Навигация
Технологические испытания металлов и сплавов
33974
знака
0
таблиц
6
изображений
5. Технологические испытания металлов и сплавов
Способность металлов и сплавов подвергаться различным видам технологической обработки (обработке давлением, резанием, сварке) зависит от их технологических свойств. Для определения технологических свойств проводят испытания по технологическим пробам, используемым чаще всего в производственных условиях. К технологическим относятся пробы для испытания на изгиб, осадку, сплющивание, бортование, загиб труб и многие другие. Многие технологические пробы и методы испытаний стандартизованы.
По результатам технологических испытаний определяют возможность изготовления качественного изделия из данного материала в условиях, соответствующих принятому на данном производстве технологическому процессу.
Испытание на изгиб (ГОСТ 14019 — 80) служит для определения способности материалов выдерживать без разрушения заданные деформации изгиба. Образец / (Рис. 6, а) с помощью оправки 2 изгибается под действием усилия пресса между роликами 3 до заданного угла а. Способность материала выдерживать деформацию изгиба характеризуется заданным углом загиба а. При изгибе образца на 180° материал способен выдержать предельную деформацию изгиба. Образцы, выдержавшие испытание, не должны иметь трещин, надрывов, расслоений.
Испытанию на изгиб подвергают листы толщиной до 30 мм, сортовой прокат — прутки, швеллеры, уголки.
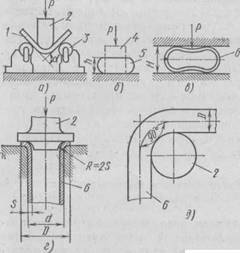
Рис. 6. Технологические испытания:
а — на изгиб, б — на осадку, в — на сплющивание труб, г — на бортование труб, д — на загиб труб; 1 — образец, 2 — оправка, 3 — ролики,
4— образец до осадки, 5— образец после осадки, 6 — труба
Испытание на осадку (ГОСТ 8817—82) служит для определения способности металла выдерживать заданную пластическую деформацию. Образец 4 осаживается в горячем или холодном состоянии с помощью пресса или молота до определенной высоты h (Рис. 6,6). Испытание на осадку производят на круглых или квадратных образцах диаметром или стороной квадрата в холодном состоянии от 3 до 30 мм, в горячем состоянии — от 5 до 150 мм. Высота стальных образцов должна равняться двум диаметрам, а образцов из цветных сплавов — не менее 1,5 диаметра. Образец считается выдержавшим испытание, если на нем не появились трещины, надрывы или изломы.
Испытание на сплющивание труб (ГОСТ 8695 — 75) служит для определения способности труб сплющиваться до определенной высоты Н (Рис. 6, в) без трещин и надрывов. Конец трубы 6 или ее отрезок длиной 20...50 мм сплющивают между двумя параллельными плоскостями. Если труба сварная, то шов на трубе должен располагаться по горизонтальной оси, как показано на рисунке. Сплющивание труб производят плавно со скоростью не более 25 мм/мин. Образец считается выдержавшим испытание, если на нем не появились трещины или надрывы.
Испытание на бортование труб (ГОСТ 8693—80), используют для определения способности труб к отбортов-ке на угол 90°. Конец трубы 6 (Рис. 6, г) отбортовывает-ся с помощью оправки 2 усилием Р пресса до получения фланца заданного диаметра D. Рабочая поверхность оправки должна быть чисто обработанной и обладать высокой твердостью (HRC не менее 50). Радиус закругления оправки, которым формируется.борт, должен быть равен двукратной толщине стенки трубы (R=2s). Бортование считается качественным, если на фланце не обнаружено надрывов и трещин.
Испытание на загиб труб (ГОСТ 3728—78) служит для определения способности труб загибаться без трещин и надрывов на угол 90°. Перед испытанием трубу 6 (Рис. 6,(3) заполняют чистым, сухим речным песком или другим наполнителем. Испытание заключается в плавном загибе образца любым способом, позволяющим загнуть образец так, чтобы его наружный диаметр D ни в одном месте не стал меньше 85 % от начального. Для испытания труб наружным диаметром до 60 мм используют их отрезки, диаметром 60 мм и более — вырезанные из труб продольные ленты шириной 10 мм. Образец считается выдержавшим испытание, если на нем не появились изломы, надрывы, расслоения.
Испытание на свариваемость производят для определения прочности сварного стыкового соединения. Сваренный образец подвергают изгибу (см. Рис. 6, а) на заданный угол а или испытывают на растяжение. Затем сравнивают прочности сваренного и несваренного образцов из испытуемого металла.
6. Строение металлов, сплавов и жидких расплавов
Металлы — простые вещества, обладающие свободными, не связанными с определенными атомами электронами, которые способны перемещаться по всему объему тела. Эта особенность состояния металлического вещества определяет собой свойства металлов.
Атомы металлов легко отдают внешние (валентные) электроны, превращаясь при этом в положительно заряженные ионы. Электроны, освободившиеся от атомов, непрерывно хаотически перемешиваются по всему объему металла подобно молекулам в газах. Поэтому такие свободные электроны часто называют электронным газом. Свободные электроны, сталкиваясь во время движения с положительно заряженными ионами, могут на некоторое время снова соединяться с ними. В таких случаях положительно заряженные ионы превращаются в нейтральные атомы. Таким образом, металлы состоят из упорядочение расположенных в пространстве положительно заряженных ионов, перемещающихся среди них электронов и небольшого количества нейтральных атомов. Металлами являются алюминий, железо, медь, никель, хром и т. д.
Сплавы представляют собой системы, состоящие из двух или нескольких металлов или металлов и неметаллов. Сплавы обладают всеми характерными свойствами металлов. Например, углеродистая сталь и чугун — сплавы железа с углеродом, кремнием, марганцем, фосфором и серой; бронза — сплав меди с оловом или другими элементами; латунь — сплав меди с цинком и другими элементами. В промышленности широко применяют сплавы, получаемые сплавлением составляющих с последующей кристаллизацией из жидкого состояния. Значительно реже — сплавы, получаемые спеканием порошков металлов и неметаллов.
Положительно заряженные ионы и нейтральные атомы в процессе кристаллизации металла или сплава из расплавленного (жидкого) состояния группируются в строго определенной последовательности, образуя кристаллические решетки — правильное, упорядоченное расположение атомов в элементарной ячейке. Кристаллические решетки характеризуются типом и размерами.
Кристаллические решетки у металлов и сплавов могут быть различных типов. Объемно-центрированные кубические (ОЦК) (Рис. 7, а) образуют железо Fea, хром Сг, молибден Мо и др. Гранецентрированные кубические решетки (ГЦК) (Рис. 7,6) образуют железо Fev . медь Си, алюминий А1, свинец РЬ и др. Гексагональную плотноупакованную (ГПУ) (Рис. 7, в) образуют цинк Zn, магний Mg, кобальт Со и др.
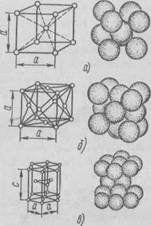
Рис. 7. Схемы кристаллических решеток:
а—объемно-центрированная кубическая (ОЦК). б — гранецент-рированная кубическая (ГЦК). в — гексагональная плотноупа-кованная (ГПУ)
Размеры или периоды решетки — расстояния awe между центрами атомов или ионов, находящихся в узлах решетки, — измеряются в ангстремах (1А=10~10 м).
С изменением температуры или давления тип и период решетки могут изменяться, что приводит к изменению физико-химических свойств металлов и сплавов.
Все металлы и сплавы имеют кристаллическое строение. В процессе кристаллизации положительно заряженные ионы, располагаясь последовательно в виде элементарных кристаллических решеток, образуют кристаллы в виде зерен (Рис. 8, а) или дендритов1 (Рис. 8,б). Образующиеся кристаллы растут, кристаллизуются из жидкого расплава сначала свободно, не мешают один другому, потом они сталкиваются и рост кристаллов продолжается только в тех направлениях, где есть свободный доступ жидкого металла. В результате первоначальная геометрически правильная форма кристаллов нарушается. В закристаллизовавшихся металлах и сплавах зерна и ден-дриты имеют неправильную, геометрически искаженную форму.
При нагревании поглощаемая металлами теплота расходуется на колебательные движения атомов и вследствие этого на тепловое расширение металла. При плавлении объем металлов увеличивается на 3...4%. С повышением температуры колебательные движения атомов или ионов возрастают, кристаллические зерна распадаются и сплав, проходя через твердо-жидкое состояние, превращается в расплав.
При переходе в расплав кристаллическая структура металла полностью не уничтожается. В расплаве всегда находятся мельчайшие участки, в которых сохраняется первоначальное, наследственное строение металла, близкое к кристаллическому. Кроме того, всегда присутствуют тугоплавкие частицы (остатки футеровки печи, при меси других элементов), которые могут образовывать дополнительные центры кристаллизации и вызывать на" чало кристаллизации. На искусственном создании центров кристаллизации в расплаве с одновременным изменением его скорости охлаждения основано управление кристаллизацией сплава с целью получения заданной структуры и свойств сплава в твердом состоянии.

Рис. 8. Схема кристаллизации сплава в виде зерен (а) и дендритов (б)
Список литературы
1) Геворкян В.Г. Основы сварочного дела - М.: Высш. школа, 1985. - 168 с., ил.
2) Материаловедение и технология металлов. - М.: Высшая школа, 2001. - 637 с
3) Курдюмов Г.В. Явление закалки и отпуска стали. - М.: Металлургиздат, 1960. - 64 с.
4) Лахтин Ю.М. Материаловедение. - М.: Машиностроение, 1993. - 448 с.
5) Гуляев А.П. Металловедение. - М.: Металлургия, 1986. - 544 с.
6) Зарембо Е.Г. Превращения в структуре и свойства стали. - М.: ВИИИТ, 1990
7) Стеклов О. И. Основы сварочного производства - М.: Высш. школа, 1986. - 224 с., ил.
8) Хренов К.К. Сварка, резка и пайка металлов - М.: Машиностроение, 1973. - 408 с.
Похожие работы
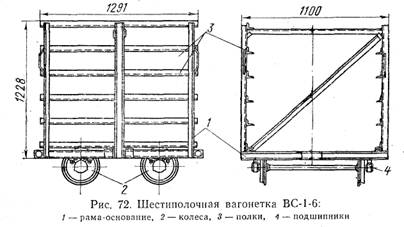
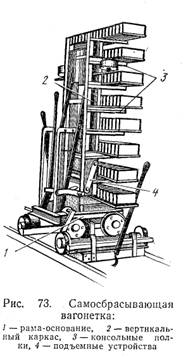
... самосбрасывающих вагонетках работали безотказно, а пальцы для захвата рамок не были погнуты. Необходимо периодически покрывать антикоррозионными составами сушильные вагонетки и своевременно ремонтировать их. ОСНОВНЫЕ СВЕДЕНИЯ О ПРОЦЕССЕ СУШКИ Сушку кирпича производят только конвективным методом, т. е. методом, при котором влага испаряется вследствие теплового обмена между изделием и ...

... разрешения на изготовление парового котла. В связи с изложенным, является необходимым умение выполнять один из наиболее сложных и ответственных разделов расчета прочности котла - расчет прочности укрепления одиночного отверстия в барабанах [2], [3], Более того, проблема в большей степени актуальна по причине употребления конструкций котлов с выполнением больших отверстий в барабанах. Существует ...
... , обеспечивать себе достойных партнеров, организовывать выпуск продукции по низкой цене и многое другое. Понятие экономической информационной системы (ЭИС). ЭИС представляет собой систему, функционирование которой во времени заключается в сборе, хранении, обработке и распространении информации о деятельности какого-то экономического объекта реального мира. Информационная система создается для ...
... недостаточно. Тогда приходится один признак брать в сочетании с другими. В статистической практике широко применяются вторичные группировки, к которым относятся группировки, которые формируются на уже обработанном ранее статистическом материале, т.е. в данном случае происходит перегруппировка уже ранее сгруппированного материала. К вторичной группировке прибегают тогда: когда из большого числа ...
0 комментариев