Назначение и расчетная программа цеха
Расчет трудоемкости работ цеха, количества рабочих мест, оборудования и работающих
Полотнища
Расчёт и оптимизация количества оборудования
Секции переборок
Узлы набора
Бортовые секции
Секции переборок
Объёмные секции надстроек и бака
Узлы набора
Расчёт общей площади цеха, выбор размеров и числа пролётов цеха
Расчет и планировка цеховых складов и кладовых
Разработка схем подключения энергосред
Навигация
Назначение и расчетная программа цеха
Организационно-технологическое проектирование сборочно-сварочного цеха
68067
знаков
56
таблиц
2
изображения
1. Назначение и расчетная программа цеха
1.1 Назначение цеха и его роль в общем процессе постройки судна
По организации постройки судов судостроительные предприятия разделяют на судостроительные заводы, судостроительные верфи, судосборочные верфи и сдаточные базы. Наиболее эффективными из судостроительных предприятий являются судостроительная верфь и комплекс заводов судового машиностроения; эти предприятия характеризуются большей специализацией и более развитым кооперированием, чем предприятие широкого профиля типа судостроительно-машиностроительного завода.
При проектировании сварочного производства основным и главным исходным материалом служит заданная программа производства сварных конструкций, включенная в утвержденное задание.
Производственная программа — это перечень изделий, подлежащих изготовлению в цехе за установленный период (обычно — год), с подразделением их на конструктивно однородные группы и с указанием выпуска в количественном и в ценностном выражении.
Тип проектируемого сварочного производства обусловлен производственной программой, которая влияет на степень детализации и точность проектных разработок.
В курсовом проекте рассматривается приведенная программа, которая применяется при проектировании цехов (отделений, участков) серийного производства, когда номенклатура заданных изделий обширна и разнообразна по типоразмерам. В этом случае для уменьшения объема и стоимости проектных работ и сокращения сроков проектирования номенклатуру заданных изделий приводят к сокращенной номенклатуре «изделий-представителей» программы. Такой является, например, годовая программа судостроительных предприятий различных классов, приведенная к выпуску судов-представителей.
Приведенная программа получается в результате подразделения номенклатуры выпускаемых изделий на конструктивно-однородные группы и выделения из них изделий-представителей. Затем с помощью коэффициентов приведения по массе и по трудоемкости, учитывающих соответственно заданную массу и трудоемкость работ для годового выпуска изделий, выражают годовую программу проектируемого производства в приведенных объемах. Полученные данные используют для определения элементов проектируемого производства.
1.2 Определение расчётной годовой программы цеха
Таблица1.2.1 Исходные данные| Тип судна | L,м | В,м | Т,м | δ | Количество за 5 лет |
| Танкер | 165 | 23,6 | 11,2 | 0,763 | 10 |
| Сухогруз | 140 | 17,9 | 6,0 | 0,775 | 12 |
| Пассажирское | 110 | 13,4 | 4,8 | 0,640 | 15 |
Таблица 1.2.2. Определение водоизмещения судна
| Тип судна | D,т |
| Танкер | 34108 |
| Сухогруз | 11944 |
| Пассажирское | 4641 |
![]() (1)
(1)
Таблица 1.2.3 Определение чистого веса судна.
| Тип судна | рк | рм | D ,т | Рк ,т |
| Танкер | 0,2÷0,3 | 0,05÷0,1 | 34108 | 10233 |
| Сухогруз | 0,22÷0,55 | 0,05÷0,1 | 11944 | 3822 |
| Пассажирское | 0,4÷0,55 | 0,2÷0,3 | 4641 | 3249 |
Рч=(рк+рм)·D; (2)
В качестве судна представителя выбираем танкер.
Таблица 1.2.4.
Определение общей трудоёмкости работ по постройке судна
| Тип судна | Рч, (т) | tуд,чел.×ч. | Т,чел.×ч. | Кол-во судов |
| Танкер | 8319 | 64 | 654912 | 10 |
| Сухогруз | 3146 | 80 | 305760 | 12 |
| Пассажирское | 2717 | 150 | 487350 | 15 |
| Общая трудоемкость: 17528490 | ||||
Таблица 1.2.5.
Распределение объема работ по этапам в процентах от общей трудоемкости.
| Тип судна | Изготовление дет. | Изготовление узл. И секций | Стапель | Достройка | Испытание и сдача | Работа внешн. пред. | Всего, % | |
| Танкер | 4,5 | 16,3 | 45 | 15,5 | 9 | 9,7 | 100 | |
| Сухогруз | 4,5 | 16 | 46 | 15,7 | 9 | 8,8 | 100 | |
| Пассажирское | 4 | 13 | 46,4 | 13,6 | 8 | 15 | 100 |
Таблица 1.2.6.
Определение общей трудоемкости работ по периодам постройки судна.
| Тип судна | Изготовление дет. | Изготовление узл. и секций | Стапель | Достройка | Испытание и сдача | Работа внешн. пред. | Всего, н.час | |
| Танкер | 29471 | 106751 | 294710 | 101511 | 58942 | 63526 | 654912 | |
| Сухогруз | 13759 | 48922 | 140650 | 48004 | 27518 | 26907 | 305760 | |
| Пассажирское | 19494 | 63356 | 226130 | 66280 | 38988 | 73103 | 487350 |
Таблица 1.2.7.
Определение расчётной годовой программы цеха.
| Судно представитель | Танкер | трудоемкость |
| N на 5 лет (шт) | 10 | 17528490 |
| N на 1 год (шт) | 5,4 | 350598 |
 , (4)
, (4)
где ![]() общая трудоёмкость изготовления всех судов;
общая трудоёмкость изготовления всех судов;
![]() трудоёмкость изготовления судна представителя.
трудоёмкость изготовления судна представителя.
Распределение трудоемкости по изготовлению секций и узлов.
70% ∑Tизг. сек= 74725
30%∑Tизг. узл.= 32025
Общая трудоемкость:106751
Трудоемкость изготовления секций.
Таблица 1.2.8
| % от Pкорп. | Масса сек на 1 судно, т | Коэф. слож. выпол. работ | Масса секции условно, т | ∑Тпо секциям, ч/час | Годовая ∑Тпо секциям, ч/час | |
| Днищевая | 28 | 1863 | 6,5 | 12112 | 21801 | 117725,4 |
| Кормовая объемная | 8 | 532 | 7 | 3726 | 6708 | 36223,2 |
| Носовая объемная | 7 | 465 | 7 | 3260 | 5869 | 31692,6 |
| Бортовая | 22 | 1464 | 6 | 8790 | 15823 | 85444 |
| Бак | 5 | 332 | 3 | 998 | 1796 | 9698 |
| Рубка | 18 | 1197 | 3 | 3593 | 6468 | 34927 |
| Палубы и переборки | 2 | 133 | 5 | 665 | 1197 | 2683 |
∑=33147т
qусл.= ∑Тпо секциям/∑Мпо секциям = 1,8
Трудоемкость изготовления узлов.
Таблица 1.2.9.
| % от Pкорп. | Масса сек на 1 судно, т | Коэф. слож. выпол. работ | Масса узлов условно, т | ∑Тпо узлам, ч/час | Годовая ∑Тпо узлам, ч/час | |
| Фундаменты подкрепления крышек люков | 8 | 532 | 8 | 4259 | 10222 | 55198 |
| Полотнища | 55 | 3660 | 1 | 3660 | 8784 | 47433 |
| Тавровый набор | 9 | 598 | 1,5 | 898 | 2156 | 11642 |
| Узлы набора | 16 | 1064 | 2 | 2129 | 5111 | 27599 |
∑=10947т
qусл.= ∑Тпо уз./∑Мпо уз. = 2,4
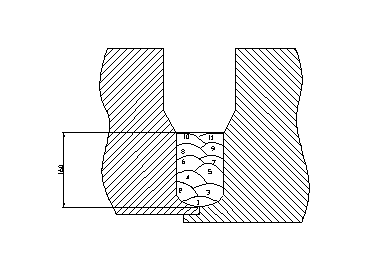
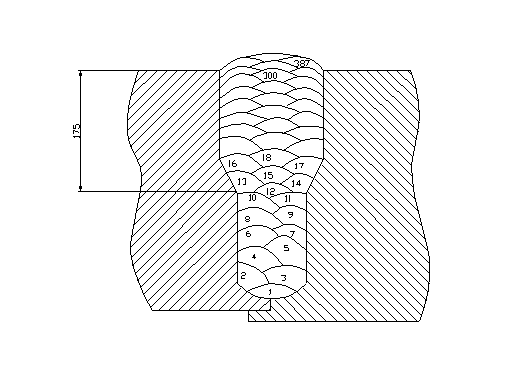
Эскиз корпуса судна.
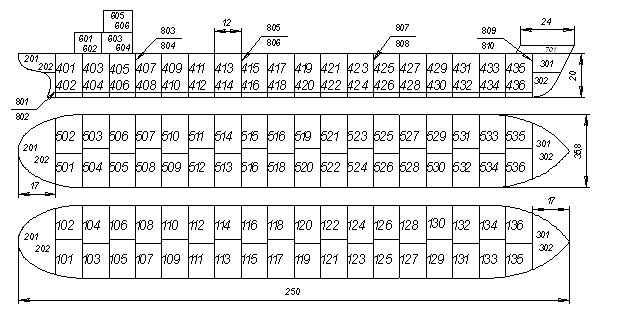
Разбивка корпуса судна на сборочные единицы
Высота борта судна определяется по формуле:
![]() (5)
(5)
![]() 13,8 м.
13,8 м.
Таблица 1.4.
Спецификация секций корпуса судна.
| № | Наименование | Размеры (м) | Масса (т) | Кол-во (шт) | Общая масса (т) | % |
| 101÷136 | Днищевая | 11×21.5×1.4 | 71,1 | 42 | 2988 | 29,2% |
| 401÷436 | Бортовая | 11×6.2×1 | 62,6 | 42 | 2630 | 25,7% |
| 501÷536 | Палубная | 11×21.5×0.6 | 50,7 | 42 | 2128 | 20,8% |
| 801÷805 | Переборки | 0.4×6.2×21.5 | 83,1 | 16 | 1330 | 13,0% |
| 301 | Носовая объёмная | 15×21.5 ×7.6 | 102,3 | 3 | 307 | 3,0% |
| 302 | Кормовая объёмная | 11×21.5×0.6 | 95,5 | 3 | 287 | 2,8% |
| 201 | Бак | 15×21.5×1.5 | 25,6 | 2 | 51 | 0,5% |
| 202 | Надстройки объёмная | 11×6 ×21.2 | 85,3 | 6 | 512 | 5,0% |
| å= | 10233 | 100,0% | ||||
2. Основные положения по организации производства и технологии изготовления типовых узлов и секций
Технология изготовления судовых корпусных конструкций и организация производства в сборочно-сварочных цехах разрабатываются на основе анализа и обобщения опыта зарубежного и отечественного сварочного производства. Так, при постройке новых и реконструкции старых сборочно-сварочных цехов, многие зарубежные верфи осуществляют их планировку и оборудование по направлениям, способствующим последовательному расположению рабочих мест по ходу изготовления узлов, секций и блоков секций, прямоточному и непрерывному движению их от мест хранения или изготовления к местам дальнейшей обработки, сборки или монтажа, максимальной механизации производственных операций, созданию специализированных поточных линий, изготовлению деталей и сборке узлов и секций в системе жестких допусков, максимальной механизации и автоматизации внутризаводского и цехового транспорта, внедрению способов односторонней сварки и рационализации технологии сварки. При этом предусматривается возможность постройки судов из крупных секций и блоков массой от 100 до 600 т, для чего необходимо наличие на верфях кранов большой грузоподъемности.
Основные мероприятия по технологии и организации производства сварных конструкций в сборочно-сварочных цехах судостроительных заводов обусловлены следующими требованиями:
сборку и сварку узлов и секций необходимо производить на специализированных участках, механизированных линиях (в зависимости от степени механизации проектируемого цеха объем узловой сборки должен быть максимально увеличен, секции корпуса максимально укрупнены, количество операций (как производственных, так и вспомогательных) необходимо по возможности сократить, оборудование рабочих мест должно обеспечивать быструю его подготовку и настройку с учетом сборки секций всех типов судов, характерных для данного класса судостроительного предприятия, и предотвращения сварочных деформаций, технологическая документация должна быть четкой и простой, объем механизированных сварочных работ по трудоемкости предусматривается не менее 90%, на участках, механизированных линиях должны быть достигнуты постоянство номенклатуры и конструктивное сходство изделий, однородность работ и специализация рабочих бригад, а также ритмичность работы линии; сборочно-сварочные работы должны выполняться по графикам, согласованным с работой смежных участков, со стапельным графиком и графиком работы корпусообрабатывающего цеха; условия труда должны предусматривать охрану здоровья и работоспособности людей.
Основные организационные и технологические мероприятия определяют состав и специализацию участков механизированных линий сборочно-сварочного цеха.
Технологические линии организуются в соответствии с классификацией узлов и секций по технологическим группам, а также согласно данным маршрутно-технологических карт сборки и сварки узлов и секций по типовым технологическим группам.
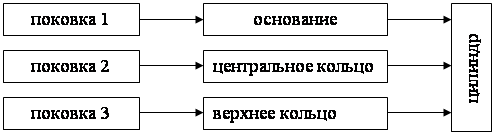
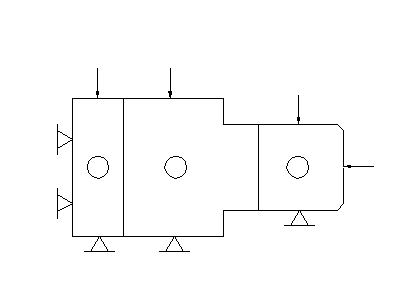
Принципиальная схема потоков изготовления узлов и секций в сборочно-сварочном цехе верфи показана на рис. 2.1.
Технологический поток сборки и сварки секций начинается со склада корпусных деталей, в котором детали скомплектованы по узлам и секциям. Готовые комплекты деталей подают на соответствующие механизированные участки.
Сборка и сварка набора в секциях осуществляется раздельно; тавровые балки собирают и сваривают на станках типа СТС-2М; сборку и сварку секций с криволинейными обводами производят на механизированных универсальных постелях. При этом для определения высоты стоек или обводов лекал, а также для проверки размеров и формы секций используют информацию, полученную с помощью ЭВМ.
Широко применяют в сборочно-сварочных цехах механизмы и устройства, позволяющие фиксировать при сборке взаимное расположение элементов конструкций и значительно сокращающие (а иногда и исключающие) сборочные электроприхватки. При изготовлений корпусных конструкций в сборочно-сварочных цехах широко применяют автоматическую и полуавтоматическую сварку (в пределах 80:—85% от общего объема сварки по массе наплавленного металла), включая сварку в углекислом газе и одностороннюю автоматическую сварку полотнищ с двусторонним формированием шва. Крупногабаритные конструкции (например, литосварные штевни, кронштейны, литокованосварные баллеры рулей и др.) сваривают автоматами электрошлаковым способом.
Узлы и секции серийных судов изготовляют в сборочно-сварочных цехах с минимальными допусками, что позволяет значительно сократить пригоночные работы при сборке блоков и постройке судна на-стапельных местах.
Контроль качества сварных изделий и швов выполняют с использованием специальной аппаратуры (ультразвуковых дефектоскопов или электронно-оптических приборов, проецирующих изображение проверяемых изделий или участков на экран телевизора).
В сборочно-сварочных цехах судостроительных предприятий, исходя из однородности работ и типов изготовляемых узлов и секций, организуют соответствующие участки, за которыми закрепляют постоянную номенклатуру работ и необходимый состав работающих; предусматривают также вспомогательные участки, включая ремонтное хозяйство и кладовые (инструментальную, материальную и электродную).
Похожие работы
... длине и сечению деталей, выдержки и охлаждения. Экспериментальные данные показывают, что при температуре отпуска 650-680 °С пластичность стали полностью восстанавливается через 2-3 часа. После сварки цилиндра гидропресса, он подвергается высокому отпуску в нем при температуре 650±20 °С, для снятия остаточных напряжений. Перед посадкой в печь на отпуск не допускается ее охлаждение ниже 300 °С. ...
... 19646,45 10. Внепроизводственные расходы 785,86 ИТОГО: полная (коммерческая) себестоимость 20432,31 Таким образом, себестоимость изготовления диффузора составляет 20432,31 руб. Организация участка по изготовлению диффузора Сборочно-сварочные цехи в общем случае имеют в своем составе следующие отделения и помещения: Производственные отделения: заготовительное, сборочно-сварочное. ...
... узел (узел нижней палубы состоящей из полотнища нижней палубы и приварными к ней бимсами). В курсовом проекте мной был разработан технологический процесс изготовления деталей и сборки, сварки бортовой секции сухогрузного судна. Сухогрузное судно – это грузовое судно для перевозки различных сухих грузов – штучных (кипы, ящики, контейнеры), насыпных (зерно, цемент), навалочных (уголь, руда), а ...
... показатели Коэффициент технической готовности 0,96 Коэффициент выпуска автомобилей на линию 0,96 Время пребывания на линии час 12 Среднесуточный пробег км 220 3.2.1 Годовая программа ТО и ТР Расчет годовой программы по ТО и ТР был произведен в технологическом проектировании АТП. (Таблица 4.2.) Таблица 4.2. Наименование Технической воздействий Объем ...
0 комментариев