Навигация
2. Разогревание бака
V=0,2.0,5.2.0,002+0,2.0,25.2.0,002+0,5.0,25.0,002=0,00085м3
![]() =0,00085м3. 7800кг/м3=6,63 кг
=0,00085м3. 7800кг/м3=6,63 кг
Q3 б=6,63 кг. 462Дж/кг0С(100-20)=245044,8Дж=245кДж
3. Нагревание перфорированной поверхности
S=0,25м.0,5м=0,125м2; отверстий в перфорированной поверхности составляет 20% от общей площади, тогда площадь всех отверстий равна:
S=0,125.0,2=0,025м2
Sодного отверстия =ПD2/4=3,14.(0,004)2/4=12,5.10-6м2
Nколичество отверстий =0,025м2/12,5.10-6м2=2000шт
V1=0,25м.0,5м.0,001м=0,000125м3
V2=12,5.10-6м2.0,001м.2000шт=0,000025м3
V=0,000125м3-0,000025м3=0,0001м3
![]() =0,0001м3. 7800кг/м3=0,78 кг
=0,0001м3. 7800кг/м3=0,78 кг
Q3 п.п=0,78 кг. 462Дж/кг0С(100-20)=28828,8Дж=28,8кДж
![]() = 69Дж+245кДж+28,8кДж=342,8кДж
= 69Дж+245кДж+28,8кДж=342,8кДж
4. Нагрев теплоизоляции
lи=0,059+0,00026.(90+50/2)=0,0772Вт/(м.0С)
q =α´0(tн.с-t0)=3,65 Вт/м2.ч.0С(500С-200С)=109,5Вт/м2
 =0,0772 Вт/(м.0С).
=0,0772 Вт/(м.0С).
(900С-500С)/109,5Вт/м2=0,028м=2,8см
Fи=0,2м.0,42м.2+0,2м.0,7м.2=0,448м2
![]() =0,028м.0,448м2.30=0,37632кг
=0,028м.0,448м2.30=0,37632кг
![]() =0,37632кг.0,46.103.(900С-200С) =12116,86Дж=12,12кДж
=0,37632кг.0,46.103.(900С-200С) =12116,86Дж=12,12кДж
| Расход тепла, кДж | Режим разогрева | Стационарный режим | Общий % от всех затрат |
| Полезно используемое тепло | 6610,3 | 3344,91 | 86,5 |
| Потери тепла в окружающую среду | 65,4 | 72,4 | 1,26 |
| Потери тепла на разогрев конструкции | 599,92 | - | 12,24 |
| Итого | 727562 | 3417,31 | 100 |
3 Методика расчета электронагревателей
Для выполнения расчета электронагревателя надо знать его мощность, допустимые удельные мощности на поверхности трубки тэна, номинальное напряжение, рабочую температуру и среду, в которой будет работать нагреватель. Мощность электронагревателя определяется на основании мощности аппарата или его определенного узла, (жарочная поверхность, шкаф) и числа нагревателей в нем.
Мощность аппарата определяется из теплового баланса по формуле
 , (3.2.1.)
, (3.2.1.)
где Q — максимальное тепло, подводимое к аппарату за время разогрева или стационарного режима (определяется из теплового баланса), Дж;
t — время разогрева или стационарного режима, с.
Мощность одного тэна Рэ определяется по формуле
 , (3.2.2.)
, (3.2.2.)
где п — количество тэнов в аппарате, обусловленное назначением аппарата и схемой регулирования нагрева.
При расчете важно правильно выбрать диаметр проволоки. При завышении его потребуется большая длина проволоки, что вызовет перерасход дорогостоящего материала и увеличение габаритов нагревателя, при занижении диаметра – спираль быстрее перегорит.
Для выполнения расчета по таблице 3.1. выбираем допустимую удельную мощность W на поверхности трубки тэна в зависимости от рабочей среды.
Таблица 3.1.
| Рабочая среда | Рекомендуемый материал оболочки тэна | Удельная мощность W, Вт / м2 |
| Вода Жиры пищевые Воздух | Нержавеющая сталь марки Х18Н10Т. Ст. 10, Ст. 20 с защитным покрытием. Ст. 10, Ст. 20 с защитным покрытием. | 11 104
3 104
2,2 104
|
Длина активной части трубки тэна после опрессовки La выбирается в зависимости от размеров, формы и схемы размещения тэнов в зоне нагрева или по формуле
 , (3.2.3.)
, (3.2.3.)
где D — наружный диаметр трубки тэна, м.
Длина активной части тэна до опрессовки Lа1 составляет
 , (3.2.4.)
, (3.2.4.)
где g — коэффициент удлинения трубки после опрессовки; принимается равным 1,15.
Полная длина трубки тэна после опрессовки Lполн составляет
![]() (3.2.5.)
(3.2.5.)
где Lnолн—длина пассивных концов трубки тэна; принимается в пределах 0,04—0,05 м.
Электрическое сопротивление проволоки тэна после опрессовки составляет
 , (3.2.6.)
, (3.2.6.)
где U—напряжение сети, В.
Сопротивление проволоки тэна до опрессовки составляет
Ro=R∙ar, (3.2.7.)
где ar.—коэффициент изменения электрического сопротивления проволоки в результате опрессовки; принимается равным 1,3.
Зная Ro, можно вычислить диаметр и длину проволоки спирали, пользуясь известными зависимостями:
 , (3.2.8.)
, (3.2.8.)
где d—диаметр проволоки, м; принимается в пределах от 0,0004 до 0,001 м;
S—сечение проволоки, м2;
l—длина проволоки сопротивления (активная), м.
Длина проволоки тэна согласно формуле 3.2.9. будет равна
 , (3.2.9.)
, (3.2.9.)
где d—принятый диаметр проволоки, м;
ρ—удельное сопротивление проволоки при рабочей температуре, определяемое по формуле, Ом×м2
r= ρ20 [1+а(t—20)], (3.2.10.)
где ρ20 —удельное сопротивление проволоки при 20° С; по таблице 3.1.;
а —температурный коэффициент сопротивления; принимается по таблице 3.1.
Таблица 3.1.
| Марка сплава | Удельное сопротивление, при 200С, Ом∙м | Температурный коэффициент сопротивления, 1/0С | Допустимая температура, 0С | |
| предельная | рабочая | |||
| Х15Н60 Х20Н80 Х13Ю4 0Х27Ю5А | (1,06…1,16) 10-6 (1,03…1,13) 10-6 (1,18…1,34) 10-6 (1,37…1,47) 10-6 | 0,17∙10-3 0,15∙10-3 0,15∙10-3 0,15∙10-3 | 1000 1100 1000 1300 | 950 1050 900 1250 |
Длина одного витка спирали в среднем составит
l в=1,07p(dст+d), м, (3.2.11.)
где 1,07—коэффициент, учитывающий пружинность спирали при навивке;
dст — диаметр стержня для навивки спирали.
Число витков спирали составит
 , (3.2.12.)
, (3.2.12.)
Расстояние между витками равняется
 , (3.2.13.)
, (3.2.13.)
Для нормального отвода тепла от спирали необходимо, чтобы расстояние между витками превышало диаметр проволоки спирали в два-три раза. Однако чем больше расстояние между витками, тем лучше условия работы спирали и тем она долговечнее.
Преобразуя формулу 3.2.13., получим коэффициент шага спирали
 , (3.2.14.)
, (3.2.14.)
Потребное количество проволоки для одного элемента с учетом навивки на концы контактных стержней по 20 витков составит.
![]() , (3.2.15.)
, (3.2.15.)
=7275,62кДж/900с=8,1кВт
=8,1кВт/6=1,35кВт
W=11.104Вт.м2
; D=P/LаWП
Найдем ширину тена: (0,5-2.0,05)/11=0,036м
R=0,018м
L=0,25-0,05-0,018=0,185м
![]() =2.0,182+3,14.0,018=0,421м
=2.0,182+3,14.0,018=0,421м
Lа= Lnолн – 2Ln= 0,412-2.0,05=0,321м
D=P/LаWП=1,35кВт/0,321м.11.104м2.3,14=0,012м=12см
=0,321м/1,15=0,279м
=(220)2В/1496,7Вт=32,34Ом
Ro=R∙ar, =1,3.32,34=42,042Ом
;
r= ρ20 [1+а(t—20)]=1,34.10-6Ом.м (1+0,15.10-3(10000С-200С))=
1,537.10-6Ом.м
=42,042Ом.3,14.(0,4.10-3)2м/4/1,537.10-6Ом.м=3,44м
dвнут.=D-2=12мм-2=10мм
dст=10мм/2=5мм
l в=1,07p(dст+d)=1,07.3,14(0,005+0,5.10-3)=0,018м
=3,44м/18.10-3м=191витка
=0,321-191.0,4.10-3/191=0,00128м=1,28мм
=0,321м/191.0,4.10-3м=4,2
![]() =3,37м+2.20.18.10-3м=4,09м
=3,37м+2.20.18.10-3м=4,09м
Заключение
В ходе выполнения курсового проектирования, пользуясь данными варианта, был составлен тепловой баланс макароноварки в период разогрева, состоящий из полезно используемого тепла, потерь тепла наружными поверхностями оборудования в окружающую среду, тепла, расходуемого на нагревание конструкции макароноварки.
На основе полученных результатов по тепловому балансу был произведен расчет производительности макароноварки и расчет трубчатых электронагревателей.
На основе произведенных расчетов был разработан чертеж конфигурации и месторасположения электронагревательных элементов оборудования и изображен электронагревательный элемент в разрезе с указанием конструктивных элементов.
Литература
1. Вышелесский А.Н. Тепловое оборудование предприятий общественного питания - М.: Экономика, 1976.-399 с.
2. Литвина Л.С., Фролова З.С. Тепловое оборудование предприятий общественного питания - М., : Экономика, 1987.-248 с.
3. Дорохин В.А. Тепловое оборудование предприятий общественного питания.- Киев, 1987 г.
4. Белобородов В.В., Гордон Л.И. Тепловое оборудование предприятий общественного питания - М.,: Экономика, 1983, - 303.
5. Гинзбург А.С. Теплофизические характеристики пищевых продуктов- М.; Экономика, 1983,-303.
6. Литвина Л.С, Фролова З.С. Тепловое оборудование предприятий общественного питания. М.: «Экономика», 1969, - 311с.
Похожие работы


... проводят один раз в год. После установки новых абразивных сегментов и чаши проверяют между ними зазор. Крепление абразивов к диску должно быть прочным, покачивание их не допускается. Качество ремонта механического оборудования в основном зависит от правильного выполнения сборочных операций механических передач движения, которые включают три этапа: установку подшипников, сборку кинематических пар ...
... Заготовочные Специализированные нет Мучные и кондитерские изделия – покупные. -8- Приготовление блюд Блюда из рыбы на предприятиях общественного питания пользуются большим спросом и реализуются в большом количестве. Рыба содержит от 40 до 65% съедобного мяса, ...
... -ответственным лицом. При получении продуктов со склада проверяется соответствия их требованиям-накладным по ассортименту, массе и количеству, а также исправность тары. 2.3 Организация работы заготовочных цехов Кафе – предприятие общественного питания с полным производственным циклом, где выполняются все стадии технологического процесса по приготовлению пищи, ее реализации. В кафе ...
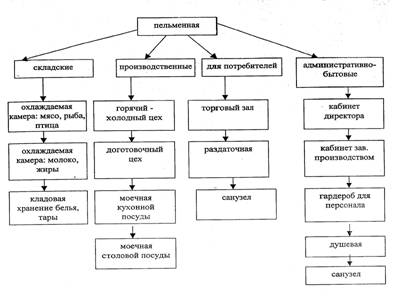

ма и хранения продуктов; производственных помещений; помещений для потребителей). В связи с наличием множества функций, связанных с процессом приготовления блюд, их реализацией и организацией потребления, предприятия общественного питания имеют функциональное зонирование помещений, которое предполагает выделение отдельных групп помещений и их взаимосвязь, которая должна обеспечить: - поточность ...
0 комментариев