Назначение и расчетная программа цеха
Расчет трудоемкости работ цеха, количества рабочих мест, оборудования и работающих
Полотнища
Расчёт и оптимизация количества оборудования
Секции переборок
Узлы набора
Бортовые секции
Секции переборок
Объёмные секции надстроек и бака
Узлы набора
Расчёт общей площади цеха, выбор размеров и числа пролётов цеха
Расчет и планировка цеховых складов и кладовых
Разработка схем подключения энергосред
Навигация
Расчет трудоемкости работ цеха, количества рабочих мест, оборудования и работающих
Организационно-технологическое проектирование сборочно-сварочного цеха
68067
знаков
56
таблиц
2
изображения
3. Расчет трудоемкости работ цеха, количества рабочих мест, оборудования и работающих
3.1 Режим работы цеха и фонды времени работы оборудования и рабочих
Режим работы верфи характеризуется следующими основными факторами: прерывное или непрерывное производство, число рабочих дней в неделе, продолжительность рабочей недели (в часах), число праздничных дней в году, число смен работы в сутки, продолжительность рабочей смены (в часах), принятый график работы. Судостроительные верфи относятся к прерывному производству.
Принятые фонды времени (двухсменный режим работы),[5, стр.52]:
· Фонд времени работы одного сборочно-сварочного рабочего места (стенда):
Фр.м. =4140 ч/год;
· Действительный годовой фонд времени оборудования:
Фоб.=3935 ч/год;
· Действительный годовой фонд рабочего времени сварщиков:
Фсв.=1530 ч/год;
· Действительный годовой фонд рабочего времени сборщиков корпусов металлических конструкций:
Фсб.=1780 ч/год;
Примечание. Действительный годовой фонд времени рабочих взят для Крайнего Севера и
местностей, приравненных к районам Крайнего Севера, при дополнительных отпусках 12 дней.
3.2 Расчёт и оптимизация количества рабочих мест
 , (6)
, (6)
где![]() фонд времени одного рабочего места;
фонд времени одного рабочего места;
![]() число рабочих в бригаде (одновременно выполняющих операции).
число рабочих в бригаде (одновременно выполняющих операции).
![]() трудоёмкость на годовую программу по операциям:
трудоёмкость на годовую программу по операциям:
 , (7)
, (7)
где ![]() - трудоёмкость изготовления I-ых секций прототипа по операциям ;
- трудоёмкость изготовления I-ых секций прототипа по операциям ;
![]() - трудоёмкость изготовления I-ых секций прототипа;
- трудоёмкость изготовления I-ых секций прототипа;
![]() - трудоёмкость изготовления узлов и секций судна представителя
- трудоёмкость изготовления узлов и секций судна представителя
![]() - отношение общей массы I-ых секций судна представителя к его чистому весу
- отношение общей массы I-ых секций судна представителя к его чистому весу
N – годовая программа цеха (см. п.1.2.)
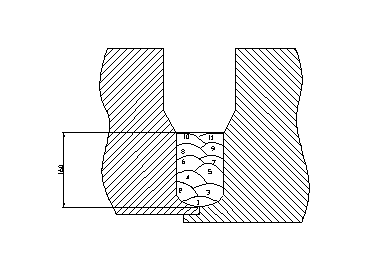
| 3.2.1 Днищевые секции. | ||||||||||||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. | Коэфф. загрузки. k/з. | Трудоемкость по опер на 1 судно-прот. | ||||||||||
| 1 | Наладка оснастки | 324 | 8 | 0,010 | 1 | 0,010 | 23 | |||||||||
| 2 | Сборка НО | 2326 | 10 | 0,056 | 1 | 0,056 | 165 | |||||||||
| 3 | Сварка НО | 1663 | 10 | 0,040 | 1 | 0,040 | 118 | |||||||||
| 4 | Разметка мест установки набора | 1001 | 8 | 0,030 | 1 | 0,030 | 71 | |||||||||
| 5 | Зачистка | 1001 | 8 | 0,030 | 1 | 0,030 | 71 | |||||||||
| 6 | Установка набора глав. направления | 2002 | 8 | 0,060 | 1 | 0,060 | 142 | |||||||||
| 7 | Приварка набора глав. направления | 1663 | 8 | 0,050 | 1 | 0,050 | 118 | |||||||||
| 8 | Установка перекрест.набора | 3665 | 8 | 0,111 | 1 | 0,111 | 260 | |||||||||
| 9 | Приварка перекрест.набора | 3326 | 8 | 0,100 | 1 | 0,100 | 236 | |||||||||
| 10 | Разметка мест уст-ки дет.насыщения | 662 | 8 | 0,020 | 1 | 0,020 | 47 | |||||||||
| 11 | Установка деталей насыщения | 1677 | 8 | 0,051 | 1 | 0,051 | 119 | |||||||||
| 12 | Приварка деталей насыщения | 2664 | 8 | 0,080 | 1 | 0,080 | 189 | |||||||||
| 13 | Установка настила 2-го дна | 3002 | 8 | 0,091 | 1 | 0,091 | 213 | |||||||||
| 14 | Сварка настила 2-го дна с набором | 3665 | 8 | 0,111 | 1 | 0,111 | 260 | |||||||||
| 15 | Кантовка | 324 | 4 | 0,020 | 1 | 0,020 | 23 | |||||||||
| 16 | Сварка с обратной стороны шва | 648 | 4 | 0,039 | 1 | 0,039 | 46 | |||||||||
| 17 | Правка | 662 | 4 | 0,040 | 1 | 0,040 | 47 | |||||||||
| 18 | Проверка, контуровка и маркировка | 1987 | 4 | 0,120 | 1 | 0,120 | 141 | |||||||||
| 19 | Испытания и сдача ОТК | 1001 | 4 | 0,060 | 1 | 0,060 | 71 | |||||||||
| Σ | 33265 | 136 | 19 | |||||||||||||
| Оптимизация числа рабочих мест. |
| |||||||||||||||
| Наименование операции. | Σ(nпр×kз) | nрм | k/з |
| ||||||||||||
| 1 | 1÷14 | 0,841 | 1 | 0,841 |
| |||||||||||
| 2 | 15÷19 | 0,279 | 1 | 0,279 |
| |||||||||||
| Σ | 2 | 0,560 |
| |||||||||||||
| k/з = Σn×k/nпр |
| |||||||||||||||
| ||||||||||||||||
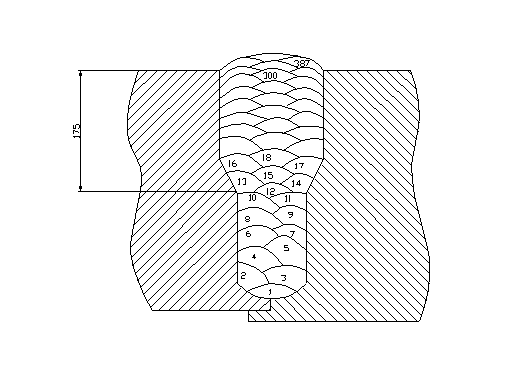
| 3.2.2 Бортовые секции. |
| ||||||||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. | Коэфф. загрузки. k/з. | Трудоемкость по опер |
| ||||||
| |||||||||||||
| |||||||||||||
| 1 | Наладка оснастки | 1310 | 2 | 0,158 | 1 | 0,158 | 35 |
| |||||
| 2 | Сборка нар. обш. | 4381 | 8 | 0,132 | 1 | 0,132 | 117 |
| |||||
| 3 | Сварка нар. обш. | 3931 | 8 | 0,119 | 1 | 0,119 | 105 |
| |||||
| 4 | Разметка мест установки набора | 1498 | 8 | 0,045 | 1 | 0,045 | 40 |
| |||||
| 5 | Зачистка | 2396 | 8 | 0,072 | 1 | 0,072 | 64 |
| |||||
| 6 | Установка набора глав. направления | 5242 | 8 | 0,158 | 1 | 0,158 | 140 |
| |||||
| 7 | Приварка набора глав. направления | 4830 | 8 | 0,146 | 1 | 0,146 | 129 |
| |||||
| 8 | Установка перекрест.набора | 2621 | 8 | 0,079 | 1 | 0,079 | 70 |
| |||||
| 9 | Приварка перекрест.набора | 2471 | 8 | 0,075 | 1 | 0,075 | 66 |
| |||||
| 10 | Разметка мест уст-ки дет.насыщения | 674 | 8 | 0,020 | 1 | 0,020 | 18 |
| |||||
| 11 | Установка дет.насыщения | 2097 | 8 | 0,063 | 1 | 0,063 | 56 |
| |||||
| 12 | Приварка дет.насыщения | 1872 | 8 | 0,057 | 1 | 0,057 | 50 |
| |||||
| 13 | Кантовка | 861 | 4 | 0,052 | 1 | 0,052 | 23 |
| |||||
| 14 | Сварка с обратной стороны шва | 3931 | 8 | 0,119 | 1 | 0,119 | 105 |
| |||||
| 15 | Правка | 1760 | 4 | 0,106 | 1 | 0,106 | 47 |
| |||||
| 16 | Проверка, контуровка и маркировка | 2172 | 4 | 0,131 | 1 | 0,131 | 58 |
| |||||
| 17 | Испытания и сдача ОТК | 1760 | 4 | 0,106 | 1 | 0,106 | 47 |
| |||||
| Σ | 43807 | 114 | 17 | 1170 |
| ||||||||
| Оптимизация числа рабочих мест. | |||||||||||||
| Наименование операции. | Σ(nпр×kз) | nрм | k/з | ||||||||||
| 1 | 1÷12 | 1,125 | 2 | 0,562 | |||||||||
| 2 | 13÷17 | 0,514 | 1 | 0,514 | |||||||||
| Σ | 3 | 0,538 | |||||||||||
| |||||||||||||
| 3.2.3. Секции палуб | |||||||||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. | Коэфф. загрузки. k/з. | Трудоемкость по опер | |||||||
| 1 | Сборка нар. обш. | 957 | 8 | 0,029 | 1 | 0,029 | 29 | ||||||
| 2 | Сварка нар. обш. | 825 | 8 | 0,025 | 1 | 0,025 | 25 | ||||||
| 3 | Разметка мест установки набора | 1221 | 8 | 0,037 | 1 | 0,037 | 37 | ||||||
| 4 | Газовая резка | 957 | 8 | 0,029 | 1 | 0,029 | 29 | ||||||
| 5 | Зачистка | 1287 | 8 | 0,039 | 1 | 0,039 | 39 | ||||||
| 6 | Установка набора глав. направления | 5047 | 8 | 0,152 | 1 | 0,152 | 153 | ||||||
| 7 | Приварка набора глав. направления | 4189 | 8 | 0,126 | 1 | 0,126 | 127 | ||||||
| 8 | Установка перекрест.набора | 4783 | 8 | 0,144 | 1 | 0,144 | 145 | ||||||
| 9 | Приварка перекрест.набора | 4024 | 8 | 0,122 | 1 | 0,122 | 122 | ||||||
| 10 | Разметка мест уст-ки дет.насыщения | 528 | 8 | 0,016 | 1 | 0,016 | 16 | ||||||
| 11 | Установка дет.насыщения | 1517 | 8 | 0,046 | 1 | 0,046 | 46 | ||||||
| 12 | Приварка дет.насыщения | 1352 | 8 | 0,041 | 1 | 0,041 | 41 | ||||||
| 13 | Кантовка | 627 | 8 | 0,019 | 1 | 0,019 | 19 | ||||||
| 14 | Сварка с обратной стороны шва | 627 | 8 | 0,019 | 1 | 0,019 | 19 | ||||||
| 15 | Правка | 1155 | 8 | 0,035 | 1 | 0,035 | 35 | ||||||
| 16 | Проверка, контуровка и маркировка | 1616 | 4 | 0,098 | 1 | 0,098 | 49 | ||||||
| 17 | Испытания и сдача ОТК | 1616 | 4 | 0,098 | 1 | 0,098 | 49 | ||||||
| Σ | 32328 | 128 | 17 | 980 | |||||||||
| оптимизация числа рабочих мест |
| ||||||||||||
| Наименование операции. | Σ(nпр×kз) | nрм | k/з |
| |||||||||
| 1 | 1÷12 | 0,806 | 1 | 0,806 |
| ||||||||
| 2 | 13÷17 | 0,268 | 1 | 0,268 |
| ||||||||
| Σ | 2 | 0,537 |
| ||||||||||
| |||||||||||||
| 3.2.4. Секции переборок. | |||||||||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. | Коэфф. загрузки. k/з. | Трудоемкость по опер | |||||||
| 1 | Сборка нар. обш. | 416 | 8 | 0,013 | 1 | 0,013 | 24 | ||||||
| 2 | Сварка нар. обш. | 364 | 8 | 0,011 | 1 | 0,011 | 21 | ||||||
| 4 | Разметка мест установки набора | 555 | 8 | 0,017 | 1 | 0,017 | 32 | ||||||
| 5 | Газовая резка | 364 | 4 | 0,022 | 1 | 0,022 | 21 | ||||||
| 6 | Зачистка | 555 | 4 | 0,034 | 1 | 0,034 | 32 | ||||||
| 7 | Установка набора глав. направления | 2603 | 8 | 0,079 | 1 | 0,079 | 150 | ||||||
| 8 | Приварка набора глав. направления | 2256 | 8 | 0,068 | 1 | 0,068 | 130 | ||||||
| 9 | Установка перекрест.набора | 1839 | 8 | 0,056 | 1 | 0,056 | 106 | ||||||
| 10 | Приварка перекрест.набора | 1475 | 8 | 0,045 | 1 | 0,045 | 85 | ||||||
| 11 | Разметка мест уст-ки дет.насыщения | 191 | 4 | 0,012 | 1 | 0,012 | 11,0 | ||||||
| 12 | Установка дет.насыщения | 694 | 8 | 0,021 | 1 | 0,021 | 40,0 | ||||||
| 13 | Приварка дет.насыщения | 573 | 8 | 0,017 | 1 | 0,017 | 33,0 | ||||||
| 14 | Кантовка | 278 | 2 | 0,034 | 1 | 0,034 | 16,0 | ||||||
| 15 | Сварка с обратной стороны шва | 278 | 8 | 0,008 | 1 | 0,008 | 16,0 | ||||||
| 16 | Правка | 503 | 2 | 0,061 | 1 | 0,061 | 29,0 | ||||||
| 17 | Проверка, контуровка и маркировка | 555 | 4 | 0,034 | 1 | 0,034 | 32,0 | ||||||
| 18 | Испытания и сдача ОТК | 555 | 4 | 0,034 | 1 | 0,034 | 32,0 | ||||||
| Σ | 14056 | 104 | 17 | 810 | |||||||||
| Оптимизация числа рабочих мест. |
| ||||||||||||
| Наименование операции. | Σ(nпр×kз) | nрм | k/з |
| |||||||||
| 1÷18 | 0,562 | 1 | 0,562 |
| |||||||||
| |||||||||||||
| 3.2.5. Секции носовой и кормовой оконечностей. | ||||||||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. | Коэфф. загрузки. k/з. | Трудоемкость по опер | ||||||
| 1 | Сборка секций или узла | 4498 | 10 | 0,109 | 1 | 0,109 | 856 | |||||
| 2 | Сварка секций или узла | 4267 | 10 | 0,103 | 1 | 0,103 | 812 | |||||
| 3 | Разметка мест установки набора | 673 | 10 | 0,016 | 1 | 0,016 | 128 | |||||
| 4 | Газовая резка | 342 | 8 | 0,010 | 1 | 0,010 | 65 | |||||
| 5 | Зачистка | 788 | 10 | 0,019 | 1 | 0,019 | 150 | |||||
| 6 | Свеловка | 110 | 8 | 0,003 | 1 | 0,003 | 21 | |||||
| 7 | Правка | 226 | 8 | 0,007 | 1 | 0,007 | 43 | |||||
| 8 | Испытания и сдача ОТК | 342 | 8 | 0,010 | 1 | 0,010 | 65 | |||||
| Σ | 11244 | 72 | 8 | 2140 | ||||||||
| Оптимизация числа рабочих мест. |
| |||||||||||
| Наименование операции. | Σ(nпр×kз) | nрм | k/з |
| ||||||||
| 1÷8 | 0,278 | 1 | 0,278 |
| ||||||||
| ||||||||||||
| 3.2.6. Объемные секции надстроек и бака. | ||||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. | Коэфф. загрузки. k/з. | Трудоемкость по опер | ||
| 1 | Сборка секций или узла | 4000 | 10 | 0,097 | 1 | 0,097 | 425 | |
| 2 | Сварка секций или узла | 3897 | 10 | 0,094 | 1 | 0,094 | 414 | |
| 3 | Разметка мест установки набора | 424 | 8 | 0,013 | 1 | 0,013 | 45 | |
| 4 | Газовая резка | 320 | 8 | 0,010 | 1 | 0,010 | 34 | |
| 5 | Зачистка | 424 | 8 | 0,013 | 1 | 0,013 | 45 | |
| 6 | Правка | 527 | 8 | 0,016 | 1 | 0,016 | 56 | |
| 7 | Проверка, контуровка и маркировка | 527 | 8 | 0,016 | 1 | 0,016 | 56 | |
| 8 | Испытания и сдача ОТК | 424 | 8 | 0,013 | 1 | 0,013 | 45 | |
| Σ | 10542 | 68 | 8 | 1120 | ||||
| Оптимизация числа рабочих мест. | |||
| Наименование операции. | Σ(nпр×kз) | nрм | k/з |
| 1÷8 | 0,271 | 1 | 0,271 |
| 3.2.7. Тавровый набор. | |||||||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. | Коэфф. загрузки. k/з. | Трудоемкость по опер | |||||
| 1 | Сборка секции или узла | 3654 | 12 | 0,074 | 1 | 0,074 | 39 | ||||
| 2 | Сварка секции или узла | 4873 | 13 | 0,091 | 1 | 0,091 | 52 | ||||
| 3 | Зачистка | 3373 | 12 | 0,068 | 1 | 0,068 | 36 | ||||
| 4 | Проверка, контуровка и маркировка | 2155 | 12 | 0,043 | 1 | 0,043 | 23 | ||||
| Σ | 14056 | 49 | 4 | 150 | |||||||
| Оптимизация числа рабочих мест. |
| ||||||||||
| Наименование операции. | Σ(nпр×kз) | nрм | k/з |
| |||||||
| 1÷4 | 0,275 | 1 | 0,275 |
| |||||||
| |||||||||||
| 3.2.8. Узлы набора | ||||||||
| Наименование операции. | Трудоемкость на годовую программу (чел. ч) | Кол-во рабочих в бригаде (чел) | Расчетное число рабочих мест (шт) | Принятое число раб. мест (шт) nпр. | Коэфф. загрузки. k/з. | Трудоемкость по опер | ||
| 1 | Сборка секции или узла | 6019 | 8 | 0,182 | 1 | 0,182 | 167 | |
| 2 | Сварка секции или узла | 5802 | 9 | 0,156 | 1 | 0,156 | 161 | |
| 3 | Разметка мест установки набора | 1514 | 8 | 0,046 | 1 | 0,046 | 42 | |
| 4 | Зачистка | 4109 | 8 | 0,124 | 1 | 0,124 | 114 | |
| 5 | Правка | 1297 | 8 | 0,039 | 1 | 0,039 | 36 | |
| Σ | 18741 | 41 | 5 | 520 | ||||
| Оптимизация числа рабочих мест. | |||
| Наименование операции. | Σ(nпр×kз) | nрм | k/з |
| 1÷5 | 0,546 | 1 | 0,546 |
Похожие работы
... длине и сечению деталей, выдержки и охлаждения. Экспериментальные данные показывают, что при температуре отпуска 650-680 °С пластичность стали полностью восстанавливается через 2-3 часа. После сварки цилиндра гидропресса, он подвергается высокому отпуску в нем при температуре 650±20 °С, для снятия остаточных напряжений. Перед посадкой в печь на отпуск не допускается ее охлаждение ниже 300 °С. ...
... 19646,45 10. Внепроизводственные расходы 785,86 ИТОГО: полная (коммерческая) себестоимость 20432,31 Таким образом, себестоимость изготовления диффузора составляет 20432,31 руб. Организация участка по изготовлению диффузора Сборочно-сварочные цехи в общем случае имеют в своем составе следующие отделения и помещения: Производственные отделения: заготовительное, сборочно-сварочное. ...
... узел (узел нижней палубы состоящей из полотнища нижней палубы и приварными к ней бимсами). В курсовом проекте мной был разработан технологический процесс изготовления деталей и сборки, сварки бортовой секции сухогрузного судна. Сухогрузное судно – это грузовое судно для перевозки различных сухих грузов – штучных (кипы, ящики, контейнеры), насыпных (зерно, цемент), навалочных (уголь, руда), а ...
... показатели Коэффициент технической готовности 0,96 Коэффициент выпуска автомобилей на линию 0,96 Время пребывания на линии час 12 Среднесуточный пробег км 220 3.2.1 Годовая программа ТО и ТР Расчет годовой программы по ТО и ТР был произведен в технологическом проектировании АТП. (Таблица 4.2.) Таблица 4.2. Наименование Технической воздействий Объем ...
0 комментариев