Навигация
ВАНТАЖОПОТОКИ ОБТИСКОВОГО ЦЕХУ
35499
знаков
2
таблицы
5
изображений
4. ВАНТАЖОПОТОКИ ОБТИСКОВОГО ЦЕХУ
Робиться прокат зливків на початкові заготівлі - сляби. Зливки, нагріті до температури плющення, з нагрівальних колодязів (1) кліщовим краном подаються на зливковоз (3), який підвозить їх до приймального рольгангу (4) слябінгу і укладає на ролики рольганга (малюнок 1.1). Потім зливок по рольгангу подається до робочої кліті стану (5), після декількох проходів подається в машину вогневої зачистки (6), а потім усі зливки покриваються і розрізають на ножицях (7) на результат сляби завтовшки від 100 до 200мм, шириною від 850 до 1500мм, довжина 1,8 і 4,8метров, далі обрізання віддаляються конвеєром (8), а сляби йдуть в клеймову машину (9), після цього зіштовхувачами (10) вони віддаляються в адьюстаж (11), або передаються в ЦГПТЛ безпосередньо при плющенні транзитом.
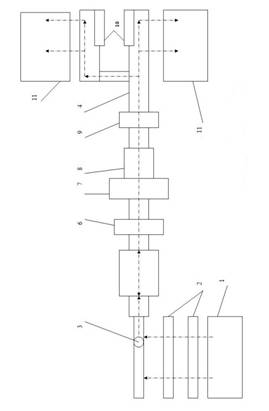
Схема ватажопотоків
5. ТЕХНОЛОГІЧНИЙ ПРОЦЕС
Згідно з технологічною схемою виробництва, цех "слябінг" забезпечується зливками з мартенівського цеху через стриперне відділення, в якому зливки звільняються від виливниць і в гарячому стані з температурою 800 - 10600С в проліт нагрівальних колодязів цеху слябінг. Крім того, по кооперативних постачаннях із заводу "Днепроспецсталь" поступають зливки легованих і нержавіючих марок сталей з температурою не менше 8000С у кількості 5 - 10% від загального виробництва, а також холодні зливки із складів мартенівського і цеху слябінг. Склади, що поступили, знімаються з візків мостовими кранами колодцевого типу і саджають в камери колодязів для підігрівання. Три групи колодязів (№12) спеціалізовано для нагріву легованих і нержавіючих марок сталей. Продуктивність однієї групи колодязів 55 - 60 т/години Тривалість нагріву залежить від марки стали і від температури посаду.
Управління процесом нагріву здійснюється індивідуально для кожної камери. У камери автоматично поступає необхідна кількість тепла по заздалегідь заданому графіку до повної готовності зливків до плющення. Це досягається застосуванням автоматично діючих приладів. Зливки, підігріті до температури 1360 - 13800С, виймаються з колодязів і встановлюються на зливковоз кліщовими кранами, який транспортує їх до приймального рольгангу. Пройшовши приймальний рольганг, зливок подається на допоміжний рольганг і поступає у валяння робочої кліті стану для обтискання до необхідних розмірів. Число пропусків зливка між горизонтальними і вертикальними валяннями робочої кліті залежить від їх ваги і сортаменту прокатуваних слябів. В процесі плющення напрям зливків у валяння здійснюється лінійками маніпулятора, встановленими над робочими рольгангами перед станом і за станом. Зазвичай плющення слябів робиться навзнаки, і вертикальні валяння служать тільки для зняття розширення і великих обтискань ними не роблять. При плющенні зливків на сляби із спеціальних марок сталей, для рівномірного розподілу обтискань по перерізу зливка і скидання окалини з верхньої поверхні зливків, робиться кантівка зливків на 1800 кантувальником. Збита окалина провалюється під стан в жолоб, по якому водою змивається у відстійник. З відстійника окалина краном грейфера вантажиться у вагони і вивозиться з цеху. Число пропусків коливається від 11 до 21. Обтискання в горизонтальних валяннях: 100 - 8мм; у вертикальних: 30 - 5мм за пропуск. Після плющення сляби транспортуються рольгангом, що підводить, до ножиць, на яких відрізується спочатку передній кінець, а потім сляб ріжеться на мірні довжини. Різ смуги робиться при температурі 900 - 11500С. Ззаду ножиць встановлений рухливий упор, який регулює при різанні розкрий смуги на певні довжини. При подачі смуги під ніж упор опускається і тримає передній кінець смуги на заданій відстані від ножа. При короткій смузі включається штовхальник і проштовхує важелем смугу під ніж, а останній відрізок стикається на транспортер рольганга, що коливається, потім на конвеєр обрізків, який подає їх скрапу проліт в короби. З коробів обрізання вивантажуються на платформи електромостовим краном.
Порізані на мірні довжини сляби подаються по похилому транспортеру до печей безперервного тонколистового стану або забираються на склад слябів. Сляби при прибиранні на склад стикаються з рольганга, що відводить, одним із зіштовхувачів на штабелюючий стіл, прийому кожного сляба, що опускається потім, на його товщину. Набрана на столі стопа слябів піднімається і стикається на стелаж, з якого забирається на склад за допомогою крану із спеціальною підвісною крюк траверсою. Усі сляби легованих марок сталей піддаються уповільненому охолодженню або відпалу в печах з висувним піддоном. Сляби вуглецевих марок сталей на складі сортуються, після огляду робиться видалення вад за допомогою вогневої зачистки і наждачної зачистки. Сляби нержавіючих марок сталей струганню в строгальному відділенні цеху. Прийняті ОТК сляби передаються ТЛЦ або відвантажуються споживачам.
6. МЕХАНІЧНЕ УСТАТКУВАННЯ ОБТИСКОВОГО ЦЕХУ І ЙОГО ХАРАКТЕРИСТИКА
6.1 Мостові кліщові колодцеві крани
Зняття гарячих зливків із залізничних платформ, поданих із стриперного відділення, посадка їх в нагрівальні колодязі, виїмка з колодязів і посадка в зливковоз - усі ці операції виконуються спеціальні бруківки кліщові крани.
У цехах слябінгів залежно від ваги прокатуваних зливків застосовують кліщові крани вантажопідйомністю кліщового захоплення і допоміжного крюка 200/300, 300/400, 300/500 кН (20/30, 30/40, 30/50 тс). У прольоті нагрівальних колодязів (як і в інших цехах) за нульову (±0,0) висотну відмітку приймають висоту голівки рейок залізничної колії. Оскільки майданчик нагрівальних колодязів розташований на висоті біля +3000мм, то для обслуговування їх необхідно, щоб кліщовий кран був розміщений на великій висоті [відмітка підкранової рейки близько +(15-16) м]. Проліт крану (по осях підкранових рейок) складає 30-32 м На малюнку 1.2 показаний колодцевий кліщовий кран вантажопідйомністю 300/500 кН (30/50 тс) конструкції заводу Сибтяжмаш. Зварний міст крану є жорсткою рамну конструкцію з кінцевими балками коробчатого перерізу.
Похожие работы
... 7.6, 1.5, 2.5 Блок ручного управління БРУ 42 3 Блок сигналізації положення БСПТ 7.9, 1.8, 2.8 Виконавчий механізм МЕО-250 3 5. Опис найбільш складних схем автоматизації технологічного процесу 5.1 Схема контролю і регулювання співвідношення “газ-повітря” Контроль і регулювання співвідношення “газ - повітря” (додаток №1) складається з датчиків ...
0 комментариев