовки при вращении и поступательном продольном перемещении вдоль вала.
Накатывание цилиндрических (рис. 4, г) и конических мелкомодульных колес в 15 ... 20 раз производительнее зубонарезания. Процесс можно осуществлять на токарных станках накатниками 6 и 7, которые закреплены на суппорте и перемещаются, совершая движение Dsпр . Каждый накатник имеет заборную часть для постепенного образования накатываемых зубьев на заготовке 2.
Для накатывания применяют универсальное специальное оборудование. Для образования резьб служат резьбонакатные станки, обеспечивающие силы до 2·105 Н. Эти станки автоматизированы и имеют горизонтальное, наклонное или вертикальное движение ползуна с плашкой. Резьбы роликами накатывают на автоматах.
На автоматизированном оборудовании – прессах - накатывают и шлицы. Шлиценакатный пресс может заменить10...15 шлицефрезерных станков. Рабочие усилия создаются мощными гидравлическими устройствами.
Зубчатые колеса накатывают на специальных станках. Получает распространение комбинированное накатывание (горячее накатывание с последующей холодной калибровкой).
в) г)
Рис. 4. Схемы накатывания
8. НАКАТЫВАНИЕ РИФЛЕНИЙ И КЛЕЙМ
Методом холодного накатывания на отдельных элементах деталей наносят рифления, маркировочные клейма, знаки. Производительность метода весьма велика. В основе накатывания лежит способность металла получать местные деформации под действием накатных роликов или накатников.
На рис. 5, а приведена схема накатывания рифленой поверхности. Заготовку закрепляют на токарном станке, на суппорте которого установлена державка с одним или двумя накатными роликами. Ролики внедряются в поверхность заготовки (Dsп ) и перемещаются вдоль заготовки с движением Dsпр. Вид рифлений (рис. 5, б) определяется характером зубчиков на роликах. Крестовое рифление производят двумя роликами, один из которых имеет правое направление отпечатывающих зубчиков, а другой - левое. Оба ролика вращаются на осях самоустанавливающейся державки. Для накатывания клейм (рис. 5, в) на накатнике J располагают негативно выступающие знаки. Заготовку 2 устанавливают на ролики для более легкого перемещения в момент накатывания.
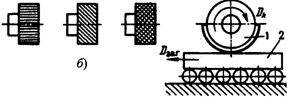
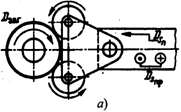
Рис. 5. Схемы накатывания рифлений и клейм
9. УПРОЧНЯЮЩАЯ ОБРАБОТКА ПОВЕРХНОСТНЫХ СЛОЕВ ДЕТАЛЕЙ
Упрочняющую обработку предпринимают для увеличения сопротивления усталости деталей. Методы упрочнения основаны на локальном воздействии инструмента на обрабатываемый материал. При этом возникают многочисленные зоны воздействия на весьма малых участках поверхности, в результате чего создаются очень большие местные давления. Многочисленные контакты с инструментом приводят к упрочнению поверхностного слоя. В поверхностных слоях возникают существенные напряжения сжатия.
Прочность конструкционных материалов повышается благодаря воздействию нагрузок, создающих эффективные препятствия для движения несовершенств кристаллической решетки. При этом создаются структуры с повышенной плотностью закрепленных и равномерно распределенных по объему дислокаций.
Распространено упрочнение нанесением ударов по поверхности заготовки шариками, роликами, различными бойками. При динамическом упрочнении в качестве инструмента используют диск, в котором по окружности в несколько рядов расположены ролики, свободно сидящие на осях. Диск закрепляют на шпинделе металлорежущего станка. При вращении диска ролики наносят по упрочняемой поверхности очень большое количество ударов.
При статическом упрочнении на поверхность заготовки воздействуют вращающимися роликами в процессе обкатывания или раскатывания.
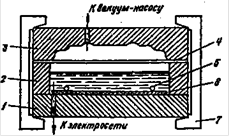
Процесс упрочнения можно выполнять на специальных установках. При ультразвуковом деформационном упрочнении заготовки закрепляют в камерах, содержащих большое количество стальных шариков диаметром 1мм, смачиваемых эмульсией. Камера получает колебания от ультразвукового генератора, и колеблющиеся шарики наносят удары по поверхности заготовки. шероховатость поверхности после деформационного упрочнения увеличивается.
Распространено дробеструйное динамическое упрочнение. Готовые детали машин подвергают ударному действию потока дроби в специальных камерах, где дробинки с большой скоростью перемещаются под действием потока воздушной струи или центробежной силы. Эффектом поверхностного упрочнения можно управлять, подавая сухую или мокрую дробь. Дробь изготовляют из отбеленного чугуна, стали, алюминия, стекла и других материалов. Исходная шероховатость обрабатываемой поверхности увеличивается.
Этот метод применяют для таких изделий, как рессорные листы, пружины, лопатки турбин, штоки, штампы.
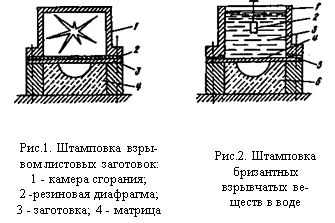
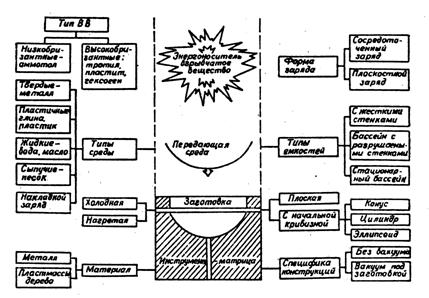
Эффект деформационного упрочнения повышается при использовании импульсных нагрузок, в частности взрывной волны. При упрочении взрывом необходимы энергоноситель и среда, передающая давление на упрочняемую деталь. В качестве энергоносителя используют бризантные взрывчатые вещества, обеспечивающие как поверхностные, так и сквозные упрочнения деталей.
Похожие работы


... месте. Кроме того, должен быть минимально допустимый запас специальных средств пожаротушения (порошковых, газовых, пенных, комбинированных). 2. Технологический процесс окрашивания металлических поверхностей современными масляными составами. 2.1 Введение Как известно, черные металлы (к которым относится железо и некоторые его сплавы) термодинамически нестабильны и довольно легко ...
... в конденсаторах; образование волн сжатия и пульсация газового пузыря после разряда; взаимодействие ударной волны и гидропотока с заготовкой. По сравнению с традиционными методами обработки металлов давлением электрогидравлическая штамповка имеет следующие преимущества: упрощается и удешевляется технологическая оснастка, что способствует сокращению сроков технологической подготовки производства ...
... материала под давлением 4-6 атмосфер. Обычно в качестве абразива выступают частицы кварцевого песка, но иногда используются и другие материалы, твердость которых сравнима или превышает твердость стекла. В среднем производительность пескоструйной обработки стекла в автоматическом режиме составляет 3-4 кв.м., при ручной обработке производительность значительно понижается. Для создания рисунков на ...
новых условиях стали назвать электроимпульсной обработкой. Поскольку для формообразования во всех случаях применяют одно и то же явление - электрическую эрозию, в настоящее время используют определения электроискровой режим ЭЭО и электроимпульсный режим ЭЭО. Общее описание процесса электроэрозионной обработки. Удаление металла с заготовки происходит в среде диэлектрика за счет микроразрядов, ...
0 комментариев