Навигация
Модернизация привода литейного конвейера и подшипников натяжной станции
31282
знака
3
таблицы
15
изображений
СОДЕРЖАНИЕ
РЕФЕРАТ
ПЕРЕЧЕНЬ ЛИСТОВ ГРАФИЧЕСКИХ ДОКУМЕНТОВ
ВВЕДЕНИЕ
1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1. Описание технологического процесса
1.2. Описание механического оборудования
1.3. Определение и расчёт характеристик машины по заданной
производительности участка
2. КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1 Описание конструкции и работы литейного конвейера
2.2 Литературный обзор
2.3 Модернизация узлов конвейера
3. РАСЧЁТНАЯ ЧАСТЬ
3.1 Определение мощности привода разливочной машины
3.2 Кинематический расчёт привода
3.3 Выбор муфты
3.4 Расчёт клиноремённой передачи
3.5 Расчёт шпонок приводного вала
3.6 Расчёт подшипников натяжной станции
ЗАКЛЮЧЕНИЕ
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
ПРИЛОЖЕНИЕ 1
ПРИЛОЖЕНИЕ 2
ПРИЛОЖЕНИЕ 3
Реферат
В данном курсовом проекте рассмотрена модернизация привода литейного конвейера и подшипников натяжной станции, а именно:
- замена устаревших редукторов, которые сняты с производства - новыми, более технологичными;
- и замена подшипников скольжения натяжной станции подшипниками качения.
В первом разделе произведён анализ технологической линии разливки алюминия и расчёт количества литейных конвейеров по заданной производительности участка для определения степени важности предложенных модернизаций.
Во втором разделе выполнен литературный анализ конструктивных разработок подобных агрегатов, с целью выяснения существующих способов решения подобных проблем на других литейных агрегатах. Также подробно рассмотрена конструкция литейного конвейера ЛК-3.
В третьем разделе произведены расчёты: мощности привода, подшипников натяжной станции, шпонок, выбор муфты.
Расчёты выполнены с использованием программ: Компас Shaft 5 plus, Компас Shaft 2D V6, MathCad 2000 Professional;
Чертежи и спецификации выполнены с использованием программ: Компас 3D 5.11, Компас 3D V6, Компас 3D V7.
Чертежи - 3 листов формата А1
Пояснительная записка - 40 листов формата А4
Перечень листов графических документов
| Наименование | Обозначение | Формат | Кол-во листов |
| План участка разливки алюминия | КП1. | А1х2 | 1 |
| Литейный конвейер | КП1. | А2х3 | 1 |
| Приводная станция | КП1. | А2х3 | 1 |
ВВЕДЕНИЕ
Богословский алюминиевый завод был построен в годы Великой Отечественной Войны на базе демонтированного оборудования Волховского, Тихвинского и Днепровского заводов.
В мае 1943 года были получены первые тридцать тонн гидрата окиси алюминия. 17 апреля 1944 года был выдан первый глинозем. 9 мая 1945 года завод дал первый алюминий. Позже были внедрены установки полунепрерывного литья для производства крупногабаритных и крупнотоннажных слитков.
За все последующие годы на заводе не было ни одной крупной реконструкции, поэтому оборудование является устаревшим как морально, так и физически. Это обстоятельство неблагоприятно сказывается на условиях труда на предприятии, здоровье работников завода, а также на окружающую среду. Крайне необходимо осваивать новые, совершенные технологические процессы, модернизировать оборудование или заменять его более новым, а также строить природоохранные сооружения высокого технического уровня.
Большое внимание необходимо уделить кадрам. Специалисты и рабочие предприятий цветной металлургии должны владеть экономическими знаниями для успешного решения задач, стоящих перед данной отраслью. Инженеры и техники в своей работе должны учитывать экономические и социальные последствия применяемых решений, увязывая их с общегосударственными интересами.
1.ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1. Описание технологического процесса.
Алюминий-сырец, полученный при электролизе расплава солей в электролизном цехе поступает в литейное отделение по узкоколейному рельсовому пути на тележках в литейных ковшах ёмкостью Q»1.5-1.8 т. (рис.1.2)
Здесь ковши взвешивают на весах и, при помощи электромостового крана Q=5т (рис.1.3), этим алюминием заполняют миксера: для производства сплавов и протекторов; и печи: для получения алюминия-сырца в слитках различного типа.
При необходимости разливки металла сразу из ковша, ковш ставят в чашу гидроопрокидывателя и разливают на литейном конвейере
Для получения чушек применяется литейный конвейер ЛК-3
Литейный конвейер ЛК-3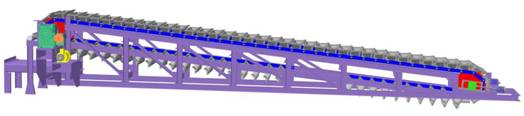
Рис.1.6
Для пакетирования полученных чушек и охлаждения применяют чушкоукладчик ЧАП-4 и систему водяного тумана соответственно.
Далее, готовые штабеля чушек автопогрузчиками и мостовыми кранами отправляются на склад готовой продукции, откуда авто- или железнодорожным транспортом алюминий поставляется на перерабатывающие заводы (рис1.7).
1.2. Описание механического оборудования.
Технологическая цепочка разливки алюминия в чушки включает в себя следующие агрегаты:
1. Литейный ковш (рис1.9)
2. Миксер (рис.1.10)
2.1 Печь вторичного подогрева (рис. 1.11)
3. Литейный конвейер (рис1.8)
4. Чушкоукладчик ЧАП-4 (рис.1.12)
Далее готовые пакеты чушек отгружаются потребителям автопогрузчиками и электромостовыми кранами.
Литейный конвейер ЛК-3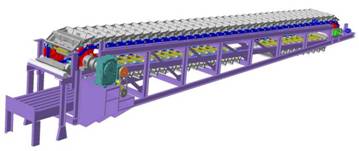
Рис.1.8
Литейный ковш представляет из себя ёмкость »1,8м3, формы усечённого конуса.
|
Печь вторичного подогрева (рис. 1.11) предназначена для усреднения химического состава сплава, полученного в миксере перед его разливкой в слитки. Подогрев и загрузка - разгрузка печи производится аналогично миксеру.
|
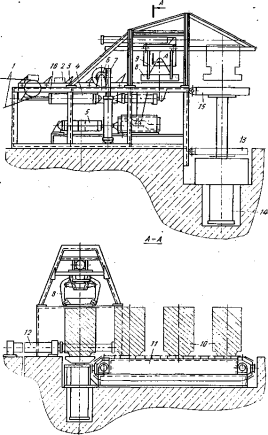
Программированное движение толкателя 3 и кантователя 6 осуществляется командоаппаратом 5. после того как на столе 15 наберётся один ряд чушек , даётся команда гидроцилиндру 14 на опускание стола 15 на один шаг. Затем набирается второй ряд чушек, который с помощью захватного устройства 8 , установленного на тележке 9 , поворачивается на 90°, потом стол со штоком 13 опускается ещё на один шаг. Всего набирается 12 рядов по высоте (по 5 чушек в ряд), за исключением нижнего, где по условиям обвязки пакета набирается четыре не кантованные чушки.(рис. 1.13.) Общая производительность чушкоукладчика=6 т/ч.[7]
Похожие работы


... барабан 3 У - 1 0,08 кг 1 раз в неделю Винт 4 У - 1 0,02 кг 1 раз в месяц Редуктор 5 И – 20А 0,8 кг 1 раз в год 5. СЕБЕСТОИМОСТЬ КАПИТАЛЬНОГО РЕМОНТА ЛЕНТОЧНОГО КОНВЕЙЕРА 5.1 Определение трудоемкости капитального ремонта Определение трудоемкости капитального ремонта (по Положению о планово-предупредительных ремонтах оборудования и транспортных средств на предприятиях ...
... (8.13) составит: 325,35 тыс. р. 8.4 Расчет годового экономического эффекта и показателей рентабельности капиталовложений Годовой экономический эффект, обусловленный внедрением проекта реконструкции линии производства формового хлеба путем установки дополнительной тестомесильной машины и модернизации существующего и вновь установленного оборудования, составит где Ен - нормативный ...
0 комментариев