Навигация
Технологические режимы спекания
26627
знаков
0
таблиц
3
изображения
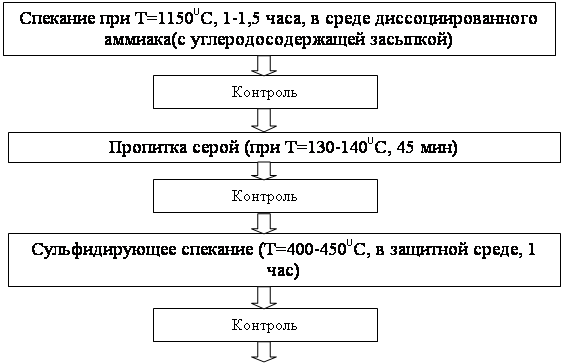
4 Технологические режимы спекания
Спекание – это нагрев и выдержка порошковой формовки при температуре ниже точки плавления основного компонента с целью обеспечения заданных механических и физико-химических свойств. Под спеканием понимают термическую обработку, приводящую к уплотнению свободно насыпанной или спрессованной массы порошка. Спекание сопровождается протеканием физико-химических процессов, которые обеспечивают большее или меньшее заполнение пор.
Для однокомпонентных систем технологическая температура спекания составляет 0,6-0,9 от температуры плавления основного компонента.
Многокомпонентные системы спекают при температуре, равной или немного большей, чем температура плавления наиболее легкоплавкого компонента.
Спекание является заключительной технологической операцией, которая и определяет сущность метода порошковой металлургии. В процессе проведения спекания порошковая формовка превращается в прочное порошковое тело со свойствами, приближающимися к свойствам компактного беспористого материала.
Во время спекания происходит:
· изменение размеров, структуры и свойств исходных порошковых тел;
· протекают процессы граничной, поверхностной и объемной диффузии;
· наблюдается различные дислокационные явления;
· осуществляется перенос через газовую фазу;
· протекают химические реакции и различные фазовые превращения;
· имеет место релаксация микро- и макронапряжений;
· идут процессы рекристаллизации, т.е. наблюдается рост зерна материала /4/.
Согласно заданию был предложен порошок марки ПХ30-1, который относится к многокомпонентной системе. Температуры плавления основных компонентов:
tплавFe=1539oС
tплавCr=1890oС
Выбираем температуру спекания приблизительно равной температуре плавления самого легкоплавкого компонента - температуру плавления железа tплавFe=1539oС. Спекание проводим в вакууме. Температура спекания выше 1200oС, следовательно, время выдержки составляет 4 часа.
5 Применение порошковых материалов
Методом порошковой металлургии можно получить такие электротехнические материалы и сплавы, которые трудно или совершенно невозможно получить другими известными способами. Например, различные сплавы из металлов, не сплавляющихся между собой: вольфрам-медь, вольфрам-серебро и т.п., а также из металлов и неметаллов: медь-графит, серебро-окись кадмия и т.д., которые находят широкое распространение в электро- и радиотехнике.
Методом порошковой металлургии можно также получить сплавы с точно заданным составом, обладающие очень низким и очень высоким электросопротивлением.
Металлокерамические материалы применяют в электро- и радиовакуумной промышленности при изготовлении ламп накаливания, в рентгеновских трубках, катодных лампах, выпрямителях и усилителях, генераторных лампах, кенотронах, газотронах и т.д. Так, например, для изготовления нитей накаливания обычных осветительных электроламп применяется вольфрам, получаемый методами порошковой металлургии.
Широкое внедрение в промышленность электронагрева различных материалов внесло значительное изменение в технологию производства. В развитии электронагревательных злементов большая роль принадлежит металлокерамическим материалам.
Промышленное использование высоких потенциалов выдвигает необходимость в разработке контактных устройств из тугоплавких материалов, которые должны обладать высокой теплопроводностью и электропроводностью, иметь высокую степень прочности в условиях ударных нагрузок при высоких температурах, незначительную склонность к свариванию и прилипанию. Изготовление контактных материалов, обладающих таким сочетанием свойств, возможно только методами порошковой металлургии /9/.
Современные резцы из твердых сплавов, полученные методом порошковой металлургии, вызвали подлинную революцию в обработке металлов резанием и в горном деле. Скорость обработки металлов увеличилась в десятки раз.
Успешно применяются в промышленности различные металлокерамические антифрикционные материалы, а также пористые подшипники, фильтры и многие другие изделия /3/.
Заключение
Согласно варианту задания был дан порошок марки ПХ30-1, из которого требуется изготовить деталь методом порошковой металлургии цилиндрической формы с заданными размерами: d = 24 мм, h = 24 мм.
Данный порошок содержит 70% железа и 30% хрома, насыпная плотность составляет γнас = 2,14 г/см3.
Изделие изготавливается методом одностороннего прессования в разборной прессформе с размерами D = 24 мм,D1 = 64 мм, H = 64 мм, hп = 90,4 мм. матрица и пуансон прессформы изготовлены из антифрикционного материала – 5К6. Давление прессования составляет 673 МПа.
Спекание проводят в вакууме при температуре 1539oС в течение 4 часов.
Изделия, изготавливаемые из данного образца, находят разнообразные области применения.
Список использованных источников
1. Федорченко И. М. Основы порошковой металлургии.– Киев: Издат. Академии наук Украинской ССР, 1961
2. Андреевский Р. А. Порошковое материаловедение.– М.: Металлургия, 1991
3. Цукерман С. А. Порошковая металлургия.– М.: Издат. Академия наук СССР, 1958
4. Курс лекций
5. Бальшин М. Ю. Порошковое металловедение.– М.: Металлургиздат, 1948
6. Кипарисов С. С., Либенсон Г. А. Порошковая металлургия. – 3-е изд. перераб. и доп. – М.: Металлургия, 1991
7. Методические указания
8. Ермаков С. С., Вязников Н. Ф. Порошковые стали и изделия. – 4-е изд. перераб. и доп. – Л.: Машиностроение. Ленинград. отд., 1990
9. Вязников Н.Ф., Ермаков С.С. Применение порошковой металлургии в промышленности. – М.: Гос. научно-технич. издат. машиностроит. литературы, 1960
Похожие работы





... Нужно иметь ввиду, что минимальный припуск необходимо брать в пределах 0,05-0,07 мм. Детали, имеющие в структуре цементит, необходимо перед калибровкой отжиг. Глава 3.Изделия порошковой металлургии и их свойства: 3.1. Металлокерамические подшипники: Металлокерамические материалы являются в ряде случаев эффективными заменителями антифрикционных подшипниковых сплавов - бронзы, латуни и др. ...

... металлического и неметаллического сырья, а также вторичного сырья машиностроительного и металлургического производства. Технологический процесс производства и обработки изделий и материалов методами порошковой металлургии включает получение порошков, их формование в заготовки, спекание (температурную обработку) и при необходимости окончательную обработку (доводку, калибровку, уплотняющее обжатие, ...
... технология. Поскольку изделие должно продаваться, то качество и стоимость является определяющим при ее разработке. Данная схема для изготовления детали «упор» из материала ПА-ЖГрДК наиболее эффективна, т.к. обеспечивает деталь всеми необходимыми характеристиками. 2.1 Технологический процесс 2.1.1 Подготовка порошков к смешиванию Порошки представляют собой совокупность частиц округлой и ...
... %. Точность линейных размеров изделий после горячей штамповки в основном определяется точностью пресс-инструмента. Глава 3. ПРИМЕРЫ ИЗВЛЕЧЕНИЯ ЖЕЛЕЗА ИЗ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ 3.1 Извлечение железа из использованных автомобильных шин Схема потребления первичных н вторичных железосодержащих материалов при производстве железа и стали в США в 1976 г. (в миллионах американских тонн ...
0 комментариев