Навигация
Потокове виробництво, його особливості і переваги
52048
знаков
6
таблиц
21
изображение
2 Потокове виробництво, його особливості і переваги
2.1 Загальна характеристика потокового виробництва, його основні ознаки
Характерною ознакою масового виробництва є виготовлення підприємством однотипної продукції обмеженої номенклатури у великих обсягах упродовж більш-менш тривалого часу. Великі обсяги випуску продукції й досить висока стабільність конструкції виробу роблять економічно вигідним ретельне розроблення технологічних процесів. Операції технологічних процесів диференціюються до окремих переходів, трудових прийомів та виконуються на спеціальному високоефективному устаткуванні за допомогою відповідного оснащення. Робочі місця вузько спеціалізуються через закріплення за кожним із них обмеженої кількості деталеоперацій.
За таких умов найбільш ефективною формою виробництва є організація синхронізованого, досить стабільного за часом потокового виробництва й потокових технологічних ліній.
Потокове виробництво – високоефективний метод організації виробничого процесу. За умов потоку виробничий процес здійснюється в максимальній відповідності до принципів його раціональної організації.
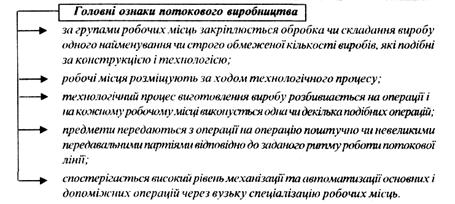
Потокове виробництво має такі ознаки:
— за групою робочих місць закріплюється обробка або складання предмета одного найменування або обмеженої кількості найменувань конструктивно та технологічно подібних предметів;
— робочі місця розміщуються послідовно за ходом технологічного процесу;
— технологічний процес має високу поопераційну диференціацію, на кожному робочому місці виконується одна або кілька схожих операцій;
— предмети праці передаються з операції на операцію поштучно або невеликими транспортними партіями згідно з ритмом роботи, що забезпечує високий ступінь паралельності та безперервності процесу. Широко застосовується спеціальний міжопераційний транспорт (конвеєри), який виконує не тільки функції переміщення предметів, а й задає ритм роботи.
Потокові методи застосовуються для виготовлення продукції в значних обсягах і протягом тривалого часу, тобто в масовому й великосерійному виробництві.
2.2 Класифікація та різновиди потокових ліній
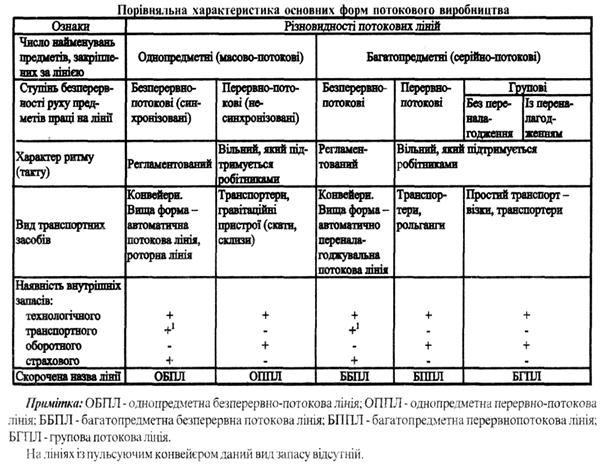
Основною структурною ланкою потокового виробництва є потокова лінія — технологічно та організаційно виокремлена група робочих місць, яка виготовляє один або кілька подібних типорозмірів виробів. Потокові лінії бувають різними, тому їх класифікують за певними ознаками.
За кількістю найменувань виготовлених на них виробів:
• однопредметні (постійно-потокові);
• багатопредметні (багатопотокові).
За характером руху виробів по операціях:
• неперервно-потокові;
• перервно-потокові.
За способом підтримки ритму:
• із регламентованим ритмом;
• із вільним ритмом.
За видом застосування транспортних засобів:
• конвеєрні;
• неконвеєрні.
За характером руху конвеєра:
• неперервної дії;
• періодичної дії.
За місцем виконання операцій:
• на конвеєрі;
• на спеціально обладнаних робочих місцях.
Однопредметною називається лінія, на якій обробляється або складається виріб одного типорозміру протягом тривалого часу. Для переходу на виготовлення виробу іншого типорозміру потрібна перебудова лінії (перестановка устаткування, його заміна тощо). Застосовуються ці лінії в масовому виробництві.
Багатопредметною є потокова лінія, на якій одночасно або послідовно виготовляється кілька типорозмірів виробів, схожих за конструкцією й технологією виробництва. Сфера застосування — серійне виробництво.
Безперервною є лінія, на якій предмети праці переміщуються по операціях безперервно, тобто без міжопераційного чекання (паралельне поєднання операцій).
Перериваною, або прямоточною, вважається лінія, що не може забезпечити безперервної обробки предметів через несинхронність операцій. Між операціями з різною продуктивністю предмети праці чекають своєї черги на обробку, утворюючи періодично оборотні запаси.
На лінії з регламентованим ритмом предмети праці передаються з операції на операцію через точно фіксований час, тобто за заданим ритмом, який підтримується за допомогою спеціальних засобів (переважно конвеєра). Регламентований ритм застосовується на безперервних лініях.
На лініях з вільним ритмом предмети з операції на операцію можуть передаватися з відхиленням від розрахункового ритму. Загальний ритм у цьому разі забезпечується стабільною продуктивністю робітника на першій операції лінії або ритмічною сигналізацією (звуковою, світловою).
Залежно від місця виконання операцій лінії поділяють на лінії з робочим конвеєром і конвеєром зі зняттям предметів для їхньої обробки. Робочий конвеєр, крім транспортування й підтримування ритму є безпосереднім місцем виконання операцій. Це передусім складальні конвеєри. Конвеєри зі зняттям предметів характерні для процесів, операції яких виконуються на технологічному устаткуванні.
Конвеєр з безперервним рухом має постійну швидкість і під час роботи не зупиняється. Конвеєр з пульсуючим рухом під час виконання операцій стоїть нерухомо. Він приводиться в дію періодично через проміжок часу, що дорівнює такту лінії. Такі конвеєри застосовуються тоді, коли за технологічними умовами виконання операції потребує нерухомого стану предмета праці.
Переміщувати самі предмети не завжди можливо й доцільно (наприклад за складання великогабаритних машин). У цьому разі організується так званий стаціонарний потік, коли вироби встановлюються нерухомо на складальних стендах, а переміщуються спеціалізовані групи (бригади) робітників, які виконують певні операції. Кількість груп (бригад) робітників дорівнює кількості стендів.
2.3 Принципи та передумови потокового виробництва
При потоковій формі організації виробничого процесу найбільш повно використовуються і дотримуються всі основні принципи організації виробничого процесу:
1. Принцип спеціалізації втілюється завдяки чіткому закріпленню за кожним робочим місцем певних операцій.
2. Принцип пропорційності здійснюється за рахунок синхронізації операцій та організації паралельних робочих місць.
3. Принцип паралельності забезпечується паралельним видом руху виробів, при якому над різними частинами виробів одночасно виконуються різні операції.
4. Ритмічність випуску виробів — це такт потокової лінії, при якому вироби з неї сходять через певний проміжок часу.
5. Прямоточність досягається розташуванням робочих місць за послідовністю технологічного процесу.
6. Неперервність обробки виробів забезпечується їх незатриманням завдяки паралельному рухові предметів праці.
Ефективність потокового виробництва зумовлена:
1.Спеціалізацією устаткування і технологічного оснащення, ритмічною повторюваністю процесів, що забезпечує різке підвищення продуктивності праці, яке, у свою чергу, сприяє збільшенню загального обсягу випуску продукції.
2.Упровадженням потокового виробництва, наслідком чого є здешевлення продукції за рахунок зниження її собівартості.
3.Підвищенням якості продукції і зменшення браку.
Для організації потокового виробництва необхідно забезпечити:
1. Конструкторські передумови — спеціальні вимоги до дотримання однотипності конструкцій; взаємозамінності елементів конструкції; стандартизації і нормалізації вузлів та деталей виробів; розчленованості виробу на блоки й вузли; можливості паралельного складання.
2. Технологічні передумови — ретельне відпрацювання технологічного процесу з максимальним його розчленуванням на окремі операції; застосування прогресивного устаткування та оснащення; механізація й автоматизація контрольних операцій; регулювання і випробування.
3. Організаційні передумови — достатній обсяг виробництва, що забезпечує повне завантаження робочих місць на потоковій лінії; відсутність простоїв; чітка спеціалізація робочих місць; правильний вибір системи їх обслуговування; визначення режиму роботи потокової лінії та її регламентованих перерв.
4. Матеріальні передумови — чітка організація безперебійного матеріально-технічного постачання; планомірне і ритмічне "живлення" потокової лінії; забезпечення кожного робочого місця необхідним запасом комплектів оснащення.
2.4 Переваги та недоліки потокового виробництва
Потокове виробництво внаслідок високої спеціалізації, механізації та чіткої організації виробничого процесу є високоефективним. Його ефективність виявляється у високій продуктивності праці, скороченні виробничого циклу і незавершеного виробництва, ліпшому використанні основних фондів. Усе це забезпечує зменшення витрат на виробництво. Водночас потокове виробництво має й помітні недоліки.
Найбільшим недоліком потокового виробництва є примітивізація праці робітників, обмеження її виконанням елементарних механічних операцій, що є наслідком високої диференціації технологічного процесу. Це робить працю на потоковій лінії малозмістовною, суперечить загальній тенденції підвищення освітнього і кваліфікаційного рівня працівників. Крім того, є непривабливими для людини жорсткий ритм роботи на потокових лініях, брак будь-яких творчих елементів у праці.
Цей недолік потокового виробництва усувається його автоматизацією і створенням автоматичних потокових ліній, коли всі технологічні операції і транспортування предметів праці здійснюються автоматично. Автоматичні лінії широко застосовуються в масовому виробництві.
Істотним недоліком потокового виробництва в його традиційній вузькоспеціалізованій формі є суперечність між його тяжінням до конструктивно-технологічної стабільності (тобто між його консервативністю) і вимогою динамічності виробництва, постійного оновлення продукції відповідно до науково-технічного прогресу та потреб ринку. Вузька спеціалізація робочих місць, їхня жорстка прив'язка до ходу технологічного процесу створюють труднощі для переходу на випуск нової продукції. Виникає необхідність у заміні устаткування, його переміщенні, створенні нового оснащення, перекваліфікації робітників, що зв'язано з великими витратами часу й коштів.
Ця негативна сторона потокового виробництва поступово нейтралізується підвищенням гнучкості технологічних систем, застосуванням машин із числовим програмним керуванням (ЧПК), запровадженням автоматичних багатофункціональних маніпуляторів-роботів.
Об'єднання верстатів з ЧПК, роботів, автоматичних транспортних засобів і складів під загальним керуванням ЕОМ дає можливість створювати гнучкі автоматизовані системи (ГАС) з дальшим залученням до них автоматизованого проектування продукції. Такі системи поєднують переваги потокового (висока продуктивність) і непотокового (гнучкість) виробництва, можуть застосовуватись в усіх його типах, і є особливо ефективними в серійному виробництві.
Вони швидко і без великих витрат часу й коштів переналагоджуються на випуск іншої продукції (у межах технічних можливостей). Для цього потрібно змінити програму виробничого процесу, записану на машинному носії. Гнучкі автоматизовані системи — це стратегічний напрямок розвитку техніки та організації виробництва.
Похожие работы


... коштів є важливим чинником у зниженні собівартості продукції чи виконаної роботи. Раціональне використання оборотних коштів залежить від правильного їхнього формування і ефективної організації виробництва. Зосередження н підприємствах зайвих оборотних коштів приводить до їхнього заморожування. Це завдає шкоди економіці господарства. Щоб уникнути такого положення, оборотні кошти нормуються, що є ...
... цеха. Результати всіх цих розрахунків приведені у таблиці 4.1. Таблиця 4.1 – Основні техніко - економічні показники вагоноскладального цеха Найменування показників Одиниці виміру Значення показників Фактична програма ремонту вагонів 5567 Число поточно - конвеєрних ліній 3 Фронт роботи поточно - конвеєрної лінії 6 Фронт роботи цеху 18 Виробнича площа цеху ...
... , (3.16) де – коефіцієнт, який враховує норму допоміжної площі,= 0,1. м2. Загальна площа цеху , м2, . (3.17) м2. Питома вага загальної площі цеху на один відремонтований вагон , м2/ваг, . (3.18) м2/ваг. 3.4 Синхронізація технологічного процесу ремонту платформи на потоковій лінії Незмінною умовою надійності роботи потокової лінії є стабільність її ритму, що досягається ...
... ї торгівельної мережі, спеціалізувався на пошуку постачальників унікальних товарів за максимально низькими закупівельними цінами, а також виконував функції заступника директора. З врахуванням наведених пропозицій організаційна структура управління Центру ‘’Торгпреса’’ матиме такий вигляд: Рис. 3.4.12 Організаційна структура управління Центру ‘’Торгпреса’’ після вдосконалення. Висновки В ході ...
0 комментариев