Навигация
Определение и расчёт характеристик машины по заданной производительности участка
31282
знака
3
таблицы
15
изображений
1.3. Определение и расчёт характеристик машины по заданной производительности участка.
Плановая производительность участка за часQчас=Qсут/24, (1.1)
где Qсут- плановая производительность участка за сутки, Qсут=498,6 т/сут
Qчас=498,6/24=20,775 т/ч
Плановая производительность конвейера за час
QКПЛ=Qчас*КЧ, (1.2)
Где КЧ- Объёмная доля чушкового алюминия от плановой производительности участка
( остальной алюминий перерабатывается на МПНЛЗ), КЧ=0,2
QКПЛ=20,775*0,2=4,155 т/ч
Расчёт количества конвейеров шт (1.3)
шт (1.3)
где QК - базовая производительность конвейера за час, QК=3,87 т/ч
Ки - коэффициент использования оборудования, Ки=0,86 шт.
шт.
Принимаю п=2 конвейера.
Чтобы проверить степень загруженности оборудования рассчитаем коэффициент запаса
ПЗ=(QK*n)/QКПЛ,, (1.4)
ПЗ=1,863
Коэффициент запаса - большой, следовательно все ремонты можно проводить безболезнено для технологии. Кроме того мы получили 53% - ный запас производственных мощностей, который позволит увеличить выпуск продукции. [1]
2. КОНСТРУКТОРСКАЯ ЧАСТЬ 2.1. Описание конструкции и работы литейного конвейера
Конвейер представляет собой сварную раму балочного типа (рис2.1 ),
Рама конвейера

рис.2.1
по направляющим которой , опираясь на катки пластинчатой цепи, перемещаются изложницы, шарнирно соединённые с цепью (рис.2.2).
Цепь - бесконечная, перемещается по нижним и верхним направляющим рамы. На её оси насажены катки с ребордами (рис.2.3). Для уменьшения случаев попадания алюминия на оборудование бортики изложниц перекрываются соседними изложницами.
Цепь с изложницами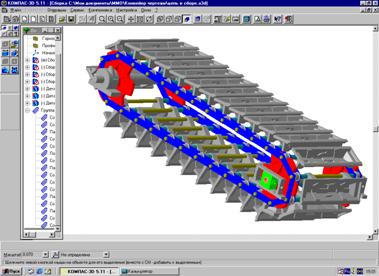
рис.2.3
Цепь перемещается звёздочкой усилием приводной станции.(рис.2.4),
Приводная станция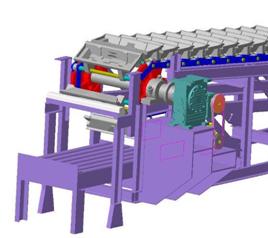
Рис.2.4
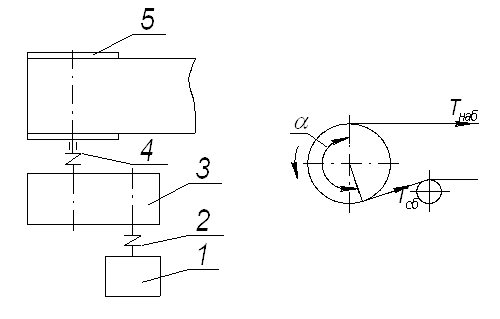
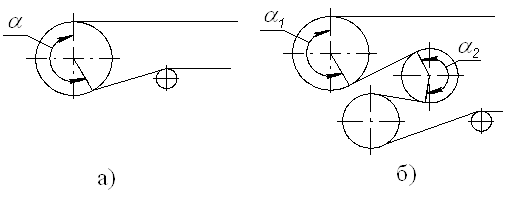
которая состоит из червячного редуктора, ремённой передачи и электродвигателя. На вал ведущих звёздочек крутящий момент передаётся зубчатой муфтой. Приводной вал установлен на подшипниках скольжения. Для смазки узлов трения применяют прессмаслёнки.
Для натяжения звёздочки применяют винтовое и пружинное натяжные устройства (рис.2.5)
Натяжная станция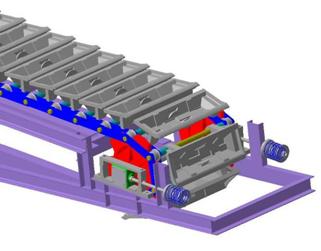
рис.2.5
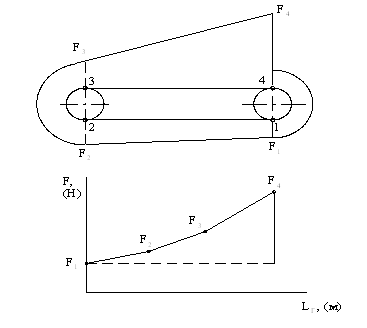
Натяжной вал установлен на двухрядных само центрующихся подшипниках качения, которые, в свою очередь установлены в подвижные корпуса подшипников. Натяжные шпильки вворачиваются в корпуса подшипников и, через пружинные демпфера, ограниченные защитными тарелками, натягивают цепь конвейера.
Металл разливают через литейную чашу, которая имеет гидравлическое приспособление для регулирования струи алюминия, направляемого в изложницу. Во время работы металл в изложницах охлаждается водяным туманом из пневмо-гидро-распылителей, расположенных под изложницами. Образовавшиеся газы и пар собираются под зонтом и отсасываются. Такая система охлаждения позволяет регулировать температуру чушек и изложниц за счёт интенсивности их охлаждения.
Клеймение чушек осуществляется с помощью молотка, приводимого в движение вращающимся кулачком от цепной передачи. При набегании кулачка на рычаг молотка он отводится от изложницы и при сбегании с кулачка, рычаг осуществляет клеймение с помощью пружины. Для клеймения также используют валик с закреплёнными на нём клеймами.
После прохождения приводных звёздочек изложницы кантуются. В этот момент они ударяются об отбойное устройство, которое представляет собой кусок алюминиевого ваербарса, при ударе о который чушка выпадает, а изложница не раскалывается.
Выпавшие чушки поступают на роликовый приёмник. В линии КЛ-3 роликовый приёмник представляет собой цепной транспортёр со столом-рольгангом, помещённый в бак-раму, прямоугольной формы. Над бак-рамой установлен зонт отсоса, а в баке расположена система распылителей воды, аналогичная применяемой в литейной машине. Чушки по транспортёру перемещаются в зону действия чушкоукладчика ЧАП-4, с помощью которого они собираются в пакеты. [7]
2.2. Литературный обзор
Ленточные разливочные машины применяют для разливки алюминия и его сплавов на рис.2.8, магния, цинка на рис.2.6, 2.7; черновой меди и шлаков на чушки ,на рис.2.9.
![]()
 Ленточная машина для разливки цинка
Ленточная машина для разливки цинка

![]()
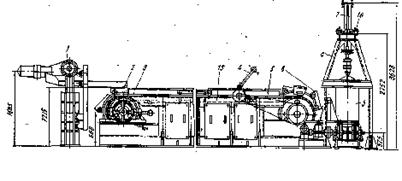
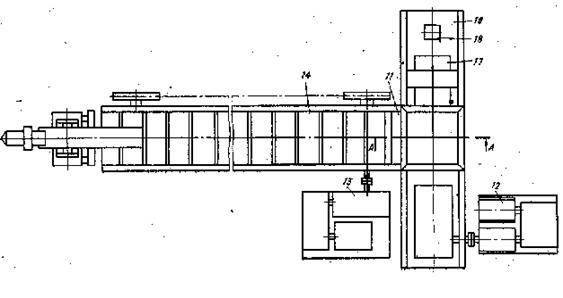
Рис.2.6
Такие установки обладают большей производительностью и компактностью по сравнению с круглыми (карусельными) разливочными машинами.
Установка состоит из :
1. жёлоба
2. изложницы
8. чушкоукладчика
10. вспомогательный конвейера
13. приводной механизма
14. главного конвейера
Главный конвейер представляет собой пластинчатый транспортёр, на цепях которого шарнирно закреплены чугунные изложницы. В каждой из них размещены по две чушки массой 20 кг. Нижняя поверхность изложниц охлаждается водой через разбрызгивающее устройство 15 . Верхняя поверхность изложниц обдувается воздухом. Выделяющиеся в процессе газы и пары удаляются через аспирационную установку. Изложницы заполняются металлом, выплавленным в электропечи, через качающийся жёлоб 1 с графитовой футеровкой. При этом привод наклона жёлоба сблокирован с приводом движения конвейера. Чтобы металл не застывал в жёлобе, применяют электроподогрев до 400-450 °С.
Привод 13 конвейера 14 состоит из двигателя постоянного тока, клиноремённой передачи, червячного и цилиндрического редукторов, приводных звёздочек и втулочно-катковой цепи. Для предохранения от поломок цепей и зубьев при резком повышении нагрузки, звёздочки делают разъёмными со стягивающими пружинами. При превышении расчётного усилия трущиеся разъёмные части звёздочек начинают проскальзывать друг по другу. Использование двигателя постоянного тока позволяет плавно регулировать частоту его вращения в диапазоне 400-1600 мин-1. максимальная расчётная скорость конвейера составляет 0,015 м/с, а общее передаточное число - 3300.
Натяжение цепей осуществляется с помощью винтового устройства у холостой звёздочки 3.
На рабочей ветви рамы изложницы на роликах перекатываются по направляющим в горизонтальном положении, на холостой ветви ролики цепей перемещаются по направляющим, а изложницы свободно висят на шарнирах. Длина рабочей части машины зависит от скорости остывания слитков и для цинковых чушек составляет 8-10 м.
Чушки клеймят с помощью молотка 4, приводимого в движение вращающимся кулачком от цепной передачи 5.
Выпадение чушек из изложниц происходит на крутом участке рамы 6. Чушки, выпавшие из изложницы, попадают на механизм подачи 11, представляющий собой цепной питатель с приводом от главного двигателя. Полотно питателя набрано из параллельных втулочно-роликовых цепей.
Вспомогательный конвейер 10 (рис.3) расположен перпендикулярно механизму подачи, с которого чушки попадают в зону действия штабелеукладчика 8. штабелеукладчик состоит из пневмоцилиндров 7,17, захватывающих клещей 20 и каретки 16.
 |
Чушкоукладчик цинковых чушек
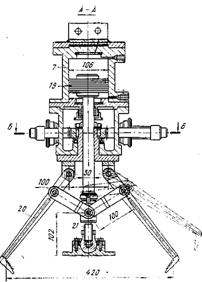 |
рис.2.7
Перемещение каретки 16 в направлении оси вспомогательного конвейера обеспечивает пневмоцилиндр 17. Конечные положения тележки ограничивают упоры 18. Движение вспомогательного конвейера осуществляется от привода 12.
Ленточная разливочная машина для получения алюминиевых чушек.
Продолжительное время чушковый алюминий и его сплавы поступали в вагонах «навалом», что влекло за собой большие затраты при выгрузке. В настоящее время приняты две формы чушек, позволяющие перевозить их в пакетах. При трапецеидальной форме (СКБЦМ) масса чушки принята 16 кг, при другой форме (Иркутский филиал ВАМИ)-15кг. Общая технологическая линия разливки состоит из миксера для алюминия или его сплавов, литейного конвейера, системы охлаждения чушек, чушкоукладчика с транспортёром и участка обвязки пакетов. Более подробно конструкция конвейера для литья алюминия (рис.2.8) рассмотрена в разделе :«Описание конструкции и работы литейного конвейера.».
Ленточная машина для разливки шлака медной плавки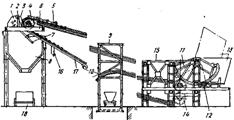
Имеет сравнительно большой перепад высот от места заливки изложниц к месту выгрузки при длине между осями звёздочек 20,5 м. Такая компоновка позволяет уменьшить протяжённость машины.
Разливочная машина состоит из привода, наклонного моста, цепного транспортёра с изложницами, заливочного и разгрузочного устройств. Основу конвейера составляют пластинчатые цепи, к которым шарнирно закреплены чугунные изложницы (мульды), что позволяет изложнице при переходе на холостую часть цепи переворачиваться и перемещаться в вертикальное положение.
Цепи с изложницами перемещаются вдоль конвейерного трека, состоящего из рамы и закреплённых на ней двух рядов катков. Движение осуществляется от привода, включающего электродвигатель, редуктор, открытую зубчатую передачу, большое колесо которой жёстко связано с валом двух ведущих звёздочек. Внезапное торможение обеспечивается тормозами и храповым механизмом. Нижняя холостая ветвь перемещается по треку. На участке от опоры до рамы трек на расстоянии 5м отсутствует. В результате свободного провисания изложниц с цепями осуществляется натяжение цепного конвейера. Ведомые звёздочки (их две с каждой стороны) служат для направления цепей.
Для наклона ковша, из которого наполняют изложницы, служит кантовальное устройство, состоящее из зубчатого сектора, зубчатого колеса, открытой зубчатой передачи, редуктора, тормоза и электродвигателя. Ковш наполняют из шлакового ковша с помощью мостового крана и затем устанавливают цапфами на зубчатые сектора. Масса жидкого шлака равна 12,6 т, а совместно с ковшом кантуемая масса составляет 20,37 т.
После прохождения ведущих звёздочек изложница готова для разгрузки. В этот момент она поворачивается вокруг шарнирного закрепления и ударяется сначала о жёсткий, а затем о пружинный упоры, установленные на раме. Оторвавшийся от изложницы шлаковый слиток попадает на лоток и через бункер - в вагон, в котором шлак транспортируется на дальнейшую переработку.
Разливка черновой меди на слитки т=1,1-1,5 т осуществлена на Кировоградском медеплавильном комбинате им. С.М.Кирова на горизонтальных ленточных машинах. Здесь медь из конвертера переливается в металлургический ковш, а из него в наклоняемый миксер. При наклоне миксера медь по жёлобу сливается в изложницы, установленные шарнирно на чугунной платформе тележки литейного транспортёра. Тележки соединены между собой тяговой цепью и перемещаются по кольцевому пути. Шарнирное закрепление изложницы позволяет ей поворачиваться вокруг опоры, когда палец изложницы попадает на крюк опрокидывателя. В этот момент изложница поворачивается и затвердевший слиток попадает на приёмную площадку. При обратном ходе крюка изложница занимает исходное положение. Привод опрокидывателя включает электродвигатель и два редуктора, и работает от командоаппарата. Для смягчения удара слитка под приёмной площадкой установлены пружинные амортизаторы. С приёмной площадки слиток кантователем передаётся на рольганг, откуда погрузчик забирает его и транспортирует на склад. Заливка изложниц происходит без остановки конвейера, поэтому жёлоб устроен так, чтобы можно было прервать струю металла на время подхода следующей изложницы. Движение конвейера обеспечивается электродвигателем, вариатором, редуктором и открытой зубчатой передачей. Через кулачки приводной цепи, сцепляющейся с роликами тяговой цепи, движение передаётся к ходовой части конвейера. Постоянное натяжение цепи создаётся натяжным устройством в виде подвижной рамы, перемещающейся винтом. На раме имеется закруглённый участок рельсового пути, перемещающийся вместе с рамой. Длину транспортёра выбирают исходя из условий затвердевания слитка. Для отсоса газов над конвейером служит вентиляционная камера. Высокие эксплуатационные свойства машины позволили исключить ручной труд, резко повысить производительность труда и экономические показатели процесса разливки. Сопоставление удельных технико-экономических показателей ленточных и карусельных разливочных машин приведено в табл.2.1.:
Таблица.2.1.
Технико-экономические показатели различных литейных машин.
| Технико - экономические показатели | Разливочные машины | |
| карусельные | ленточные | |
| Удельная производительность машины, т/(ч*м2) | 0,7-1,0 | 0,9-1,2 |
| Удельная мощность электродвигателя машины, кВт/(т*ч-1) | 0,5-1,0 | 0,4-0,6 |
| Удельная масса машины, т/(т*ч-1) | 0,2-0,4 | 0,3-0,6 |
Сравнение приведённых показателей показывает, что применение ленточных машин позволит повысить производительность разливки за счёт увеличения длины конвейера и его скорости , что трудно осуществить на карусельных машинах. Ленточные машины проще обслуживать, они менее массо- и энергоёмки. У ленточных машин не используются изложницы холостой ветви и требуется сравнительно частое регулирование и контроль состояния звеньев.
2.3. Модернизация узлов конвейера 2.3.1 Модернизация приводаЗа время работы электролизного производства на литейных конвейерах было предложено и внедрено несколько разных схем привода:
1. Привод состоит из электродвигателя М2МА-6, мощностью N=3кВт, с частотой вращения п=955 мин-1, редуктора ЦТН-1100 с регулируемым передаточным числом i=24, червячного редуктора открытого типа i=27,4.(рис.2.10)
Слабым местом этой схемы привода является открытая червячная передача, которая требует точного монтажа; смазывается НИГРОЛом; есть возможность загрязнения извне. Защита от заклинивания - муфта предельных моментов со срезными штифтами, замена которых занимает время. Регулировка оборотов приводного вала осуществляется при помощи гитары сменных колёс, перенастройка которых также занимает время.
2. Привод состоит из электродвигателя М2МА-6, мощностью N=3кВт, с частотой вращения п=955 мин-1, редуктора ЦТН-1100 с регулируемым передаточным числом i=24. червячного редуктора типа РЧП-300-I, i=49. (рис.2.11)
Основным минусом этой схемы привода является то, что редуктор РЧП-300 снят с производства в 1980г. и оснастить ими весь парк конвейеров не представляется возможным. Также ,в целом, привод очень металлоёмок и громоздок. Защита от заклинивания - муфта предельных моментов со срезными штифтами, замена которых занимает время. Регулировка оборотов приводного вала осуществляется при помощи гитары сменных колёс, перенастройка которых также занимает время.
3. Привод состоит из электродвигателя АИР112МА6, мощностью N=3кВт, с частотой вращения п=880 мин-1, двухступенчатого червячного редуктора типа Ч2-160 i=1040 и клиноременной передачи i=0.911 - 2.28. (рис.2.12)
Проектируемый вариант привода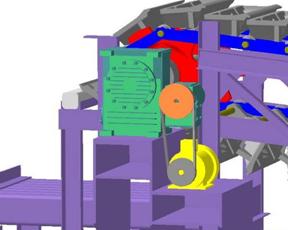
рис.2.12
Металлоёмкость привода снижена за счёт применения одного редуктора, который производится и продаётся в настоящее время. Защитой от заклинивания и регулятором оборотов приводного вала служит ремённая передача, которая подобрана таким образом, что для всех передаточных чисел привода используются 2 ремня одного типа, одной длины. Заменяются лишь шкивы, которых 2 типа: для двигателя и для редуктора, они отличаются посадочным диаметром.
Модернизация натяжной станции. Существующая конструкция опор вала натяжной станции проста по конструкции, но неудобна в эксплуатации, так как для натяжения цепи используются шпильки с резьбой, степень натяжения которых невозможно синхронизировать, по этому возникают перекосы в цилиндрических втулках-опорах вала, вследствие чего их преждевременный износ, выдавливание смазки, снижение КПД привода..Поэтому взамен существующей конструкции (рис2.13)
Натяжная станция на чугунных втулках
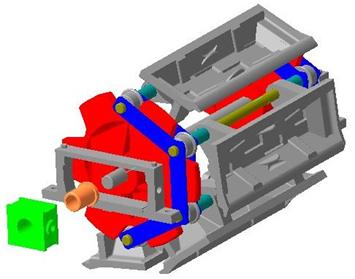
рис.2.13
предлагается схема на подшипниках качения. (рис.2.14)
Натяжная станция на подшипниках качения
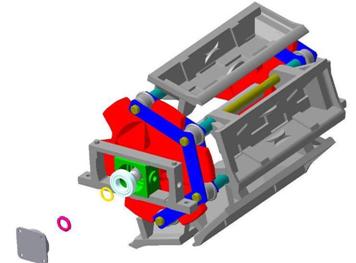
рис.2.14
Сферическая форма двухрядных шариковых подшипников позволяет безболезненно компенсировать любые перекосы вала, также данная конструкция обеспечивает стабильный смазочный режим подшипников. [1]
Похожие работы


... барабан 3 У - 1 0,08 кг 1 раз в неделю Винт 4 У - 1 0,02 кг 1 раз в месяц Редуктор 5 И – 20А 0,8 кг 1 раз в год 5. СЕБЕСТОИМОСТЬ КАПИТАЛЬНОГО РЕМОНТА ЛЕНТОЧНОГО КОНВЕЙЕРА 5.1 Определение трудоемкости капитального ремонта Определение трудоемкости капитального ремонта (по Положению о планово-предупредительных ремонтах оборудования и транспортных средств на предприятиях ...
... (8.13) составит: 325,35 тыс. р. 8.4 Расчет годового экономического эффекта и показателей рентабельности капиталовложений Годовой экономический эффект, обусловленный внедрением проекта реконструкции линии производства формового хлеба путем установки дополнительной тестомесильной машины и модернизации существующего и вновь установленного оборудования, составит где Ен - нормативный ...
0 комментариев