Навигация
2.3 Технологические свойства
Под технологическими свойствами порошков понимается их насыпная плотность, текучесть, уплотняемость, прессуемость и формуемость.
Насыпная плотность порошка – масса единицы объема порошка при свободной насыпке.
Насыпная плотность выражает способность порошка к укладке и зависит от плотности металла (сплава) и фактического заполнения порошком объема. Плотность укладки частиц порошка в объеме определяется его дисперсностью, формой и удельной поверхностью частиц. Поэтому насыпная плотность порошка из одного металла (в зависимости от метода получения) может иметь различное значение /8/.
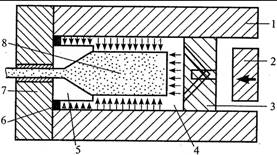
Текучесть порошка – способность порошка с определенной скоростью вытекать из отверстия. Этот показатель важен для организации процесса автоматического прессования заготовок. По стандарту текучесть выражают числом секунд, за которое 50 г порошка вытекает через колиброванные отверстия конусной воронки.
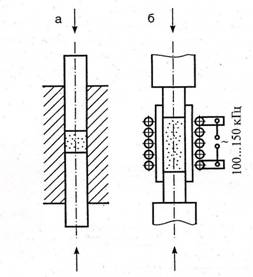
Уплотняемость – способность уменьшать занимаемый объем порошкового материала под воздействием давления или вибрации. По стандарту эта характеристика оценивается по плотности прессовок, изготовленных при давлениях прессования в цилиндрических прессформах с заданным диаметром.
Прессуемость – способность образовывать тело при прессовании, которое имеет заданные размеры и форму.
Формуемость – способность сохранять приданную ему под воздействием давления форму в заданном интервале пористости. Формуемость порошка в основном зависит от формы, размеров и состояния поверхности частиц. Как правило, порошки с хорошей формуемостью обладают не очень хорошей прессуемостью, и наоборот. Чем выше насыпная плотность порошка, тем хуже формуемость и лучше прессуемость /7/.
По заданию дан порошок марки ПХ30-1, насыпная плотность которого составляет 2,14 г/см3.
3 Основные закономерности прессования
3.1 Расчет давления прессования
Для расчета давления прессования целесообразно использовать уравнение М. Ю. Бальшина:
где Pmax [МПа]– давление прессования, необходимое для получения беспористого тела.По физической сущности оно равно давлению истечения материала и соответствует твердости наклепанного упрочненного металла.
Pmax = 2100 МПа;
m – коэффициент, учитывающий природу прессуемого материала и называется показатель прессования.
m = 4,1;
β – относительный объем прессовки, связанный с относительной плотностью.

Плотность компактного материала рассчитывается:
γк = 0,30 γCr + 0,70 γFe
где γCr = 7,19 г/см3
γFe = 7,874 г/см3
Тогда:
γк = 0,30 ∙ 7,19 + 0,70 ∙ 7,874 = 7,67 г/см3
Пористость рассчитывается по формуле:
![]()
Отсюда: γпресс = γк - П·γк
П = 24% = 0,24
γпресс = 7,67 – 7,67∙0,24 = 5,829
Рассчитав γпресс и γк можно найти γотн:
γотн = 5,829 / 7,67 = 0,76
Следовательно: β = 1 / 0,76 = 1,32
Используя найденные показатели можно рассчитать давление прессования:
Р = 2100 / 1,32 4,1 = 673 МПа
 3.2 Расчет высоты матрицы прессформы
3.2 Расчет высоты матрицы прессформы
 Изделие:
Изделие:
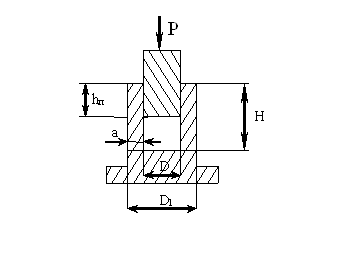
Рисунок 1 – Схема простейшей прессформы для ручного прессования
D1 = D + 2a
D = d = 24 мм, а = 20 мм
Тогда D1 = 24 + 2∙20 = 64 мм
Рассчитываем высоту матрицы прессформы:
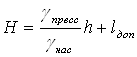 ,
,
h = 24 мм, lдоп = 20 мм, γнас = 2,14 г/см3
Тогда Н = 5,829/2,14 ∙ 24 + 20 = 64 мм
hп =H+hдоп
hдоп = 5 мм
hп = 85,4 + 5 = 90,4 мм
При давлении прессования 673 МПа выбираем антифрикционный материал – 5К6.
3.3 Расчет массы навески порошка
Масса навески порошка рассчитывается формуле:
m=0,79d3 γк
где d – диаметр отверстия матрицы прессформы
Тогда m = 0,79∙2,43∙7,67 = 6,06 г
3.4 Выбор прессформы
Основным приспособлением при прессовании металлических порошков является прессформа. Конструкция пресс-формы определяется такими факторами, как характер приложения давления при прессовании – одностороннее или двухстороннее; применяемый способ извлечения изделия из пресс-формы – выталкивание или разборка пресс-формы; количество одновременно прессуемых изделий – одно или многоместная пресс-форма; и, наконец, метод работы – индивидуальное прессование с ручной распрессовкой или применение полностью автоматизированного процесса.
Для данного порошка выбираем разборную прессформу с односторонним прессованием.
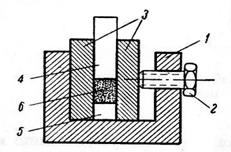
Рисунок 2 – разборная прессформа
1 – башмак; 2 – крепежный болт; 3 – щеки; 4 – пунсон; 5 – подкладка; 6 – прессовка.
Прессформа состоит из матрицы, пунсона и подставки. Матрица служит для вмещения порошка и формирования боковой поверхности прессовки. Пунсон – подвижная часть, служащая для формирования верхней поверхности прессования и обжатия порошка. Подставка служит для формирования нижней поверхности и предохраняет порошок от высыпания из прессформы. Разборные прессформы применяют при прессовании заготовок сложной формы. Разборная прессформа собирается в специальном башмаке и прочно в нем закрепляется. Прессовка удаляется после разборки прессформы /3/.
Похожие работы





... Нужно иметь ввиду, что минимальный припуск необходимо брать в пределах 0,05-0,07 мм. Детали, имеющие в структуре цементит, необходимо перед калибровкой отжиг. Глава 3.Изделия порошковой металлургии и их свойства: 3.1. Металлокерамические подшипники: Металлокерамические материалы являются в ряде случаев эффективными заменителями антифрикционных подшипниковых сплавов - бронзы, латуни и др. ...

... металлического и неметаллического сырья, а также вторичного сырья машиностроительного и металлургического производства. Технологический процесс производства и обработки изделий и материалов методами порошковой металлургии включает получение порошков, их формование в заготовки, спекание (температурную обработку) и при необходимости окончательную обработку (доводку, калибровку, уплотняющее обжатие, ...
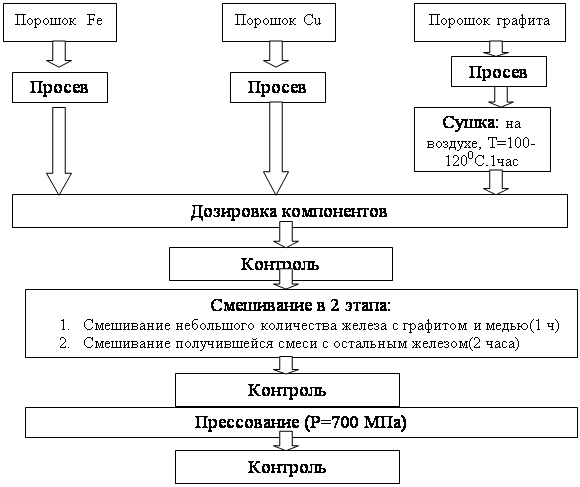
... технология. Поскольку изделие должно продаваться, то качество и стоимость является определяющим при ее разработке. Данная схема для изготовления детали «упор» из материала ПА-ЖГрДК наиболее эффективна, т.к. обеспечивает деталь всеми необходимыми характеристиками. 2.1 Технологический процесс 2.1.1 Подготовка порошков к смешиванию Порошки представляют собой совокупность частиц округлой и ...
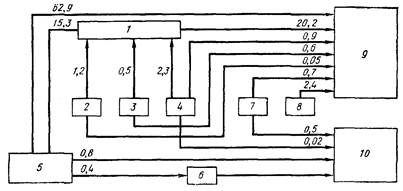
... %. Точность линейных размеров изделий после горячей штамповки в основном определяется точностью пресс-инструмента. Глава 3. ПРИМЕРЫ ИЗВЛЕЧЕНИЯ ЖЕЛЕЗА ИЗ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ 3.1 Извлечение железа из использованных автомобильных шин Схема потребления первичных н вторичных железосодержащих материалов при производстве железа и стали в США в 1976 г. (в миллионах американских тонн ...
0 комментариев