Навигация
Основы конструирования и проектирования приспособлений
12349
знаков
0
таблиц
5
изображений
Содержание
1 Спроектируйте приспособление
1.1 Задание на проектирование
1.2 Краткое описание детали для проектирования приспособления
1.3 Схема базирования
1.4 Описание проектируемого приспособления
1.5 Расчет приспособления на точность
1.6 Расчет приспособления
1.7 Технико-экономическое обоснование
1.8 Выводы
2 Назовите конструктивные разновидности установок и габаритов, каково их назначение?
3 Что такое УБП? Назовите их достоинства и недостатки, область применения
4 В какой последовательности следует разрабатывать схему приспособления
Литература
1 Спроектируйте приспособление 1.1 Задание на проектирование
Спроектируйте приспособление для контроля неперпендикулярности пазов 20+0,2 рычага к оси отверстия Ø48. Годовая программа 30000 шт. в год.
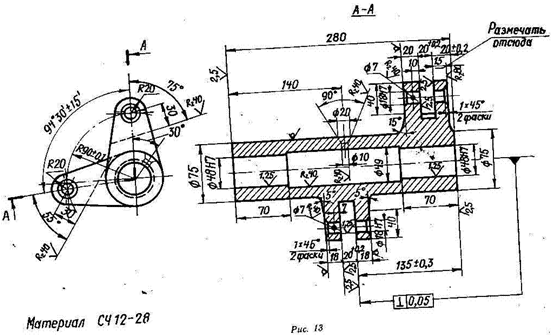
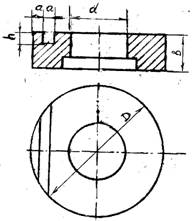
Деталь «Рычаг» представляет собой цилиндрическую трубу длиною 280 мм с наружным диаметром 75 мм внутренним – 48Н7 мм. На наружном диаметре расположены два выступа в форме вилок с шириною паза 20+0,2 мм. Выступы разнесены относительно оси рычага на 94,5°. В выступах имеется отверстие Ø18.
Рычаг предназначен для установки центральным отверстием Ø48 на ось на которой имеет возможность поворачиваться. В вилочные выступы рычага устанавливаются ответные детали механизма для передачи движения при повороте рычага вокруг центральной оси.
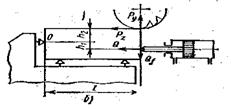
1.3 Схема базированияТехнологическая база – поверхность детали, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта.
Технологическая установка – процесс базирования и закрепления заготовки или изделия в приспособлении.
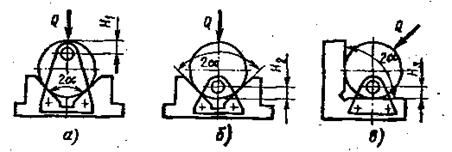
Для измерения неперпендикулярности боковой поверхности паза относительно центральной оси её (ось) необходимо принять за основную двойную направляющую базу. При этом опорной базой будут выступать боковые поверхности пазов (по-переменно в процессе измерения).
Таким образом будет проходить измерение перпендикулярности пазов относительно оси.
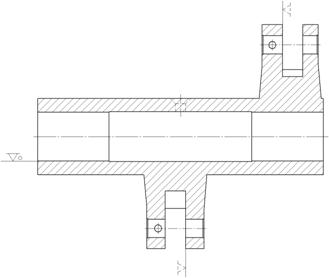
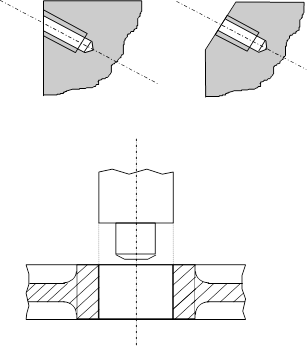
Рис. 1. Схема базирования
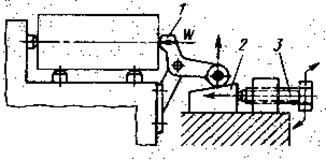
1.4 Описание проектируемого приспособленияПриспособление состоит из основания в виде плиты с закрепленными на ней измерительными и базовыми элементами. Измеряемая деталь надевается на скалку и устанавливается на призмы. После чего деталь вручную поворачивается таким образом, что бы калибр-уголок вошел в паз. Ели деталь годная то калибр-уголок свободно входит в паз как один, так и другой без ощутимых заеданий. В случае если неперпендикулярность паза больше заданной, то при попытке установить вращением детали калибр уголок в пазе вилки будет происходить заедание детали либо её подъем в призмах. То есть не получиться одновременно и удержать скалку с деталью в контакте с призмами и ввести калибр уголок в измеряемый паз.
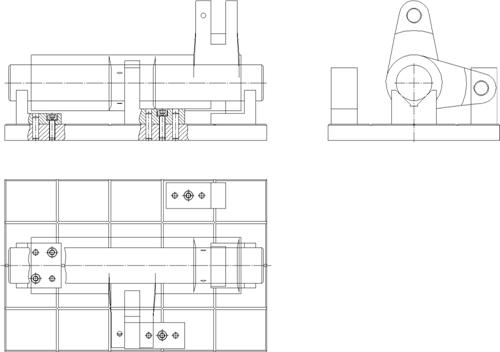
Рис. 2. Приспособление
1.5 Расчет приспособления на точностьПогрешности установки, базирования, закрепления, приспособления в общем случае включают систематические и случайные составляющие погрешности. Обычно систематические погрешности компенсируют при настройке технологической системы поэтому под погрешностями , , ![]() ,
, ![]() понимают предельные случайные отклонения поверхностей (на расчетных схемах – центров, осей поверхностей) от требуемого (идеализированного) положения.
понимают предельные случайные отклонения поверхностей (на расчетных схемах – центров, осей поверхностей) от требуемого (идеализированного) положения.
Погрешность установки заготовки в приспособлении
![]()
где ![]() погрешность базирования;
погрешность базирования; ![]() погрешность закрепления;
погрешность закрепления; ![]() погрешность установки приспособления в связи с износом установочных элементов приспособления
погрешность установки приспособления в связи с износом установочных элементов приспособления
Погрешность базирования в осевом направлении для гладких цилиндрических оправок – ![]() 0,020 (в нашем случае не учитывается, так как базирования вдоль оси не требуется) мм, погрешность базирования в радиальном направлении
0,020 (в нашем случае не учитывается, так как базирования вдоль оси не требуется) мм, погрешность базирования в радиальном направлении ![]() 0,010 мм
0,010 мм
Погрешность закрепления в нашем приспособлении отсутствует в виду отсутствия самого закрепления. На данной контрольной операции закрепления не требуется.
Погрешность установки приспособления в связи с износом установочных элементов в осевом и радиальном направлениях
![]() 0,005 мм
0,005 мм
таким образом, погрешность установки заготовки в приспособлении:
в осевом направлении ![]() 0,005 мм
0,005 мм
в радиальном направлении ![]() 0,011 мм
0,011 мм
Расчет приспособления для измерения сводится к определению размеров элементов приспособления контактирующих с деталью и влияющих на показания измерений. В нашем случае это деталь скалка и калибр-уголок. Обе детали рассчитываются на определение наружного размера, который принимаем по размеру проходного калибра для данного размера.
Расчеты ведем по формулам из ГОСТ 24853-81 Калибры гладкие для размеров до 500 мм. Допуски.
Рассчитаем калибр-пробку для размеров Ø48Н7 и 20Н12
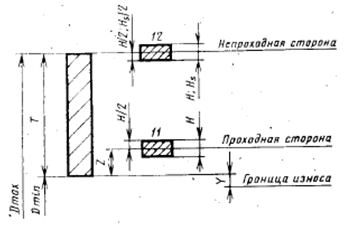
Рис. 3 Схема полей допусков калибра-пробки
для квалитетов 6-8
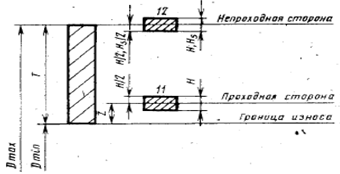
Рис. 4 Схема полей допусков калибра-пробки
для квалитетов 9-17
Ø48Н7
Исполнительный размер проходного калибра ![]() , мм
, мм
![]()
где ![]() мм – минимальный размер измеряемого[1] отверстия;
мм – минимальный размер измеряемого[1] отверстия; ![]() мм – табличный показатель
мм – табличный показатель
![]() мм
мм
Допуск на исполнительный размер проходного калибра ![]() , мм
, мм
![]()
где ![]() мм – табличный показатель
мм – табличный показатель
![]() мм
мм
Получаем размер, проставляемый на чертеже
![]()
20Н12
Исполнительный размер проходного калибра ![]() , мм
, мм
![]()
где ![]() мм – минимальный размер измеряемого[2] отверстия;
мм – минимальный размер измеряемого[2] отверстия; ![]() мм – табличный показатель
мм – табличный показатель
![]() мм
мм
Допуск на исполнительный размер проходного калибра ![]() , мм
, мм
![]()
где ![]() мм – табличный показатель
мм – табличный показатель
![]() мм
мм
Получаем размер, проставляемый на чертеже
![]()
1.7 Технико-экономическое обоснование
Применение измерительных приспособлений для контроля качества изготовления деталей дает ряд преимуществ:
- повышает точность и уменьшает погрешность измерения
- сокращает трудоемкость контрольных работ
- расширяет технологические возможности отделов технического контроля
При выполнении экономического расчета установим группу сложности приспособления III, его стоимость ![]() 8 000,00 р. и срок амортизации
8 000,00 р. и срок амортизации
Похожие работы
... ; фС- красный; 0-шина: изолированный контроль– белый; заземлённая нейтраль–чёрный. 2. ~; фаза–красный; 0–жёлтый. 3. –; (+)–красный; (–)–синий; нейтраль–белый. Лекция 20. "Основы конструирования" Основы патентоведения 1.0 Введение –Изобретательство – важный фактор ТП.– Изобретательское право (ИП).– Открытия, Изобретения, Промышленные образцы – объекты изобретательского права (Субъекты ...
... технолога-машиностроителя в2-х томах, под ред. КосиловойА.Г., Мещерякова И.П.М. "Машиностроение" 1985. 1. Цель задания: Приобретение знаний и навыков по базированию деталей, проектированию приспособлений для закрепления и обработки деталей машин, умению пользования справочной литературой. 2. Последовательность выполнения задания: 2.1 Пояснительную записку выполнять листах формата А 4 и ...
... разделить на 5 частей: 1) Заказ оснастки. 2) Ведомость заказов. 3) Сборочный чертёж, рабочие чертежи. 4) Деталировка. 5) Спецификации. 2.2. АВТОМАТИЗИРОВАННОЕ ПРОЕКТИРОВАНИЕ . Между парарметрами оснащаемой детали и формиру-емой технологической оснасткой существует инфор-мационно-функциональная взаимосвязь. Аналогичные взаимосвязи существуют также между технологичес-кими решениями по производству ...





... ребрами) изображают конструктивные и потоковые функциональные структуры [14]. Принципы построения функциональных структур технических объектов рассматриваются в последующих главах курса "Основы проектирования им конструирования" не включенных в настоящее пособие. Для систем управления существуют характеристики, которые можно использовать в качестве критериев для оценки структур. Одна из них - ...
0 комментариев