Навигация
Заготовка изготовлена методом горячей объёмной штамповки
15512
знаков
5
таблиц
0
изображений
2.2 Заготовка изготовлена методом горячей объёмной штамповки
![]() ;
;
![]() ;
;
![]()
![]() ;
;
![]() ;
;
![]() .
.
Масса изготавливаемой заготовки:
![]()
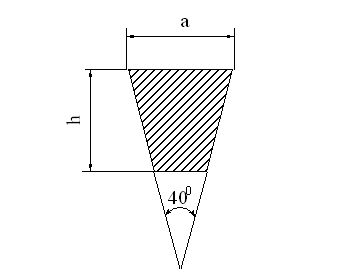
где Vзш- объем штампованной заготовки, см3:
![]()
где ![]() объем конусов на торцах полученной заготовки;
объем конусов на торцах полученной заготовки;
R – половина диаметра торцов вала;
h - высота конуса;
![]()
![]() .
.
![]()
Принимаем неизбежные технологические потери при горячей объемной штамповке равными Пш=10%, определим расходы материала на одну деталь:
![]()
![]()
Коэффициент использования материала на штамповочную заготовку:
![]()
![]()
Годовая экономия материала от выбранного варианта изготовления заготовки:
![]()
где ![]() ;
;
![]()
![]() кг.
кг.
Технико-экономический расчет показывает, что получение заготовки методом горячей объемной штамповки более экономично, чем изготовление ее из проката. Принимаем изготовление детали из заготовки, полученной методом штамповки.
3. Разработка маршрута технологического процесса механической обработки
Маршрут обработки выбирают в зависимости от вида заготовки, ее массы и формы, требуемой точности и чистоты обработки. Если точность заготовки не высока, то обработку начинают с черновой по заданному классу точности и шероховатости поверхности выбирают один или несколько методов окончательной обработки.
Таблица 3 - Маршрут технологического процесса механической обработки
| Номер операции | Наименование и кратное содержание операции, технологические базы | Оборудование |
| 05 | Фрезерно-центровальная. Фрезерование торцов вала и сверление центровых отверстий с двух сторон. Технологическая база – наружные поверхности двух шеек. | Фрезерно-центровальный полуавтомат |
| 010 | Токарная. Обтачивание поверхности шеек вала с одной стороны и подрезание торцевых поверхностей ступеней вала. Технологическая база – центровые отверстия вала. | Токарный многорезцовый полуавтомат |
| 015 | Токарная. Обтачивание поверхности шеек вала с другой стороны, а также подрезка обрабатываемых шеек вала. Технологическая база – центровые отверстия вала. | Токарный многорезцовый полуавтомат |
| 020 | Токарная. Обтачивание поверхности шеек вала под шлифование. Технологическая база – центровые отверстия вала. | Токарный многорезцовый |
| 025 | Токарная. Обтачивание поверхности шеек вала с припуском под шлифование. Окончательная подрезка торцов ступеней вала. Технологическая база – центровые отверстия вала. | Токарный многорезцовый |
| 030 | Контроль промежуточный | |
| 040 | Токарная. Точение пазов и фасок . Технологическая база – центровые отверстия вала | Токарный многорезцовый |
| 045 | Контроль промежуточный | |
| 050 | Токарная. Нарезание резьбы. Технологическая база – центровые отверстия вала | Токарный многорезцовый |
| 055 | Фрезерная. Фрезерование шпоночного паза. Технологическая база – наружные поверхности двух шеек. | Фрезерно-центровальный полуавтомат |
| 060 | Контроль промежуточный | |
| 065 | Термическая обработка HRC 41…45 | |
| 070 | Шлифовальная. Предварительное шлифование шеек вала. Технологическая база – центровые отверстия вала | Круглошлифовальный полуавтомат |
| 075 | Шлифовальная. Окончательное шлифование поверхности шеек вала. Согласно размерам по рабочему чертежу и шероховатости поверхности. Технологическая база – центровые отверстия вала | Круглошлифовальный полуавтомат |
| 080 | Моечная | |
| 085 | Контроль окончательный |
Похожие работы
... двух отрезках пути длиной по 25 м), произвольно выбранных в начале и середине километра. 1.2 Проектирование технологического процесса производства комплекса путевых работ К сложному комплексу путёвых работ, относятся, например, усиленный капитальный (капитальный), усиленный средний (средний) и подъемочный ремонты пути, при которых приходится выполнять ряд работ, отличающихся друг от друга ...
... цехов и отделений, использования средств производства для достижения наиболее высокой производительности труда и технико-экономических показателей. авторемонтное производство Производственный процесс капитального ремонта автомобилей объединяет технологические, энергетические, транспортные, складские и другие операции, обеспечивающие выпуск продукции. Все эти операции можно разделить на две ...
... ремонтов: , где К – коэффициент, равный 300. . По количеству условных ремонтов выбираем типовую ремонтную мастерскую с учетом, что в ней будут производится текущие ремонты несложной сельскохозяйственной техники и перспективой на 5 лет. Выбираем типовой проект ХП – 816 – 128. Выбираем оборудование для цеха по ремонту топливной аппаратуры. № п/п Наименование Тип или марка Техническая ...
... Общая характеристика хозяйства Колхоз "Мир" организован в 1920 году в результате объединения мелких хозяйств "Первое Мая" и "Красное знамя". Землепользование колхоза расположено в юго-западной части Дебёсского района Удмуртской Республики и состоит из основного участка и шести участков постоянного пользования. Территория основного участка имеет вытянутую форму, протяжённостью с юга на север ...
0 комментариев