Навигация
4.1.1. Перематывание
а) основа
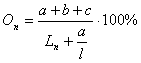
где а – длина нити, идущей в отходы при связывании концов, м; а=1,2 м (1, с. 360);
в – длина нити, остающейся на входящей паковке при ее смене, м; в=3 м (1, с 360);
с – длина нити, необходимая для оправки паковки при ее смене, м; с=0,8 м (1, с. 360);
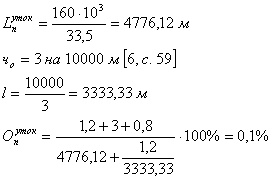
Ln – длина нити на перематываемой (входящей) паковке, м;
![]()
где М – масса пряжи на входящей паковке; М – 1,2 кг
![]()
l – длина нити, на которую приходится один обрыв, м
![]()
где L=10000 м одиночной нити, чо- число обрывов на 10000 м одиночной нити

б) уток:
М=160 г; а=1,2 м; в=3 м; с=0,8 м
4.1.2. Снование
![]()
где а1- длина нити, идущей в отходы при смене входящей паковки, м; а1=0,9 м (1, с.360);
в1- остаток нити на бобине, идущей в отходы при перезаправке партии бобин; в1=18 м (1, с. 360);
а2- длина нити, идущей в отходы при ликвидации обрыва, м; а2=2,2 м (1, с. 360);
О’с- число обрывов за время сматывания бобины, приходящихся на длину нити входящей паковки;
![]()
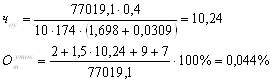
где - длина нити, на которую приходится один обрыв, м;
![]()
где =10000 м одиночной нити; чо- число обрывов на 100000 м одиночной нити; чо=1,2 (6, с. 79);

4.1.3.Шлихтование

l1- длина клееных концов, идущих в отходы, м (1, с.125); l1 =18 м;
l2- длина основы между машиной и сновальными валами, отрезаемой при заправке новой партии и идущей в отходы, м;
при 6 сновальных валах l2=7,7м, (1, с.360);
l3- средняя длина пряжи, остающаяся на сновальном валике после шлихтования, м;
при 6 сновальных валах l3=9,0 м, (1, с.360);
l4- длина нити, идущей в отходы, при ликвидации хомутов, м; l4 =5-6 м, l4=6м
nв- количество сновальных валов в ставке;
Lовс- сопряженная длина основы на сновальном валике, м;

4.1.4. Пробирание (привязывание)
![]()
ln- длина концов, срезанных при пробирании, м;
ln=0,3-0,6 м;
ln=0,5 м;
Lонс- сопряженная длина основы на ткацком навое, м;
![]()
4.1.5. Ткачество
а) основа
![]()
где l’–длина нити, идущей в отходы при ликвидации обрывов, м; l’ =0,5 м;
l’1 -длина концов нитей основы, остающейся на навое, м; l’1=1,2 м;
l’2- длина концов нитей основы на участке скало-ремизы, м; l’2=0,8-1,5 м;
l’2= 1,5 м;
l’3- длина концов нитей основы, идущих в отходы при заправке станка, м; l’3=2,5 м;
n - число обрывов основы на 1 м одиночной нити; n =1,5 обр/1000 м = 0,0015 обр/м (1, с.268);
![]()
б) уток
![]()
где l1 -длина уточной нити, идущей в отходы при заправке станка, м; l1=1-3 м;
l1=2 м;
l2- длина уточной нити, идущей на связывание концов при обрыве, м; l2=0,5-1,5 м;
l2= 1,5 м;
l3- длина уточной нити, идущей в отходы при разработке пороков ткани на станке, м; l3=5-10 м;
l3=9 м;
l4- длина уточной нити, остающейся на бобине после ее доработки, м; l4=2-10 м;
l4=7 м;
Lб- длина пряжи на уточной бобине, м

где γ=0,45-0,5 г/см3; γ=0,5г/см3 (1, с.46);
![]()
чоу- число обрывов уточной нити, приходящихся на длину нити на бобине;
![]()
где чоу- число обрывов утка при выработке 1 м ткани; rоу=0,40 (1, с.267);
Шз- ширина заправки по берду, м;
lк- длина выступающих концов уточной нити, м; lк = 3,09 м;
Расчет выхода полуфабрикатов
Таблица № 13
| Переходы | Отходы, % |
|
|
|
| Уточномотальный | 0,1 |
| Основомотальный | 0,012 |
| Сновальный | 0,024 |
| Шлихтовальный | 0,28 |
| Проборный | 0,013 |
| Ткачество уток | 0,043 |
| Ткачество основа | 0,22 |
| Итого: основа уток |
0,549 0,143 |
4.2.1. Объем производства ткани в расчете на 100 ткацких станков:
![]()
По – норма производительности ткацкого станка в час,
Кро – коэффициент работающего оборудования
![]()
а – процент простоев,
![]()
4.2.2. Потребность в полуфабрикатах в час:
![]()
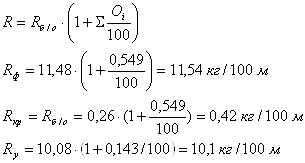
где R –расход пряжи с учетом отходов на 100 м суровой ткани, кг/100м;
zi – процент отходов на i-м переходе;
Основа:
а) Перематывание

б) Снование
в) Шлихтование

г) Пробирание (привязывание)

Вычислим, сколько основ (кг) пойдет на проборную машину, а сколько на узловязальную. В ткацком производстве пробирают 10-15% основ, остальные привязывают. Принимаю 10%.

д) Ткачество

Уток
а) Перематывание
б) Ткачество
![]()
4.3.1. Количество машин в заправке:
![]()
а) Перематывание:
Основа:

Уток:
![]()
б) Снование:
в) Шлихтование:
г) Пробирание:
д) Привязывание:
Сопряженность технологического оборудования
Таблица № 14| Марка оборудования | Часовая выработка полуфабрикатов, кг | Кро | Сопряженное количество заправленного оборудования по расчету, машин |
| М-2, Т= СК 29 х/б | 73,88 | 0,965 | 1,116 |
| М-2, Т= С 29х2 х/б | 1,67 | 0,965 | 0,01 |
| МЛМ-2 | 64,61 | 0,965 | 0,840 |
| СП-180 | 73,86 | 0,96 | 0,370 |
| ШБ11/180 | 73,66 | 0,945 | 0,450 |
| ПСМ-230 | 7,37 | 0,97 | 0,046 |
| УП2-5 | 73,65 | 0,97 | 0,050 |
| СТБ2-175 | Основа 73,48 уток 64,58 | 100 |
Размеры машин.
Таблица № 15| Марка оборудования | Габаритные размеры машин, м2 | Примечание |
| М-2 | S=11,7*1,3=15,21 | (1, с.49) |
| МЛМ-2 | S=11,647*1,23=14,33 | (1, с.48) |
| СП-180 | S=1,62*2,84=4,6 | (1, с.64) |
| ШБ11/180 | S=21,905*3,36=73,6 | (1, с.135) |
| ПСМ-230 | S=1,6*3,02=4,83 | (1, с.180) |
| УП2-5 | S=2,5*0,5=1,25 | (1, с.180) |
| СТБ2-175 | S=1,795*3,6=6,46 | (1, с.229) |
Общая производственная площадь, занимаемая 100 ткацкими станками с соответствующим количеством приготовительного оборудования:

Найдем производственную площадь, занимаемую одной машиной с учетом необходимых проходов между ней и другими проходами ткацкого производства. Для этого делим полученную «габаритную» площадь на коэффициент использования производственной площади. Примем его 0,45 для ткацких станков и 0,35 для приготовительных машин (3, с.12)

Количество ткацких станков, которое может быть размещено на заданной производственной площади (10200 м2):
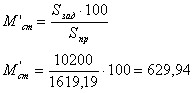
Принимаю 628 станка. Округляем до меньшего числа, кратного 4.
Количество приготовительных машин в каждом переходе, которое может быть размещено одновременно с ткацким оборудованием:
![]()
а) Перематывание
Основа:
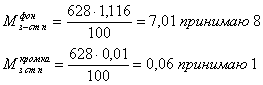
Уток:
![]()
б) Снование
![]()
в) Шлихтование
![]()
г) Пробирание
![]()
д) Привязывание
![]()
Мощность производства по количеству оборудования
Таблица 16| Марка оборудования | Сопряженное количество единиц заправленного оборудования при 100 ткацких станках | Габаритные размеры одной машины | Габаритная площадь одной машины, м2 | Габаритная площадь всех заправленных машин и станков | Расчетное и принятое к установке количество единиц технологического оборудования |
| М-2 | 1,126 | 11,7*1,3 11,647*1,23 1,62*2,84 21,905*3,36 1,6*3,02 2,5*0,5 1,795*3,6 | 15,21 | 710,27 | 8+1 |
| МЛМ-2 | 0,840 | 14,33 | 6 | ||
| СП-180 | 0,370 | 4,6 | 3 | ||
| ШБ11/180 | 0,450 | 73,6 | 3 | ||
| ПСМ-230 | 0,046 | 4,83 | 2 | ||
| УП2-5 | 0,050 | 1,25 | 2 | ||
| СТБ2-175 | 100 | 6,46 | 628 |
Раздел 6. Технико-экономические нормативы организации производства 6.1. Трудоемкость изготовления суровой ткани
Трудоемкость продукции по охвату затрат труда основных рабочих:
где Ноj- норма обслуживания для одного работника на j-м переходе ткацкого производства;
а) Перематывание
Основа:
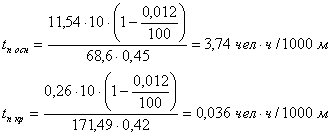
Уток:

б) Снование

в) Шлихтование

г) Пробирание

д) Привязывание

е) Ткачество
![]()
Общая трудоемкость:


а) Перематывание
б) Снование
![]()
в) Шлихтование
![]()
г) Пробирание
![]()
д) Привязывание
![]()
е) Ткачество
![]()
Сопряженность оборудования и длительность технологического цикла
Таблица № 17
| Марка оборудования | Сопряженное количество оборудования | Длительность технологического цикла, ч | |
| При заправке 100 ткацких станков | При заправке 1 шлихтовальной машины | ||
| М-2, Т=СК 29 х/б | 1,116 | 2,480 | 0,70 |
| М-2, Т=С 29х2 х/б | 0,010 | 0,022 | |
| МЛМ-2 | 0,840 | 1,867 | |
| СП-180 | 0,370 | 0,822 | |
| ШБ11/180 | 0,450 | 1 | |
| ПСМ-230 | 0,046 | 0,102 | |
| УП2-5 | 0,050 | 0,111 | |
| СТБ2-220 | 100 | 222,222 | |
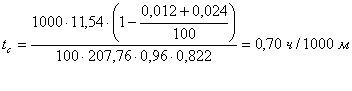
Длительность технологического цикла:

где М’з- сопряженное количество оборудования при заправке одной шлихтовальной машины.
а) Перематывание

б) Снование
в) Шлихтование

г) Пробирание

д) Привязывание

е) Ткачество
![]()
| Технико-экономический норматив |
| Значение |
| Трудоемкость, ч/1000 м | Перематывание Основа Кромка Уток Снование Шлихтование Пробирание Привязывание Ткачество | 3,74 0,036 2,11 0,56 1,33 0,140 0,150 18,55 |
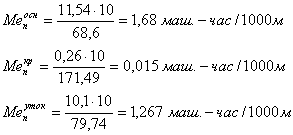
| Машиноемкость, ч/1000 м | Перематывание Основа Кромка Уток Снование Шлихтование Пробирание Привязывание Ткачество | 1,680 0,015 1,267 0,555 0,667 0,070 0,076 148,368 |
| Длительность технологического цикла | 0,70 ч/1000 м | |
Заключение:
В курсовом проекте выполнены расчеты по проектированию ткацкой фабрики, выпускающей один артикул ткани.
В ходе работы я выбрал технологическую цепочку и рассчитал параметры технологического процесса, а также установил сопряженность длины и массы полуфабрикатов на ткацких паковках.
В пятом разделе рассчитал мощность производства по количеству оборудования.
В последнем разделе рассчитаны некоторые технико-экономические показатели, такие как трудоемкость и машиноемкость изготовления суровой ткани, а также длительность технологического цикла
Список использованной литературы
1. Льноткачество: Справочник./ Под ред. Р.Д. Дружининой.- М.: Легпромбытиздат, 1985
2. Отраслевые нормы расхода и использования сырья в льняной и пенько-джутовой промышленности./ ЦНИИЛВ.-И.: ЦНИИТЭИЛегпром, 1986
3. Белихов Б.А. Организация производства. Курсовой проект: методические указания. - Кострома: КТИ, 1992
4. Методика расчета норм пряжи на выпуск 100 м суровых тканей в ткацком производстве льняной и пенько-джутовой промышленности.- М.:ЦНИИТЭИЛегпром, 1979
5. Нормы технологического проектирования и технико-экономические показатели предприятий текстильной промышленности: льняная промышленность, ткацкое производство./ГПИ – 6 Минлегпрома СССР. –М.:МЛП СССР,1977
6. Брут-Бруляко А.Б., Живетин В.В. Современная техника и технология льноткацкого производства. - М.: Легкая и пищевая промышленность, 1984
7. Алексеева Н.С. и др. Основы проектирования предприятий отрасли: Учебное пособие. – Ярославль: КТИ, 1990
8. Поляк Т.Б., Стерлин Е.А., Летуновская А.А. Организация, планирование и управление ткацким производством. –М.: Легпромбытиздат, 1986
9. Проектирование ткацких фабрик под ред П.В. Власова.- М.: Легкая и пищевая промышленность, 1983
10. Белихов Б.А. Организация производства как система научных знаний и область практической деятельности: Конспект лекции по курсу «Организация производства на предприятиях текстильной промышленности».- Кострома: КГТУ, 2000
Похожие работы
... из самых мощных индустриальных держав мира. Однако процесс индустриализации к 1870 г. не был завершен, аграрный сектор оставался основной отраслью экономики. Особенности развития сельского хозяйства Германии в период промышленного капитализма. Последствия «неоконченной революции» 1848 г. отрицательно сказались на развитии сельского хозяйства Пруссии и других германских земель. Медленный ...
... клинической практики, к своей деятельности и своим проявлениям в этих ситуациях. 6. Каковы особенности отношений личности (к окружающему, к людям, к деятельности, к труду, к вещам, к себе) Работник в области клинической психологии должен иметь выраженный интерес к человеку и его внутреннему миру, к тонким особенностям межлюдских отношений, профессионально положительное отношение к людям ...
... Крымова и Дороднова. Там вообще нечем было дышать, и даже видавший виды инспектор, выйдя на воздух, вынужден был сидя переждать первое время, пока пройдет тошнота и головокружение. Больница у Крымова и Дороднова была общая на две кровати. Одним словом, — для отчета. Особенно возмутила Невского «находчивость» Дороднова, который устроил отхожее место для рабочих прямо над рекой. Необычно для того ...
... гг. появилась в печати серия исторических исследований известного татарского писателя и общественного деятеля Г.Ю. Кулахметова (1881—1918) под общим названием "Страницы истории", посвященных всеобщей истории с древнейших времен. Известны его популярные статьи в периодической печати, в которых разъяснялась суть конституционного строя ряда западных стран, анализировались конституции Великобритании, ...
0 комментариев