Навигация
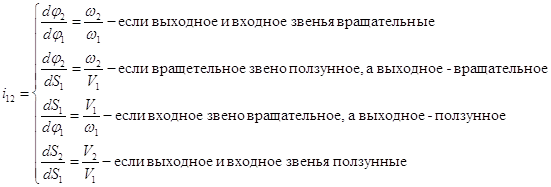
Определение частот вращения графическим методом
17754
знака
5
таблиц
18
изображений
2. Определение частот вращения графическим методом.
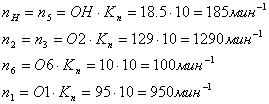
Масштабный коэффициент плана частот вращения
![]()
Частоты вращения, полученные графическим способом.
Определение погрешностей

Private Sub CommandButtonl_Click()
Dim zl, z2, m, ha, C, z5, z6, xl, x2, aw, a, h, hal, ha2, hfl, hf2, dl, d2, dal, da2, dBl, dB2, dfl, df2, SI, S2, P, PB, rf, q As Double zl=CDbl(TextBoxl. Value)
z2 = CDbl(TextBox2.Value)
m = CDbl(TextBox3 .Value)
ha = CDbl(TextBox4.Value)
c = CDbl(TextBox5. Value)
q = CDbl(TextBox6.Value)
ListBoxl. Clear
ListBoxl.Addltem ("Начало отсчета")
ListBoxl.Addltem ("zl=" & zl)
ListBoxl .Addltem ("z2=" & z2)
ListBoxl.Addltem ("m=" & m)
ListBoxl.Addltem ("ha*=" & ha)
ListBoxl.Addltem ("C*=" & C)
q = (q* 3.14)/180
ListBoxl.Addltem ("угол-' & q)
xl=(17-zl)/17
ListBoxl.Addltem ("xl=" & xl)
x2 = -xl
ListBoxl.Addltem ("x2=" & x2)
a = m*(zl +z2)/2
ListBoxl .Addltem ("a=" & a)
aw=a
ListBoxl .Addltem ("aw=" & aw)
h=2.25*m
ListBoxl .Addltem ("h=" & h)
ha1=m*(ha+x1)
ListBoxl .Addltem ("ha1=" &ha1)
ha2=m*(ha+x2)
ListBoxl .Addltem ("ha2=" &ha2)
hf1=m*(ha+c-x1)
ListBoxl .Addltem ("hf1=" &hf1)
hf2=m*(ha+c-x2)
ListBoxl .Addltem ("hf2=" &hf2)
d1=m*z1
ListBoxl .Addltem ("d1=" &d1)
d2=m*z2
ListBoxl .Addltem ("d2=" &d2)
dw1=d1
ListBoxl .Addltem ("dw1=" &dw1)
dw2 = d2
ListBoxl.Addltem ("dw2=" & dw2)
dal =dl +2*hal
ListBoxl.Addltem ("dal=" & dal)
da2 - d2 + 2 * ha2
ListBoxLAddltem ("da2=" & da2)
dfl = dl - 2 * hfl
ListBoxLAddltem ("dfl=" & dfl)
df2 = d2-2*hf2
ListBoxLAddltem ("hf2=" & h£2) dBl=dl*Cos(q)
ListBoxLAddltem ("dBl=" & dBl)
dB2 = d2 * Cos(q)
ListBoxLAddltem ("dB2=" & dB2) Sl=0.5*3.14*m + 2*xl * m * Tan(q) ListBdxl.AddItem("Sl="&Sl)
S2 = 0.5 * 3.14 *m + 2*x2*m* Tan(q) ListBoxLAddltem ("S2=" & S2)
P = 3.14*m
ListBoxLAddltem ("p=" & P)
pB = p * Cos(q)
ListBoxLAddltem ("pB=" & pB) rf = 0.38 * m
ListBoxLAddltem ("r£=" & rf) End Sub
Private Sub CommandButton2_Click() UserForm 1.Hide
End Sub
Исходные данные
Угол зацепленияа =20
Коэффициент высоты головки зубаha=l
Коэффициент радиального зазораС=0,25 Модульm=6 мм
Число зубьев шестерниz 1=13
Число зубьев колеса z2=21
Результаты расчета
Начальное межосевое расстояние aw=102 мм
Высота зубаh=11,25 мм
| ШЕСТЕРНЯ | КОЛЕСО | |
| Коэффициент смещения | Х1=0,24 | Х2= - 0,24 |
| Высота головки зуба | ha1=7,5мм | ha2=4,5мм |
| Высота ножки зуба | hf1=6,06мм | hf2=8,94мм |
| Делительный диаметр | d1=78мм | d2=126мм |
| Начальный диаметр | dw1=d1=78мм | dw2=126мм |
| Диаметр вершин | da1=93мм | da2=135мм |
| Диаметр впадин | df1=65,88мм | df2=108,12мм |
| Основной диаметр | db1=73,32мм | db2=118,44мм |
| Толщина зуба | S1=10,468мм | S2=5,576мм |
| Шаг | P=18,84мм | |
| Основной шаг | Pb=17,709мм | |
| Радиус | rf=2,28мм |
4. Синтез и анализ кулачкового механизма
4.1 Построение кинематических диаграмм и определение масштабных коэффициентов
Исходные данные:
а) диаграмма движения выходного звена
б) частота вращения кривошипа ![]()
в) максимальный подъем толкателя![]()
г) рабочий угол кулачка![]()
д) угол давления ![]()
е) дезаксиал кулачка ![]()
ж) число зубьев шестерни ![]()
з) число зубьев колеса ![]()
По заданному графику ускорения толкателя, графическим интегрированием по методу хорд строю 2 графика. График скорости толкателя![]() и график перемещения
и график перемещения![]() .
.
Базовые величины интегрирования: ![]()
Масштабный коэффициент перемещения.
![]()
где![]() -максимальное значение ординаты графика, соответствует заданному подъему толкателя.
-максимальное значение ординаты графика, соответствует заданному подъему толкателя.
Масштабный коэффициент времени
![]()
где ![]() - частота вращения кулачка
- частота вращения кулачка
![]()
![]() =120 мм – длина отрезка на оси абсцисс графика изображающая время поворота кулачка на рабочий угол.
=120 мм – длина отрезка на оси абсцисс графика изображающая время поворота кулачка на рабочий угол.
![]()
Масштабный коэффициент скорости толкателя.
![]()
Масштабный коэффициент ускорения
![]()
4.2 Выбор минимального радиуса и построение профиля кулачка
Минимальный радиус кулачка выбирается из условия выполнения заданного угла давления ![]() . Для этого строим совместный график
. Для этого строим совместный график ![]() в стандартном масштабе
в стандартном масштабе ![]() . К полученному графику проводим две касательные под углом давления и получаем зону выбора центров вращения кулачка.
. К полученному графику проводим две касательные под углом давления и получаем зону выбора центров вращения кулачка.
При построении графика ![]() вдоль ординат и вдоль абсцисс, значения откладываем в одном и томже масштабе
вдоль ординат и вдоль абсцисс, значения откладываем в одном и томже масштабе![]() .
.
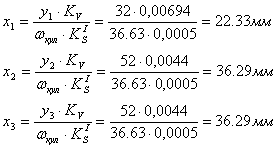
Значения аналогов скорости в стандартном масштабе.
![]()
Отрезки приведенных скоростей толкателя определяем аналогичным методом, для чего находим ![]()
![]()
Радиус ролика
![]()
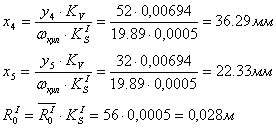
Минимальный радиус действительного профиля
![]()
4.3 Построение профиля кулачка
Профиль кулачка строим с применением метода обращенного движения. Масштабный коэффициент построения![]() .
.
Проводим окружности радиусом![]() , а затем окружность радиусом дезаксиала
, а затем окружность радиусом дезаксиала ![]() откладываем фазовый рабочий угол
откладываем фазовый рабочий угол![]() . Делим его на двенадцать частей. Делим его на двенадцать частей. К точке деления пересекшей окружность дезаксиала проводим перпендикуляры. По ним откладываем текущие перемещения. Соединяем полученные точки, получаем центровой профиль кулачка. Обкатываем ролик по центровому профилю во внутрь, получаем действительный профиль кулачка.
. Делим его на двенадцать частей. Делим его на двенадцать частей. К точке деления пересекшей окружность дезаксиала проводим перпендикуляры. По ним откладываем текущие перемещения. Соединяем полученные точки, получаем центровой профиль кулачка. Обкатываем ролик по центровому профилю во внутрь, получаем действительный профиль кулачка.
4.4 Определение максимальной линейной скорости и ускорения толкателя.
Список использованных источников
1. Машков А.А. Теория механизмов и машин. Мн., 1971.
2. Артоболевский И.И. Теория механизмов и машин. М., 1975.
3. Фролов К.В., Попов С.А., Мусатов А.К. и др. Теория механизмов и машин под ред. К.В. Фролова М., 1986.
4. Попов С.А., Тимофеев Г.А. Курсовое проектирование по теории механизмов и механике машин. М., 1998.
Похожие работы





... расчет На рисунке 25 представлен результат термодеформационного расчета. Рисунок 25 – Контурное представление результата термодеформационного расчета 5. Расчет экономического эффекта от модернизации поперечно – строгального станка мод. 7307 5.1 Исходные данные для расчета экономического эффекта от модернизации Проведенная модернизация поперечно-строгального станка мод. 7307 ...
... б) с точечным формообразующим контактом 1 2 силовое 5 Плоская а) обычная б) с пальцем 3 2 Силовое Силовое и геометрическое 4. СТРУКТУРНЫЕ СВОЙСТВА МЕХАНИЗМОВ 4.1. Сложность N механизма. В металлорежущих станках сложные подвижные механические системы, передающие движения от входного звена к выходному (шпиндель, суппорт и ...

... технологического процесса За аналог технологического процесса был взят действующий технологический процесс Саратовского Авиационного Завода. После анализа заводского технологического процесса изготовления детали видно, что основной обработкой является токарная, и она составляет 80% всей трудоемкости. Имеется также сверлильная и слесарная обработка. Вся токарная обработка производится на ...
... фрез, дисковых фрез с твердосплавными пластинками по передней грани и плоских строгальных ножей. 2. РАСЧЕТНО-КОНСТРУКТИВНАЯ ЧАСТЬ 2.1 Надежность электроснабжения Электрооборудование, проектируемое в данном курсовом проекте расположено в механическом цехе завода среднего машиностроения. Основным оборудованием данного цеха будут являться все станки, которые относится ко второй категории ...
0 комментариев