Навигация
Определение параметров основных типовых соединений
21384
знака
5
таблиц
6
изображений
Министерство сельского хозяйства РФ
Федеральное государственное образовательное учреждение
высшего профессионального образования
Алтайский государственный аграрный университет
Институт техники и агроинженерных исследований
Кафедра технологии конструкционных материалов и ремонта машин
Курсовая работа по метрологии, стандартизации и сертификации.
ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ ОСНОВНЫХ ТИПОВЫХ СОЕДИНЕНИЙ
Содержание
Введение
Нормативные ссылки
1. Допуски и посадки гладких сопряжений
2. Допуски и посадки резьбовых сопряжений
3. Допуски и посадки подшипников качения
4. Допуски и посадки шпоночных соединений
5. Допуски и посадки шлицевых соединений
6. Расчёт размерной цепи
Список используемой литературы
Введение
Для повышения технического уровня и качества продукции, роста производительности труда, экономии трудовых и материальных ресурсов необходимо во всех отраслях народного хозяйства развивать и совершенствовать системы стандартизации на основе внедрения достижений науки, техники и практического опыта.
Необходимо усилить действенное и активное влияние стандартов на выпуск продукции, соответствующей по своим технико-экономическим показателям высшему мировому уровню.
Сегодня, когда для производства одной машины необходима кооперация между сотнями предприятий различных отраслей промышленности, вопросы качества продукции невозможно решить без расширения работ по совершенствованию системы взаимозаменяемости, метрологического обеспечения, улучшения методов и средств контроля продукции.
Цель – выработка у будущих инженеров знаний и практических навыков использования и соблюдения требований комплексных систем общетехнических стандартов, выполнения точных расчётов и метрологического обеспечения при изготовлении, эксплуатации и ремонте сельскохозяйственной техники.
1. Допуски и посадки гладких сопряжений
Диаметр сопряжения 6 мм
Сопряжение 1: ø6 H9/d9
Сопряжение 2: ø6 S7/h6
1.1 Расчёт сопряжения 1: H9/d9
1.1.1 Посадка выполнена в системе отверстия. Посадка с зазором.
Отверстие ø6 H9 [1]:
EI = 0 мкм;
ES = EI +T; (1)
где ES (es) – верхнее отклонение отверстия (вала), мкм;
EI (ei) – нижнее отклонение отверстия (вала), мкм;
Т – допуск, мкм;
ES = 0+30 = +30 мкм
Вал ø6 d9 [1]:
es = -30 мкм;
ei = es – Т; (2)
ei = -30–30 = -60 мкм
1.1.2 Находим предельные размеры отверстия и вала
Dнб = D+ES (3)
Dнм = D+EI. (4)
где D (d) – номинальный диаметр отверстия, мм;
Dнб (Dнм) – наибольший(наименьший) диаметр отверстия, мм.
Dнб= 6+0,03 = 6,03 мм;
Dнм = 6+0 = 6 мм.
dнб = d+es (5)
dнм = d+ei (6)
где dнб (dнм) – наибольший(наименьший) диаметр вала, мм;
d – номинальный диаметр вала, мм;
dнб = 6+(-0,03)=5,97 мм;
dнм = 6+(-0,06) = 5,94 мм.
1.1.3 Определяем величину допусков каждой детали и величину допуска посадки
TD= ES-EI (7)
Td = es – ei (8)
где TD (Td) – допуск отверстия (вала), мкм;
TD = 30–0 = 30 мкм;
Td =-30 – (-60) = 30 мкм.
T∆ = TD+Td (9)
где T∆ – допуск посадки, мкм;
T∆ = 30+30 = 60 мкм.
1.1.4 Вычисляем величину наибольших зазоров и натягов
Sнб = ES-ei (10)
где Sнб (Sнм) – наибольший (наименьший) зазор, мкм;
Sнб = 30 – (-60) = 90 мкм.
Sнм = EI-es (11)
Sнм = 0 – (-30) = 30 мкм.
1.1.5 Находим чистоту обработки сопрягаемых поверхностей [1]:
RaD= 0,05*TD (12)
где RaD (Rad) – шероховатость отверстия (вала);
RaD = 0,05*30 = 1,5 мкм.
Принимаем RaD=1,25 мкм.
Rad = 0,05*Td (13)
Rad = 0,05*30 = 1,5 мкм.
Принимаем Rad = 1,25 мкм
1.1.6 Устанавливаем предельную величину погрешности формы [1]:
Т/0/ = 0,3*ТD(14)
Т/0/ = 0,3*Тd(15)
где Т/0/ - допуск цилиндричности, мкм.
Отверстие ø6 H9:
Т/0/ =0,3*30=9 мкм.
Принимаем Т/0/ = 6 мкм.
Вал ø6 d9:
Т/0/ =0,3*30=9 мкм.
Принимаем Т/0/ =6 мкм.
1.1.7 Строим схему расположения полей допусков сопряжения в масштабе 1 мкм – 1 мм. (рис. 1)
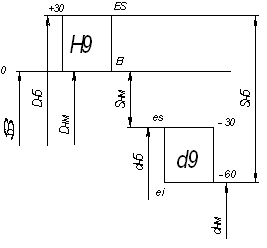
Рисунок 1. Схема расположения полей допусков сопряжения Æ6 H9/d9
1.1.8 Вычерчиваем эскиз сопряжения и деталей в отдельности с обозначением посадок, отклонений, чистоты обработки поверхностей (черт 1)
1.2 Расчёт сопряжения ø6 S7/h6:
1.2.1 Посадка выполнена в системе вала. Посадка с натягом
Отверстие ø6 S7
ES = -15 мкм
EI = ES – T; (16)
По формуле (16):
EI = -15–12=-27 мкм
Вал ø6 h6:
es = 0 мкм
Находим нижнее отклонение вала по формуле (2):
ei = 0–8 = -8 мкм.
1.2.2 По формулам (3), (4), (5) и(6) находим предельные размеры отверстия и вала:
Dнб = 6+(-0,015) = 5.985 мм;
Dнм = 6+(-0,027) = 5,973 мм;
dнб = 6+0 = 6 мм;
dнм = 6+(-0,008) = 5.992 мм.
1.2.3 По формулам (7), (8) и(9) определяем величину допусков каждой детали и величину допуска посадки
TD = -15 – (-27) = 12 мкм;
Td = 0 – (-8) = 8 мкм;
T∆ = 12+8= 20 мкм.
1.2.4 Вычисляем величину наибольших зазоров и натягов
Вычисляем величину наибольшего натяга, мкм:
Nнб = es – EI; (17)
где Nнб – наибольший натяг мкм,
Nнб = 0 – (-27) =27 мкм.
Вычисляем величину наименьшего натяга, мкм:
Nнм = ei – ES; (18)
где Nнм – наименьший натяг мкм,
Nнм = -8 – (-15) = 7 мкм
1.2.5 По формулам (12) и (13) находим чистоту обработки сопрягаемых поверхностей [1]:
RaD = 0,05*12 = 0,6 мкм;
Rad = 0,05*8 = 0,4 мкм.
Принимаем Rad = 0,4; RaD = 0,5 мкм.
1.2.6 По формулам (14), (15) устанавливаем предельную величину погрешности формы [1]:
Отверстие ø6 S7:
Т/0/ =0,3*12=3,6 мкм.
Принимаем Т/0/ = 2,5 мкм
Вал ø6 h6:
Т/0/ =0,3*8=2,4 мкм.
Принимаем Т/0/ =1,6 мкм
1.2.7 Строим схему расположения полей допусков данного сопряжения в масштабе 1 мкм-1 мм (рис 2.).
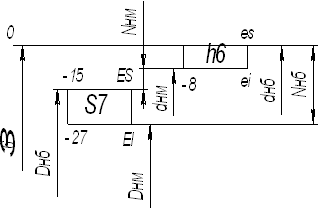
Рисунок 2. Схема расположения полей допусков сопряжения Æ6 S7/h6
1.2.8 Вычерчиваем эскиз сопряжения и деталей в отдельности с обозначением посадок, отклонений, чистоты обработки поверхностей (черт 2)
1.3 Выбираем средства измерения
1.3.1 По формулам (7), (8) определяем допуски деталей, мкм [1]
Отверстие ø6 H9
TD = 30–0 = 30 мкм.
Вал ø6 d9
Td =-30 – (-60) = 30 мкм.
Отверстие ø6 S7
TD = -15 – (-27) = 12 мкм
Вал ø6 h6
Td = 0 – (-8) = 8 мкм
1.3.2 Выбираем допустимую погрешность измерения, мкм:
Отверстие ø6 H9 ∆изм =7; Вал ø6 d9 ∆изм = 7; Отверстие ø6 S7 ∆изм =3,5; Вал ø6 h6 ∆изм =2,5.
1.3.3 Определяем средние размеры деталей
dср(Dср) = (dнб(Dнб)+dнм(Dнм))/2 (19)
Отверстие ø6 H9
Dср= (6,03+6)/2=6,015 мм
Вал ø6 d9
dср= (5,97+5,94)/2=5,955 мм
Отверстие ø6 S7
Dср= (5,985+5,973)/2=5,979 мм
Вал ø6 h6
dср= (6+5,992)/2=5,996 мм
1.3.4 Для валов выбираем микрометр рычажный с ценой деления 0,002 мм предел измерения (0–25) ∆lim = 4 мкм. Для отверстий выбираем нутромер индикаторный с ценой деления головки 0,001 мм, в границах шкалы в 0,1 мм: ∆lim = 3,5 мкм
1.3.5 Рассчитываем величину относительной погрешности
Aмет(σ)=(σ/T)*100 (20)
где σ – среднее квадратическое отклонение погрешности измерения.
σ =∆изм/2 (21)
Отверстие ø6 H9
Aмет(σ)=((7/2)/30)*100=12
Так закон распределения размеров деталей в партии неизвестен, принимаем средние значения. Устанавливаем, что процент деталей, неправильно принятых (брак в годных) m=3,92%; неверно забракованных (годные в браке) n=5,6%; величина выхода размеров неправильно принятых деталей за границы поля допуска C/T=0,17.
Вал ø6 d9
Aмет(σ)=((7/2)/30)*100=12
m=3,92%; n=5,6%; C/T=0,17.
Отверстие ø6 S7
Aмет(σ)=((3,5/2)/12)*100=14,6
m=4,74%; n=7,32%; C/T=0,23.
Вал ø6 h6
Aмет(σ)=((2,5/2)/8)*100=15,6
m=5,07%; n=7,82%; C/T=0,24.
Похожие работы
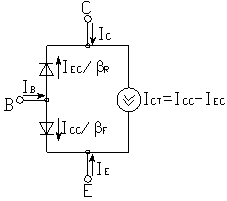
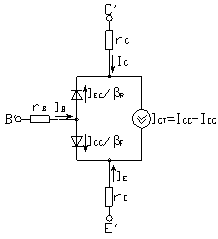
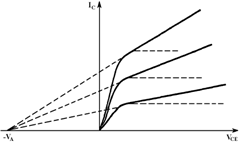
... параметров модели транзистора, зависимости этих параметров от температуры и конструкции, рассмотрены методы экстракции параметров модели из экспериментальных характеристик. Анализ PSpice модели БТ показал, что наряду с достоинствами этой модели есть и существенные недостатки. В целом модель биполярного транзистора в PSpice может с высокой точностью и в широком диапазоне напряжений, токов и ...





... приборов и визуальные наблюдения за процессом позволяют оперативно реагировать на возможные отклонения, во многом обеспечивает качество сварных соединений. При сварке ответственных конструкций используют системы автоматического управления и регулирования параметров режима с помощью датчиков автоматического контроля, встроенных в сварочное оборудование. В некоторых случаях ведут непрерывную запись ...
... сети Экономическая оценка работы спроектированной системы тягового электроснабжения не может быть выполнена без оценки потерь электроэнергии в ее элементах. Потери электроэнергии в системе тягового электроснабжения складываются, в основном, из потерь в тяговой сети и потерь в трансформаторах. Ниже выполнен расчет этих потерь. В результате расчета получены: значения годовых потерь энергии в ...
... -русые волосы, цвет глаз темно-коричневый, теплый оттенок кожи. 2.4 ПРОЕКТИРОВАНИЕ Выбор модели из нескольких возможных, в соответствии с требованиями технического задания В таблице 2 проведем анализ моделей 1, 2, 3, 4, 5 (рис. 1, 2, 3, 4, 5) в соответствии с вышеизложенными требованиями. Конструкция модели с наибольшими показателями качества будет рассмотрена в последующих пунктах с ...
0 комментариев