Навигация
Экструзионно-раздувное формование
73525
знаков
0
таблиц
26
изображений
1.4 Экструзионно-раздувное формование
Из трех методов раздувного формования, применяемых для изготовления упаковки, наиболее широко используется метод, называемый «экструзионное формование с раздувом». Он заключается в экструзии трубки, называемой «преформа», в нижнем направлении. Когда она достигает нужной длины, разведенные половинки пресс-формы, окружающие заготовку, смыкаются, обрезая и замыкая дно, и остается только канал вверху для подвода сжатого воздуха, с помощью которого в дальнейшем и формуется изделие (рис. 7).
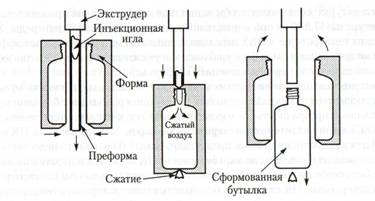
Рис 7. При формовании раздувом полуформы смыкаются вокруг преформы; при движении вниз в разогретую и пластичную заготовку подается воздух, выдувая изделие, которое после формования извлекается из формы; последняя снова перемещается вверх и захватывает новую преформу.
При такой технологии форма для получения последовательно экструдируемых иреформ может быть стационарной, а процесс раздува может происходить на одном блоке. Возможна и непрерывная экструзия преформ, если форма при подъеме захватывает преформу, а затем опускается для формования раздувом. Непрерывно экст-рудируемые преформы могут также захватываться формами, смонтированными сбоку, челнок которых, совершая возвратно-поступательные движения, захватывает преформу, которая затем выдувается, и готовое изделие извлекается практически без остановки. Этот скоростной процесс особенно подходит для изготовления изделий из ПВХ, причем его температура должна жестко контролироваться во избежание разложения и изменения цвета материала (рис. 8).
Для увеличения выпуска продукции при использовании непрерывной экструзии преформ существует специальное оборудование, в котором на карусели установлено множество форм, непрерывно вращающихся под расположенным наверху экструде-ром, формуя и сбрасывая готовые изделия в процессе вращения карусели с формами. Поскольку для подобных систем требуется много форм, а для их смены необходимо время, такое оборудование целесообразно использовать для изготовления больших серий изделий одинакового размера (в частности, для крупномасштабного производства пластиковых бутылок). В оборудовании подобного типа пластиковые бутылки обычно отделяются от непрерывных преформ после охлаждения и раскрытия форм.
Для получения преформ, из которых изготовляют изделия методом раздува, используются два типа шнековых машин, аналогичных применяемым для литья под давлением. Для изготовления небольших контейнеров используют машины со шнеками возвратно-поступательного действия и двухшнековые машины (рис. 9). Они снабжены вторичным накопителем и поршнем для порционного выдавливания преформ. Экструдеры с накапливающей головкой и плунжерной подачей применяются для изготовления больших контейнеров, включая пластиковые бочки.
Все головки экструдеров могут быть оснащены устройствами программирования преформ. В обычных головках расположение дорна внутри головки экструдера для получения одинаковой структуры стенок преформы фиксируется. В программируемых головках для регулирования толщины стенок преформы положение дорна может регулироваться (рис.10). Это позволяет изменять толщину стенки заготовки по длине — больше в основании изделия (для прочности), больше в тех местах, где материал должен раздуваться сильнее, и меньше там, где тонкие и небольшие участки не требуют большого количества материала. В реальном процессе формования теплый мягкий пластик растягивается под действием сжатого воздуха и принимает форму готового изделия (см. рис. 7).
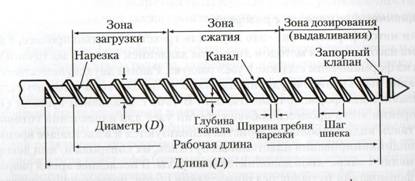
Рис. 9. В машинах, используемых для инжекционного и выдувного формования, для нагревания, плавления пластмассовых гранул и перемешивания материала используются шнеки.
При экструзионном формовании с раздувом на нижней части готового изделия хватается небольшой «хвост», который должен удаляться. Раньше горловины готовых бутылок для приведения в соответствие их размеров подвергали механической обработке. В настоящее время большая часть раздувных агрегатов автоматически заполняет операции по снятию облоя с готовых изделий непосредственно на них, и формование горлышка происходит в форме совместными усилиями инъекционной иглы и формующего горлышко кольца. Транспортные контейнеры и емкости с широким горлышком по-прежнему проходят заключительные этапы обработки на дополнительных обрезных прессах для снятия заусенцев.
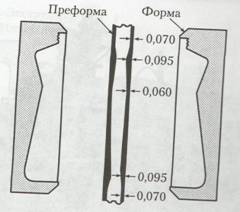
Рис. 10. Для соблюдения геометрической формы контейнера возможно применение программируемых преформ, что позволяет увеличивать прочность в необходимых местах и минимизировать утонение в углах.
Экструзионное формование с раздувом больше всего подходит для изготовления пластиковых контейнеров любой формы и размеров и транспортной тары. Формы относительно дешевы и зачастую их изготовляют из алюминия (как для крупно-, так и для мелкосерийной продукции).
Похожие работы

... процесса магазина и должна проводиться: лицами, на которых возложена материальная ответственность. Приемке и оприходованию подлежат только доброкачественные товары, отвечающие требованиям стандартов и технических условий. Приемка товаров по количеству и качеству в магазине должна осуществляться в соответствии с правилами, установленными: в инструкциях «О порядке приемки продукции производственно- ...
... 30 30 30 12 Мясо охлажд 8 10 8 - Яйца 25 10(25) 20 - 1 Определение способов перевозки скоропортящихся грузов При подготовке и организации перевозок скоропортящихся грузов необходимо учитывать климатические условия района погрузки и предполагаемого направления перевозки. В зависимости от периода года и направления перевозки выбирается способ перевозки, порядок ...
... найти возможность для сознательного применения этого стиля, кроме разве что нацеленности на весьма узкий сегмент расхлябанных "по жизни" покупателей [5]. 2. Практическая часть. Упаковка как фактор сохранности и конкурентоспособности молочных товаров Кировского молочного комбината 2.1 История Кировского молочного комбината и его производство Вятский молочный завод был учрежден 29 ...
... пленок до 200 т в месяц. В результате внедрения нового оборудования достигается возможность оптимизации свойств конечного продукта по соотношению цена - качество. 2.2 Особенности упаковки молочных товаров Многослойные пленки, полученные методом выдувной экструзии, относятся к типу композиционных пластиковых материалов и используются преимущественно в упаковочной индустрии. Многослойные ...
0 комментариев