Навигация
3. АЛМАЗНОЕ ВЫГЛАЖИВАНИЕ
Малой шероховатости поверхности и ее упрочнения можно достичь алмазным выглаживанием. Сущность этого метода состоит в том, что оставшиеся после обработки резанием неровности поверхности выглаживаются перемещающимся по ней прижатым алмазным инструментом. Алмаз, закрепленный в державке, не вращается, а скользит с весьма малым коэффициентом трения. Рабочая часть инструмента выполнена в виде полусферы, цилиндра или конуса. Чем тверже обрабатываемый материал, тем меньше радиус скругления рабочей части алмаза. Преимущества алмазного выглаживания состоят в повышении эксплуатационных свойств обработанных поверхностей, снижении шероховатости поверхности, отсутствии пере носа на обрабатываемую поверхность посторонних частиц, возможности обработки тонкостенных деталей и деталей сложной конфигурации, простоте конструкции выглаживателей. Заготовки обрабатывают на станках токарной группы. Державку с подпружиненным наконечником с алмазом устанавливают в резцедержателе вместо резца. Движения заготовки и инструмента аналогичны движениям заготовки и инструмента при обтачивании.
Силы прижатия алмаза к обрабатываемой поверхности сравнительно малы и колеблются в интервале 50 ... 300 Н. Процесс выглаживания ведут со смазыванием веретенным маслом, что примерно в 5 раз уменьшает износ алмаза по сравнению с износом при выглаживании всухую. Применение керосина или эмульсии приводит к интенсивному износу алмаза. Число проходов инструмента не должно быть более двух.
4. КАЛИБРОВКА ОТВЕРСТИЙ
Калибровкой повышают точность отверстий и получают поверхности высокого качества. Метод характеризуется высокой производительностью.
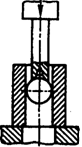
Сущность калибровки сводится к перемещению в отверстии с натягом жесткого инструмента. Размеры поперечного сечения инструмента несколько больше размеров поперечного сечения отверстия. При этом инструмент сглаживает неровности, исправляет погрешности, упрочияет поверхность.
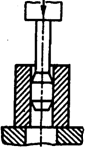
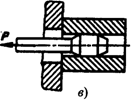
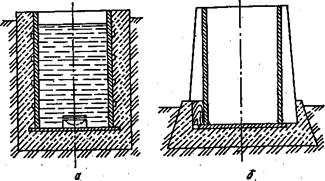
Простейшим инструментом служит шарик, который проталкивается штоком (рис. 2, а). Роль инструмента может выполнять также оправка-дорн (рис. 2, б), к которому прикладывается сжимающая или растягивающая (рис. 2, в) сила. Заготовки обрабатываются за один или несколько ходов инструмента. Заготовки обрабатывают с малыми либо большими натягами. В первом случае зона пластического деформирования не распространяется на всю толщину детали. Так обрабатывают толстостенные заготовки. Во втором случае зона пластического деформирования охватывает всю деталь. Этот вариант обработки используют для тонкостенных деталей, что существенно повышает их точность. Шарики как инструмент не обеспечивают оптимальных условий деформирования и имеют малую стойкость. Калибрующие оправки выполняют одноэлементными, многоэлементными или сборными. Каждый из элементов-поясков имеет свой размер. Деформирующие элементы изготовляют из твердого сплава или стали, закаленных до высокой твердости. В качестве смазочного материала для сталей и бронз применяют сульфофрезол, для чугунов - керосин. Разработаны специальные смазочные материалы, обеспечивающие жидкостное трение. Они снижают рабочее усилие оборудования, способствуют повышению качества поверхностных слоев, увеличивают точность обработки и стойкость инструмента. Отверстия калибруют на прессах (рис. 2, а, б) или горизонтально-протяжных станках (рис. 2, в). Для правильного взаимного расположения инструмента и заготовки обычно применяют самоустанавливающиеся приспособления с шаровой опорой. Заготовку не закрепляют.
а) б)
Рис. 2. Схемы калибровки отверстий
5. ВИБРОНАКАТЫВАНИЕ
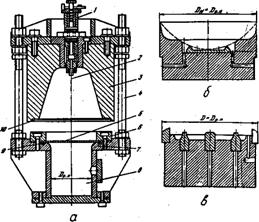
Для повышения износостойкости деталей машин на поверхностях трения целесообразно выдавливать слабозаметные, прилегающие друг к другу канавки. В канавках скапливаются смазочный материал и мелкие частицы, образовавшиеся в процессе изнашивания. Канавки образуются вибронакатыванием. Упрочняющему элементу - шару или алмазу, установленному в резцедержателе токарного станка, помимо движения Dsпр (рис.3) специальным устройством сообщают дополнительные движения алмаза Da с относительно малой амплитудой. Изменяя Dзаг, Dпр, амплитуду и частоту колебаний, можно на обрабатываемой поверхности получить требуемый рисунок. Распространение получили рисунки с непересекающимися канавками, с не полностью пересекающимися и со сливающимися канавками. Возможно также вибронакатывание внутренних и плоских поверхностей. Канавки одновременно упрочняют поверхность. Важнейшей характеристикой такой поверхности является общая площадь канавок (в процентах от номинальной площади обрабатываемой поверхности). Такие отклонения для каждого типа рисунка определяют аналитически.
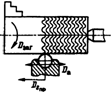
Рис. 3. Схема вибронакатывания
Похожие работы


... месте. Кроме того, должен быть минимально допустимый запас специальных средств пожаротушения (порошковых, газовых, пенных, комбинированных). 2. Технологический процесс окрашивания металлических поверхностей современными масляными составами. 2.1 Введение Как известно, черные металлы (к которым относится железо и некоторые его сплавы) термодинамически нестабильны и довольно легко ...
... в конденсаторах; образование волн сжатия и пульсация газового пузыря после разряда; взаимодействие ударной волны и гидропотока с заготовкой. По сравнению с традиционными методами обработки металлов давлением электрогидравлическая штамповка имеет следующие преимущества: упрощается и удешевляется технологическая оснастка, что способствует сокращению сроков технологической подготовки производства ...
... материала под давлением 4-6 атмосфер. Обычно в качестве абразива выступают частицы кварцевого песка, но иногда используются и другие материалы, твердость которых сравнима или превышает твердость стекла. В среднем производительность пескоструйной обработки стекла в автоматическом режиме составляет 3-4 кв.м., при ручной обработке производительность значительно понижается. Для создания рисунков на ...
новых условиях стали назвать электроимпульсной обработкой. Поскольку для формообразования во всех случаях применяют одно и то же явление - электрическую эрозию, в настоящее время используют определения электроискровой режим ЭЭО и электроимпульсный режим ЭЭО. Общее описание процесса электроэрозионной обработки. Удаление металла с заготовки происходит в среде диэлектрика за счет микроразрядов, ...
0 комментариев