Навигация
Содержание
1. Идеализированная кривая прессования
2. Горячее прессование
Список литературы
1. Идеализированная кривая прессования
Прессование является одной из ключевых операций технологии получения изделий из металлических и других порошков. Для проектирования технологического процесса прессования, конструирования оснастки и выбора оборудования необходимо определить зависимость между давлением прессования и достигаемой плотностью используемого порошкового материала. Получаемые в результате таких испытаний кривые называются кривыми уплотнения. Для их определения проводят эксперименты по прессованию порошков в цилиндрической матрице.
Идеализированная кривая процесса уплотнения порошка имеет три характерных участка. Наиболее быстро плотность упаковки частиц нарастает на первой стадии (участок 1), когда частицы перемещаются относительно свободно, занимая близлежащие, пустоты; одновременно происходит разрушение арок. К концу этой стадии частицы оказываются уложенными максимально плотно, и появляется горизонтальный участок 2.
Здесь сопротивление частиц сжатию велико, и несмотря на возрастание давления порошок некоторое время не уменьшает своего объема, так как частицы не перемешиваются относительно друг друга и испытывают лишь упругую деформацию. Когда давление прессования превысит сопротивление сжатию порошкового тела, начинается пластическая деформация частиц (третья стадия процесса уплотнения, выражаемая участком 3). Чем пластичнее металл, тем при более низких давлениях прессования начинается уплотнение порошка за счет деформации его частиц. Для хрупких материалов, у которых пластическая деформация отсутствует, наступление третьей стадии невозможно, и при соответствующем возрастании давления частицы разрушаются.
В настоящее время разработан новый метод экспериментального определения кривых уплотнения порошковых материалов, исключающий влияние трения между порошком и стенками матрицы. Идеализированные кривые уплотнения могут быть использованы при расчетах усилий прессования изделий с разной высотой, а также при теоретическом анализе распределения плотности в порошковых прессовках.
В процессе прессования между порошком и стенками матрицы возникают силы трения, препятствующие уплотнению. Действие сил трения приводит к необходимости повышать давление прессования, а также является причиной неравномерности плотности в изделиях. Величина сил трения увеличивается с ростом плотности и высоты прессовок. Соответственно, увеличивается необходимое давление, которое в случае одностороннего прессования можно рассчитать по формуле:
pпр = pприд (1 + 4mfhпр / dпр), (1)
где m - коэффициент трения; f - коэффициент бокового давления; hпp, dпp - высота и диаметр прессовки; pприд - идеализированное давление прессования до заданной плотности, определяемое при отсутствии трения.
При выводе формулы (1) принималось, что боковое давление определяется из соотношения:
pбок = fpпp, (2)
В литературе отсутствуют сведения по определению идеализированного давления прессования в функции плотности для порошковых материалов и не приводятся соответствующие идеализированные кривые уплотнения. Отсутствие этих данных затрудняет проведение расчетов по формуле (1).
В основу метода нахождения идеализированного давления прессования до заданной плотности и построения идеализированных кривых уплотнения положен подход Л.А. Шофмана, использованный им для исключения влияния трения при определении сопротивления деформации из испытаний цилиндрических образцов на сжатие.
Суть данного метода состоит в экспериментальном определении давления прессования, необходимого для достижения фиксированной относительной плотности ρотн (величина равная отношению плотности прессовки к плотности материала, из которого она изготовлена), для образцов с разной массой m. В результате экстраполяции полученной зависимости pпp=f(m) до значения m=0 находится величина рприд для данного значения плотности. После повторения экспериментов для других значений плотности, устанавливается идеализированная кривая уплотнения рприд=f(ρотн). Ниже рассматривается применение этой методики для порошков железа и меди.
В указанных экспериментах использовался порошок железа марки ПЖР 3.200.28 (ГОСТ 9849-86). Распределение частиц порошка по фракциям характеризуется значениями d10=41,13, d50=84,34, d90=120,17 мкм. Насыпная плотность порошка равна 3,388 г/см3. Плотность утряски составляет 3,702 г/см3.
Для экспериментов использовался также электролитический порошок меди марки ПМС-1 (ГОСТ 4960-75). Распределение частиц порошка по фракциям характеризуется значениями d10=17,51, d50=38,43, d90=76,95 мкм. Насыпная плотность порошка равна 2 г/см3. Плотность утряски составляет 2,486 г/см3.
Для построения идеализированных кривых уплотнения применяли навески порошков трех масс: m, m/2, m/4. Прессование осуществляли в цилиндрической матрице диаметром 16,8 мм при изменении давления прессования в диапазоне 100-800 МПа с шагом 100 МПа. Масса базовой навески порошка железа mFe принималась равной 22 г, что обеспечивает получение в беспористом состоянии высоты прессовки hпp=12,63 мм и отношение высоты к диаметру - hпp/dпp=0,75. В случае пористости образца равной 0,5 для данной навески имеем: hпp=25,21 мм и hпp/dпp=1,5. Для образцов меньшей массы соответствующие значения будут еще ниже, как показано в табл. 1.
Таблица 1. – Значения hпp/dпp для прессовок из порошков железа и меди разной массы в зависимости от пористости
| Пористость | Масса навески | ||
| m | m/2 | m/4 | |
| 0 0,5 | 0,75 1,50 | 0,376 0,752 | 0,188 0,376 |
Таким образом, практически во всех случаях отношение hпp/dпp было меньше единицы. Поэтому можно предположить, что изменение пористости прессовок по высоте было незначительным. Чтобы сохранить соотношения размеров образцов, приведенные в табл. 1, массу базовой навески порошка меди определяли по формуле:
mCu = mFe (ρCu / ρFe), (3)
где ρCu, ρFe - плотности порошков меди и железа. В результате расчета по формуле (3) было получено значение mCu =25 г.
На рис. 1 представлены кривые уплотнения прессовок разной массы из порошков железа и меди. Как и ожидалось, с увеличением массы прессовок давление, необходимое для достижения заданной плотности, растет. Соответственно, плотность прессовок разной массы, спрессованных одинаковым давлением, получалась различной. Поэтому, с целью дальнейшего использования экспериментальных данных, применялась их интерполяция с помощью степенной и экспоненциальной функций. Результирующие формулы приведены в табл. 2.
Таблица 2. – Зависимости, аппроксимирующие кривые уплотнения порошков железа и меди
| Материал порошка | Масса образца, г | Зависимость | Интервал р_ | R2 |
| Железо | 22 | рпр = 2979,2ρотн5.3867 | 0,54-0,81 | 0,9983 |
| 11 | рпр = 2172,5ρотн5.3773 | 0,55-0,83 | 0,9964 | |
| 5,5 | рпр = 2050,9ρотн5.4832 | 0,55-0,85 | 0,9954 | |
| Медь | 25 | рпр = 1,7088e7.2597•ρ_ | 0,57-0,85 | 0,9962 |
| 12,5 | рпр = 1,4944e7.0799•ρ_ | 0,59-0,89 | 0,9992 | |
| 6,25 | рпр = 1,1717e7.2126•ρ_ | 0,61-0,90 | 0,9985 |
 б
б
Рис. 1 - Кривые уплотнения трех навесок разной массы и идеализированная кривая уплотнения: а - для порошка железа; б - для порошка меди
По формулам из табл. 2 для порошков железа и меди рассчитывали давление, необходимое для достижения относительной плотности ρотн=0,55; 0,6; 0,65; 0,7; 0,75; 0,8 и 0,85. По полученным данным строили графические зависимости давления прессования, необходимого для достижения определенной плотности, от массы навески порошка. Расчетные значения для порошков железа и меди показаны на рис. 2.
 б
б
Рис. 2 - Давление прессования, необходимое для уплотнения до фиксированной плотности, в зависимости от массы навески: а - для порошка железа; б - для порошка меди
Из рис. 2 следует, что экспериментальные данные каждой серии можно аппроксимировать прямыми линиями. Наклон прямых увеличивается с ростом относительной плотности. Это свидетельствует о возрастании влияния сил трения с повышением степени уплотнения образца, что связано с увеличением коэффициента бокового давления при росте плотности. Продлив прямые до пересечения с осью ординат, что соответствует равенству нулю массы навески порошка, находили идеализированные значения давления прессования, соответствующие принятому набору величин относительной плотности. Эти данные были использованы для построения идеализированных кривых уплотнения для порошков железа и меди, которые показаны на рис. 1. Идеализированные кривые расположены несколько выше реальных кривых уплотнения, полученных в условиях влияния контактного трения на процесс уплотнения.
Данная методика определения кривых уплотнения порошковых материалов позволяет исключить влияние трения между порошком и стенками матрицы. Идеализированные кривые уплотнения могут быть использованы при расчетах давления прессования, а также в теоретическом анализе распределения плотности в порошковых прессовках.
Похожие работы
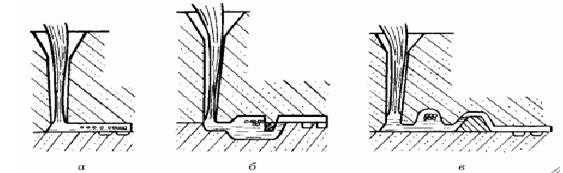
... заявляемое изобретение, является предотвращение появления воздушных пузырей в пресс-изделиях, высококачественную сварку металла заготовки и пресс-остатка, при очередном цикле в процессе полунепрерывного прессования при обеспечении оптимального размещения и компановки устройств удаления воздуха. Техническим результатом, достигаемым при осуществлении изобретения, является получение полунепрерывном ...
... выбрать вид функции. Данный этап самый ответственный. На данном этапе выбора вида модели экспериментатор должен располагать знаниями заранее проведенных исследований. На основании которых он может предположить о характере влияния фактора на параметрах процесса. Полные и дробные факторные планы позволяют получить линейное описание зависимости отклика от каждого из варьируемых факторов. При ...
Технологические особенности переработки полимерных материалов в изделия методом горячего прессования

... (переработка материала): прессование, литье под давлением, выдувание, напыление, окунание и т.д.; 4. Доработка изделия: декоративная отделка, термообработка, механическая обработка и т.д. 1.2 Технологические особенности переработки полимерных материалов в изделия методом горячего прессования Прямое (компрессионное) горячее прессование. При компрессионном прессовании предварительно ...
... и экспертиза качества Идентификация и экспертиза проводятся по нормированным показателям качества и безопасности. В таблице 6 представлены некоторые органолептические и физико-химические показатели для "свинины прессованной". Микробиологические показатели безопасности представлены в таблице 7. Таблица 6. Требования к качеству вареных продуктов из свинины (по ГОСТ 18236-85) [Покровский ...
0 комментариев