Навигация
Определить метод центрирования и выбрать посадку шлицевого соединения 13-14
18754
знака
2
таблицы
27
изображений
5. Определить метод центрирования и выбрать посадку шлицевого соединения 13-14.
Число шлицев z = 16
Внешний диаметр D = 82 мм
Материал вала Сталь 45
Материал втулки БрО4Ц4С17
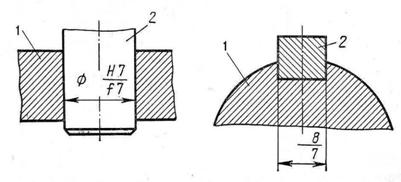
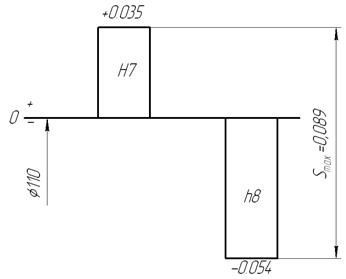
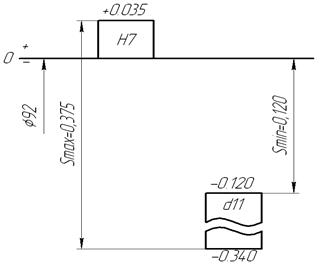
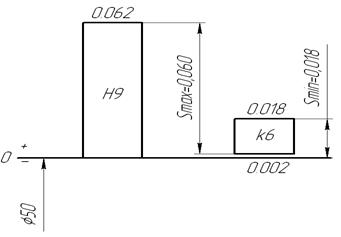
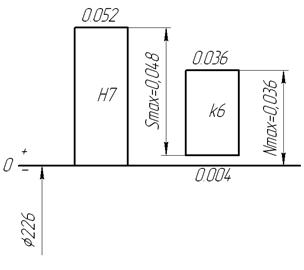
В связи с тем, что твердость материала вала (HBвал = 255 по ГОСТ 1051-88) больше твердости материала втулки (HBвтулка = 60 по табл. 68, стр. 198, Анурьев том 1) и механизм не реверсивный, выбирается метод центрирования по внешнему диаметру. Принимаем число зубьев z = 16, внутренний диаметр d = 72 мм, внешний диаметр D = 82 мм, боковая поверхность зуба b = 7 мм (табл. 4.71, стр. 251, Мягков том 2).
Выбирается посадка ![]() (табл. 4.72, 4.75, стр. 252 – 253, Мягков том 2).
(табл. 4.72, 4.75, стр. 252 – 253, Мягков том 2).
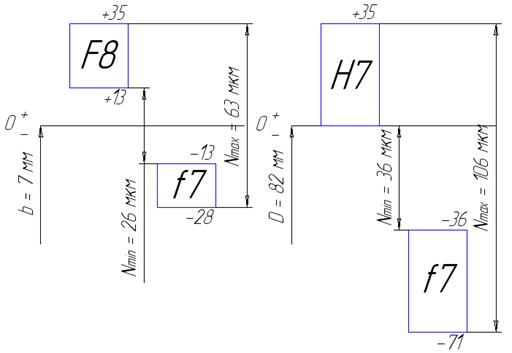
рис.5.1
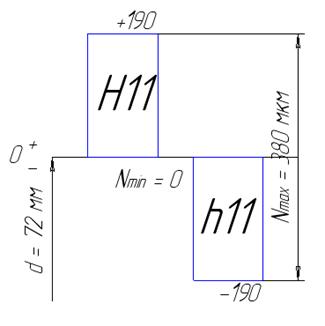
рис.5.2
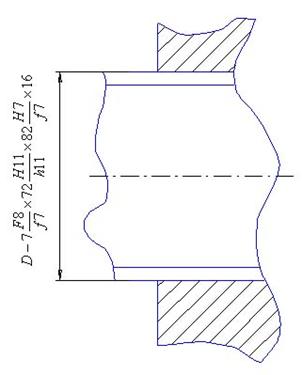
рис.5.3
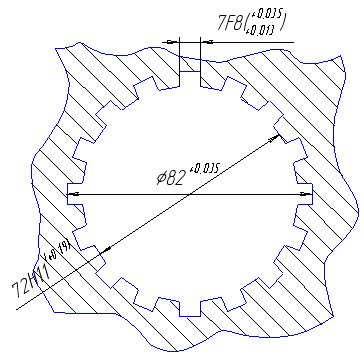
рис.5.4
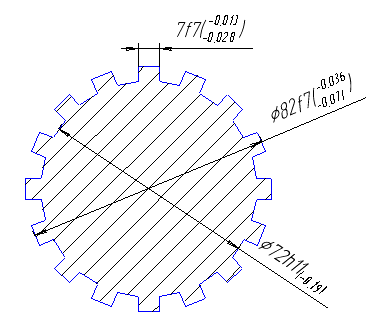
рис.5.5
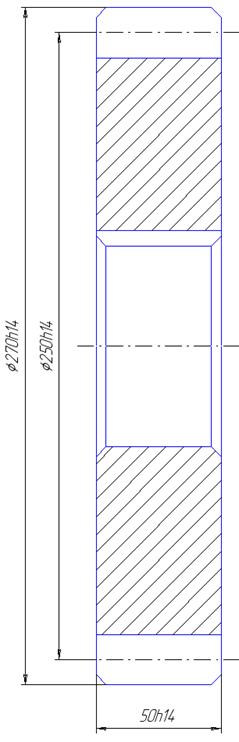
6. Установить степень точности и контролируемые параметры зубчатой пары 10-11.
Модуль m = 10 мм
Число зубьев z = 25
Скорость v = 5 м/с
Вид сопряжения Д
По формулам [6.1] и [6.2] определяются делительный окружной шаг и делительный диаметр
![]() [6.1]
[6.1]
![]() [6.2]
[6.2]
![]()
![]()
Зубчатые колеса – общего машиностроения, не требующие особой точности. По значению окружной скорости принимается степень точности – 8 (средняя точность) (табл. 5.12, стр. 330, Мягков том 2).
Диаметр вершин зубьев рассчитывается по формуле [6.3]
![]() , [6.3]
, [6.3]
где коэффициент высоты головки h*a = 1 для стандартного исходного контура по ГОСТ 13755-81 и ГОСТ 9587-81.
![]()
Нормы кинематической точности
Принимается допуск на радиальное биение зубчатого венца Fr = 80 мкм (табл. 5.7,стр. 317, Мягков том 2), допуск на накопленную погрешность шага зубчатого колеса Fp = 125 мкм (табл. 5.8, стр. 319, Мягков том 2).
Нормы плавности работы
Принимается допуск на местную кинематическую погрешность f’i = 60 мкм, предельное отклонение шага fpt = ±32 мкм, погрешность профиля ff = 28 мкм (табл. 5.9, стр. 321, Мягков том 2).
Т.к. ширина зубчатого венца b = 50 мм, то принимается суммарное пятно контакта по высоте зуба – 40%, по длине зуба – 50%; допуски на не параллельность fx = 25 мкм, перекос fy = 12 мкм, направление зуба Fβ = 25 мкм (табл. 5.10, стр. 323-324, Мягков том 2).
Вид сопряжения – Д, допуска бокового зазора – d, класс отклонений межосевого расстояния – III (табл. 5.15, стр. 335, Мягков том 2).
Межосевое расстояние рассчитывается по формуле [6.4]
![]() , [6.4]
, [6.4]
где числа зубьев колес z1 = z2 = 25.
![]()
Принимается гарантированный боковой зазор jnmin = 72 мкм, предельное отклонение межосевого расстояния fa = ±35 мкм (табл. 5.17, стр. 336, Мягков том 2).
Степень точности по ГОСТ 1643-81 8-8-8-Дd
| Модуль | m, мм | 10 |
| Число зубьев | z | 25 |
| Нормальный исходный контур | - | ГОСТ 13755-81 |
| Коэффициент смешения | х | 0 |
| Степень точности по ГОСТ 1643-81 | - | 8-8-8-Дd |
| Допуск на биение зубчатого венца | Fr, мкм | 80 |
| Допуск на предельное отклонение шага | fpt, мкм | ±32 |
| Гарантированный боковой зазор | jnmin, мкм | 72 |
| Делительный диаметр | d, мм | 250 |
| Делительный окружной шаг | P ,мм | 31.4 |
7. Построить и рассчитать размерную цепь для обеспечения размера заданного замыкающего звена ![]() . Расчет выполнить методами полной взаимозаменяемости и теоретико-вероятным.
. Расчет выполнить методами полной взаимозаменяемости и теоретико-вероятным.
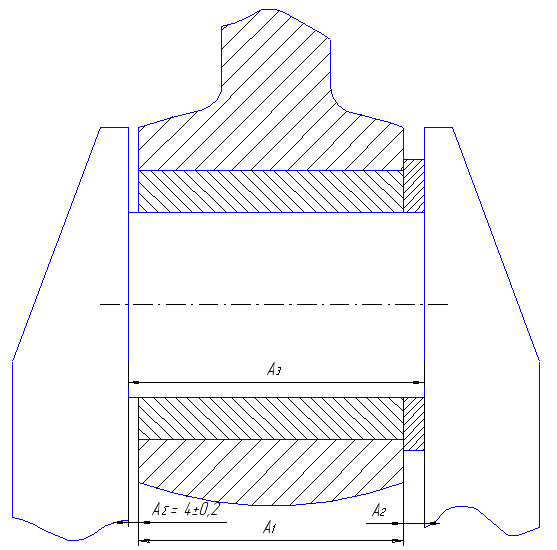
рис.7.1
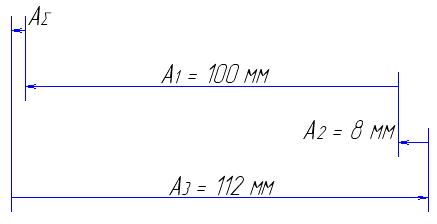
рис.7.2
Метод полной взаимозаменяемости
В данной задаче исходным звеном является зазор А∑. Тогда
максимальное значение замыкающего звена [A∑max] = 4.2 мм;
минимальное значение замыкающего звена [A∑min] = 3.8 мм;
верхнее отклонение замыкающего звена [ВО∑] = 0.2 мм;
нижнее отклонение замыкающего звена [НО∑] = -0.2 мм;
значение среднего отклонения [Δc∑] = 0;
поле допуска [Т∑] = 0.4 мм.
Составляется уравнение размерной цепи по формуле [7.1] (линейная размерная цепь):
![]() .
.
![]() [7.1]
[7.1]
С учетом этого уравнения и принятого значения A∑ = 4 мм назначаются номинальные размеры всех составляющих звеньев по конструктивным соображениям: А1 = 100 мм, А2 = 8 мм; А3 = 112 мм. Проводится проверка размеров по уравнению [7.1]: 112 – (100 + 8) = 4.
Рассчитываются допуски составляющих звеньев по способу одной степени точности по формуле [7.2]
 , [7.2]
, [7.2]
где [Т∑] – значение поля допуска звена А∑, i – значение единицы поля допуска. Принимаются i1 = 2.17, i2 = 0.9, i3 = 2.17 (табл. 3.3, стр. 20, Мягков том 2).
![]()
Такое значение единиц допуска соответствует примерно 10-му квалитету в ЕСДП (табл. 1.8, стр. 44, Мягков том 1).
Таким образом, допуски составляющих размеров с учетом степени сложности изготовления принимаются: Т1 = 0.14 мм, Т3 = 0.14 мм. По формуле [7.4] определяется поле допуска Т2
![]() [7.3]
[7.3]
![]() [7.4]
[7.4]
![]()
Назначаются допускаемые отклонения на все составляющие размеры исходя из экономической точности изготовления по возможной финишной операции. Для звена А1 назначается отклонение типа h, а для звена А3 – отклонение типа H, т.е. Δc1 = -Т1/2 = -0.07 мм, аналогично Δc3 = 0.07 мм. Среднее отклонение поля допуска корректирующего звена А2 определяется по формуле [7.5]
![]() [7.5]
[7.5]
![]()
Предельные отклонения корректирующего звена А2 определяются по формулам [7.6] и [7.7]
![]() [7.6]
[7.6]
![]() [7.7]
[7.7]
![]()
![]()
Правильность вычисления предельных отклонений проверяем по формуле [7.8]
![]() [7.8]
[7.8]
![]()
![]()
![]()
![]()
А∑![]() по условию задачи
по условию задачи
А1![]()
А2![]() корректирующее звено
корректирующее звено
А3![]()
Теоретико-вероятный метод
В данной задаче исходным звеном является зазор А∑. Тогда
максимальное значение замыкающего звена [A∑max] = 4.2 мм;
минимальное значение замыкающего звена [A∑min] = 3.8 мм;
верхнее отклонение замыкающего звена [ВО∑] = 0.2 мм;
нижнее отклонение замыкающего звена [НО∑] = -0.2 мм;
значение среднего отклонения [Δc∑] = 0;
поле допуска [Т∑] = 0.4 мм.
Составляется уравнение размерной цепи по формуле [7.1] (линейная размерная цепь):
![]() .
.
С учетом этого уравнения и принятого значения A∑ = 4 мм назначаются номинальные размеры всех составляющих звеньев по конструктивным соображениям: А1 = 100 мм, А2 = 8 мм; А3 = 112 мм. Проводится проверка размеров по уравнению [7.1]: 112 – (100 + 8) = 4. Принимается, что рассеяние размеров звеньев близко к нормальному закону, т.е. ![]() , и, следовательно,
, и, следовательно, ![]() . Принимается также
. Принимается также ![]() . Рассчитываются допуски составляющих размеров по способу одной степени точности, принимая процент риска Р = 0.27%. При Р = 0.27% - коэффициент t = 3 (табл. 3.8, стр. 36, Мягков том 2). По формуле [7.9] определяется среднее число единиц допуска составляющих звеньев
. Рассчитываются допуски составляющих размеров по способу одной степени точности, принимая процент риска Р = 0.27%. При Р = 0.27% - коэффициент t = 3 (табл. 3.8, стр. 36, Мягков том 2). По формуле [7.9] определяется среднее число единиц допуска составляющих звеньев
 [7.9]
[7.9]
Принимаются i1 = 2.17, i2 = 0.9, i3 = 2.17 (табл. 3.3, стр. 20, Мягков том 2).

Такое значение единиц допуска соответствует примерно 11-му квалитету в ЕСДП (табл. 1.8, стр. 44, Мягков том 1).
Таким образом, допуски составляющих размеров с учетом степени сложности изготовления принимаются: Т1 = 0.22 мм, Т3 = 0.22 мм. По формуле [7.11] определяется значение поля допуска T2
![]() [7.10]
[7.10]
![]() [7.11]
[7.11]
![]()
Назначаются допускаемые отклонения на все составляющие размеры исходя из экономической точности изготовления по возможной финишной операции. Для звена А1 назначается отклонение типа h,а для звена А3 – отклонение типа H, т.е. Δc1 = -Т1/2 = -0.11 мм, аналогично Δc3 = 0.11 мм. Среднее отклонение поля допуска корректирующего звена А2 определяется по формуле [7.5]
![]()
Предельные отклонения корректирующего звена А2 определяются по формулам [7.6] и [7.7]
![]()
![]()
А∑![]() по условию задачи
по условию задачи
А1![]()
А2![]() корректирующее звено
корректирующее звено
Похожие работы
... , как точность кинематической цепи. При оценке точности механизма следует учитывать не только технологические, но и эксплуатационные первичные ошибки. Точность деталей и их соединений Задаваемая точность деталей и их соединений не только влияет на точность механизмов, но также обеспечивает одно из основных свойств, определяющих качество изделий, – взаимозаменяемость. Взаимозаменяемость – это ...
... – 82. Подробный расчет соотношения между допусками диаметра, угла и формы конуса, а также предельных базорасстояний конических соединений приведен в ГОСТе 25307 – 82 и в [10]. 2.8. Взаимозаменяемость резьбовых соединений Резьбовые соединения широко используются в конструкциях машин, аппаратов, приборов, инструментов и приспособлений различных отраслей промышленности. Классификация резьб. ...
... = dmax – Dmin = 50.018 – 50 = 0.018 мм Построим схему расположения полей допусков: Рисунок 2.1.3 – Схема расположения полей допусков посадки Выберем посадку для соединения «ж». Для легкости установления стаканов в корпусных деталях желательно применение посадок с зазором. Но тогда возможно их смещение в пределах зазоров, что вызывает изменение положения оси вращения вала и увеличение ...
... і вал, надлишкова теплота буде видалятись примусовою прокачкою масла. 13. Визначаємо об’єм масла, що прокачується через підшипник: = 0,2 л/хв 2.2 Розрахунок допусків, посадок та параметрів посадок гладких циліндричних з’єднань Умова: Для трьох циліндричних з’єднань ( D1, D4, D5 ) підрахувати граничні розміри, допуски, величини найбільших, найменших і середніх зазорів (натягів), допуск ...
0 комментариев