Навигация
Конструктивный расчёт аппарата
25493
знака
5
таблиц
6
изображений
3.2 Конструктивный расчёт аппарата
Определяем поверхность теплопередачи (поверхность змеевика) по формуле:
![]() м2,
м2,
где Δt – средняя разность между температурой греющего пара и средней арифметической температурой увариваемого вещества:
Δt = ![]() °С
°С
Δt = ![]() °С;
°С;
к – коэффициент теплопередачи змеевика, к – 406 Вт/м2 К [4,с.51]
Тогда:
 .
.
Длину трубки змеевика определяем по формуле:

При принимаемом dн = 50 мм = 0,05 м
 .
.
Задавшись средним диаметром змеевика Dзм = 0,6 м и шагом витков S=0,08 м, находим угол подъёма витка змеевика (см. схему на рис. 3.2) по формуле:

Рисунок 3.2 – Схема к расчёту угла подъёма змеевика
Длина витка змеевика составит
![]()
![]()
Число витков змеевика
![]()

Диаметр корпуса греющей части определяется по формуле:
Dк = Dзм + dн + 0,1 [4,с.51]
Dк = 0,6 + 0,05 + 0,1 = 0,75 м
Принимаем диаметр по ближайшему диаметру стандартных штампованных днищ 0,8 (800 мм). Эскиз змеевика с обозначением некоторых конструктивных размеров на рис. 3.3. Высота змеевика Нзм составит:
Нзм = Sn + hк,
где hк – конструктивная добавка с учётом высоты штампованных днищ (hк = 300 мм).
При наличии двуспирального змеевика
![]()
![]()
Рисунок 3.3 – Схема к расчёту змеевика
3.3 Расчёты на прочность
Толщина стенки корпуса определяется по формуле [1, с. 52]:
где р – давление в аппарате, МПа (р = 0,6 МПа);
Dв – внутренний диаметр сосуда, м (Dв = 0,8 м);
![]() д – допускаемое напряжение на растяжение, МПа (для стали Ст.5 принимаем равным 150 МПа);
д – допускаемое напряжение на растяжение, МПа (для стали Ст.5 принимаем равным 150 МПа);
φ – коэффициент прочности сварного шва (φ = 0,7 ÷0,8);
с – прибавка на коррозию,м (С = 0,0015 м).

Принимаем толщину стенки 0,004 м (4 мм).
Толщину эллиптического днища (рис. 4) определяем по формуле [2, с.130]:
где hв – высота выпуклой части днища
(hс![]() 0,2 Dв [2,с.128]).
0,2 Dв [2,с.128]).
Принимаем hв = 0,16 м.
![]() д = 0,004 м (4 мм).
д = 0,004 м (4 мм).
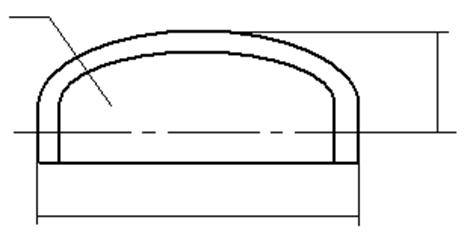
Рисунок 3.4 – Эскиз днища
Болтовое соединение рассчитываем исходя из условия герметичности (плотности) [2.с.140]. Усилие, действующее на один болт (Р0) определяется по формуле:
![]()
где k – коэффициент затяжки болта,
Q – усилие, отрывающее крышку от фланца;

где z – число болтов на фланце,
Dв – внутренний диаметр корпуса,
р – давление в корпусе.
Принимаем:
k = 2,0; Dв = 0,8 м; z = 32; р = 0,6 МПа

Номинальный диаметр болта определяется по формуле: [2, с. 142]:
где ![]() в – предел прочности материала болта на растяжение, МПа;
в – предел прочности материала болта на растяжение, МПа;
nв – запас прочности.
Принимаем: nв = 6,5; ![]() в = 500МПа
в = 500МПа

Принимаем болты М24 по ГОСТу 9150 – 59.
Определяем толщину (![]() ) кругового приварного фланца, расчётная схема которого показана на рисунке 3.5.
) кругового приварного фланца, расчётная схема которого показана на рисунке 3.5.
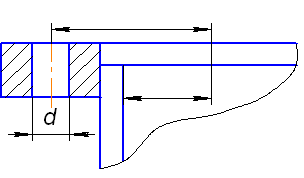
Рисунок 3.5 – Схема к расчёту фланца
Расчёт проводится по формуле [2,с. 143]:
где ![]() – коэффициент, зависящий от конструкции фланца и вида прокладки; принимаем равным 0,43 [2,с. 143];
– коэффициент, зависящий от конструкции фланца и вида прокладки; принимаем равным 0,43 [2,с. 143];
R0 – радиус окружности центров болтовых отверстий, м;
Rв – внутренний радиус корпуса, м;
d – диаметр болтового отверстия, м;
S – расстояние между болтами (шаг болтов), м.
Остальные обозначения те же, что и в предыдущих формулах.
Принимаем:
R0 = 0,45 м Rв = ![]() = 0,4 м; d = 0,025 м; S =
= 0,4 м; d = 0,025 м; S = ![]() ;
;
S = ![]() ;
;

![]()
4. Монтаж, техническая эксплуатация и ремонт станции
Корпуса вакуум-аппаратов изготовляют из листовой меди марки М2 или М3, содержащей 99,7-99,5% чистой меди, а также из стали.
Монтаж выпарных аппаратов производят в соответствии с установочными чертежами в следующем порядке:
1. размечают место установки аппарата;
2. производят установку греющей части аппарата;
3. крепят выпарную часть аппарата;
4. изготовляют обслуживающую площадку;
5. присоединяют к аппарату трубопроводы и контрольно-измерительные приборы;
6. испытывают аппарат на герметичность.
Греющую часть аппарата устанавливают на фундаменте и крепят тремя фундаментными болтами М20. Отклонение от горизонтали не должно превышать 0,3 мм на 1 м длины. Выпарную часть крепят на тягу к перекрытию (или на кронштейнах к стене). К аппарату подводят трубопроводы карамельного сиропа, карамельной массы, греющего пара, слива конденсата, продувки и вакуумной линии.
После монтажа площадки к аппарату присоединяют трубопроводы и устанавливают вакуум-насос. При монтаже выпарных аппаратов так располагают трубопроводы, чтобы они не мешали обслуживанию аппарата и чтобы легко можно было осуществлять чистку, ремонт и наблюдение за их состоянием.
Хорошая работа вакуум-аппарата возможна лишь при надёжном разрежении в нём, поэтому необходимо обеспечить полную герметизацию системы. В связи с этим при монтаже вакуум-аппаратов особенно тщательно выполняют соединения, обеспечивающие герметичность установки (фланцы, места сварки, вентили, задвижки, смотровые и осветительные окна и т.п.). При монтаже вакуум-насосов также уделяется особое внимание герметичности соединений. В качестве прокладок применяют листовую резину или асбестовый картон марки АС и С. Затяжку болтовых соединений производят равномерно.
Воздух проникает в насос чаще всего из-за негерметичности сальниковых уплотнений. Для сальников вакуум-насосов применяются набивки. Такие набивки выдерживают давление до 20 мН/м2 при максимальной температуре сальников 100°С.
По окончании монтажа трубопроводов вакуум-аппарата герметичность их соединений испытывают следующим образом. Испытуемое место соединения покрывают мыльным раствором и затем в аппарате создают воздушное давление до 20 кН/м2. Появление пузырей в местах соединения свидетельствует о негерметичности. Создание воздушного давления свыше 200 кН/м2 недопустимо, так как это может привести к разрушению аппарата.
Герметичность соединений можно проверить также под вакуумом. Для этого подключают аппарат к вакуум-сети, создают в нём разряжение, после чего к испытуемому месту подносят горящую свечу. Если в каком-нибудь месте пламя отклоняется в сторону испытуемого места, то это означает, что здесь герметичность нарушена. Плотность нагревательной камеры проверяют путём гидравлического испытания и наружного осмотра.
Очистка поверхностей нагрева. Накипь, отлагающаяся на стенках аппаратов, удаляют с помощью минеральных органических веществ.
Способ очистки зависит от вида и степени загрязнения, а также конструкции аппарата. Существуют следующие способы очистки теплообменных поверхностей: механический (для очистки мягких осадков применяются шомпола, волосяные щетки и щетки из латунной поволоки, металлические ерши, резиновые шарики или пробки, проталкиваемые струей воды или сжатым воздухом. Твердая накипь удаляется порошками, жесткими проволочными щетками и механическими долотами); химический (аппараты заполняют химическими реактивами с последующей промывкой, загрязнения органического характера удаляют с помощью 5%-ного раствора каустической соды, раствора хлорной извести. Осадки, отлагающиеся в результате исходной жесткости воды, удаляют 3-5%-ным раствором соляной кислоты; слизь маслянистого, глинистого или илистого вида -3-5% -ным раствором едкого натра, иногда с добавкой керосина); гидравлический (применяется для удаления неприлипающих отложений — песка, листвы щепы и т. д. — с помощью струи воды или потоком воды с повышенной циркуляционной скоростью); термический -применяется для удаления очень твердой — накипи путем прогрева трубок паром с последующим опрыскиванием холодной водой. Вследствие резкого изменения температуры накипь отделяется и смывается. При очистке аппаратов жесткой конструкции пользоваться этим способом следует осторожно, так как из-за резких изменений Температуры может нарушиться плотность вальцовки трубок).
При эксплуатации теплообменных аппаратов следует руководствоваться правилами устройства и безопасной эксплуатации сосудов, работающих под давлением, необходимо постоянно следить за температурой и давлением входящего теплоносителя и температурой выходящего продукта; в вакуум-аппаратах наблюдают за разрежением. Необходимо систематически контролировать состояние конденсатоотводчиков, предохранительных клапанов и воздушных кранов. Воздушный кран для отвода из парового пространства аппарата воздуха и других неконденсирующихся газов следует держать приоткрытым, чтобы температура отводящей трубы была около 50° С. Категорически запрещается повышать давление и температуру в аппаратах и трубопроводах сверх допустимых пределов. Необходимо следить за плотностью фланцевых соединений и исправностью ограждений у движущихся деталей. Смазка движущихся деталей и набивка сальников на ходу не разрешается. Периодически, не реже 1 раза в год, проводят наружный осмотр аппаратов, одновременно контролируют правильность его эксплуатации Внутренний осмотр проводится не реже 1 раза в 3 года. При этом проверяется состояние внутренних поверхностей аппарата, сварных и заклепочных швов. Если внутренний осмотр невозможен, проводится гидравлическое испытание. Гидравлическое испытание с предварительным внутренним осмотром проводится не реже 1 раза в 6 лет. Если аппарат находился в бездействии свыше года или подвергался ремонту с нанесением заплат или сменой листов, то перед пуском обязательно должно быть проведено гидравлическое испытание. Осмотр и ремонт внутренних частей аппарата допускается только после его остывания до температуры 30°С. При этом работу должны вести два человека: один — внутри аппарата, другой снаружи. Освещение внутри аппарата, так же как и электроинструменты, разрешается применять с напряжением до 12 В. Во время работ внутри аппаратов все трубопроводы для подачи в них пара, продукта, воды и т. д. должны быть отключены, а на запорной арматуре должны быть вывешены таблички "Нe включать, работают люди" или другие надписи аналогичного содержания.
Категории сложности оборудования
Период работы оборудования между капитальными ремонтами, а также с момента ввода его в эксплуатацию до первого капитального ремонта называется межремонтным циклом. Структура и продолжительность ремонтных циклов берётся из приложения 1, где К – капитальный ремонт, С – средний ремонт, Т – текущий ремонт, П – профилактический осмотр (надзор).
Таблица 4.1 – Структура и продолжительность ремонтного цикла.
| Наименование групп оборудования | Структура ремонтного цикла | Продолжительность в отработанных часах между двумя ремонтами | Количество ремонтов в цикле | |||||
| Капитальный ремонт | Средний ремонт | Текущий ремонт | Профилактический надзор | средний | текущий | осмотр | ||
| Технологическое оборудование | ||||||||
| Сироповарочная станция | К-П-П-Т-П-П-Т-П-П-Т-П-П-С-П-П-Т-П-П-Т-П-П-Т-П-П-К | 16800 | 8400 | 2100 | 700 | 1 | 6 | 16 |
Таблица 4.2 – Категории сложности ремонта и нормы простоя оборудования в ремонте
| Наименование оборудования | Тип. марка | Число единиц сложности ремонта | Время простоя (в ч) при работе в одну смену | ||||
| Механической части | Электрической части | Капитальный ремонт | Средний ремонт | Текущий ремонт | Профилактический надзор | ||
| Сироповарочная станция | паровая | 2,7 | 1,8 | 37,8 | 22,7 | 7,5 | 1,3 |
Сложность ремонта машин зависит от сложности их конструкции. Для оценки степени сложности вводится понятие "Категории сложности ремонтной единицы".
Одна ремонтная единица ремонта механической части оборудования характеризуется трудоёмкостью капитального ремонта 35 чел/ч.
Ремонтная единица для электротехнического оборудования характеризуется трудоёмкостью 12 чел/ч.
Нормы трудоёмкости разных видов ремонта по отношению к капитальному ремонту принято в следующих соотношениях: К:С:Т:П = 1,0 : 0,6 : 0,2 : 0,03.
Простой оборудования из-за ремонта исчисляется с момента остановки оборудования и сдачи его в эксплуатацию.
Д = Рм х Н,
где Рм – количество ремонтных единиц механической части оборудования,
Н – норма простоя оборудования в ремонте на ремонтную единицу (определяется по приложению 2).
Таблица 4.3 – Годовой график ремонтов и осмотров оборудования на 2008 г.
| № пп | Наименование оборудования | Инвентарный номер | Предыдущий ремонт оборудования | январь | февраль | март | апрель | май | июнь | июль | август | сентябрь | октябрь | ноябрь | декабрь | Норма простоя оборудования в ремонте (в сут.) | |
| Вид ремонта | Дата ремонта | ||||||||||||||||
| 1 | станция | 0,1 | П | Декабрь 2006 г | Т | П | П | П | 4 сут | ||||||||
Для составления годового графика структуру ремонтного цикла изображают графически, принимая, что ввод в эксплуатацию оборудования 1 января 2005 г.
5. Охрана труда
Анализ производственного травматизма в кондитерских отраслях показывает, что наибольшее количество несчастных случаев наблюдается при эксплуатации основного технологического оборудования.
Оборудование, используемое в кондитерской промышленности для растворения, уваривания, темперирования сырья и полуфабрикатов (вакуум-варочные аппараты, варочные котлы и др.), должно отвечать требованиям, изложенным в "Правилах устройства и безопасной эксплуатации сосудов, работающих под давлением" и оснащаться манометрами, вакуумметрами, предохранительными клапанами, а также термометрами.
С целью исключения ожогов паром, горячей водой, маслом или при контакте с нагретой поверхностью предусматривается: теплоизоляция, герметизация и блокировка крышек аппаратов с выключающими устройствами для пуска пара, горячей воды, при наличии давления в аппарате. Вакуум-аппараты и трубопроводы для пара и сиропа тщательно теплоизолируют, чтобы обеспечить температуру на наружной поверхности изоляции не выше 45°С.
Конструкция оборудования не должна затруднять загрузку, полное удаление продукта и санитарную обработку оборудования, должна обеспечивать безразборную мойку и исключать образование заторных зон.
Все операции по обработке, мойке и чистке оборудования должны быть механизированы и безопасны для обслуживающего персонала.
Смазку оборудования необходимо проводить только при полном останове, перекрытии запорной арматуры и обязательном вывешивании на пусковых устройствах плакатов "Не включать! Работают люди!".
Для организаций с численностью 100 и более человек назначается инженер по охране труда. Он организует работу по охране труда на предприятии. Обязанности инженера по охране труда:
- ежегодно издает приказы о назначении ответственных лиц за охрану труда в каждом цехе;
- разрабатывает инструкции на каждое рабочее место через каждые 5 лет;
- проводит обучение: инструктажи, стажировки, аттестации;
- проводит аттестации рабочих мест по условиям труда, профосмотры;
- предоставляет льготы и процентные ставки к тарифу, а также
дополнительные отпуска и ведомости на спецжиры;
- осуществляет контроль за безопасностью труда.
Виды инструктажа на производстве: вводный, первичный, повторный, внеплановый и целевой.
Использованная литература
1. Лазарев И.А. "Ремонт и монтаж оборудования предприятий пищевой промышленности". М, 1981
2. Никитин В.С. "Охрана труда в пищевой промышленности". М, 1996г.
3. Лунин О.Г. "Технологическое оборудований предприятий кондитерской промышленности". М, "Пищевая промышленность" 1975г.
4. Зайцев Н.В. "Ремонт и монтаж оборудования предприятий пищевой промышленности". М, "Пищевая промышленность" 1972г.
5. Рудольф В.В. "Планово-предупредительный ремонт" М, "Пищевая промышленность" 1966г.
Похожие работы
... ресурсов, амортизационные отчисления, если предприятие является АО – взносы учредителей, а также доходы по акциям и облигациям и другие. 1.2 Показатели и пути эффективного использования оборотных средств Ускорение оборачиваемости оборотных средств является первоочередной задачей предприятий в современных условиях и достигается различными путями. На стадии создания производственных запасов ...
... и дешевыми для больных сахарным диабетом по сравнению с другими видами мармеладов, особенно импортными [ ]. 5 Мероприятия, направленные на увеличение сроков годности кондитерских изделий В соответствии с ГОСТ Р 51074-97 сроки хранения конфет и мармеладных изделий следующие: Конфеты: Глазированные шоколадной глазурью: - с корпусами из масс пралине, из сбивных масс завернутые 3 мес; - с ...

... и др.) будет свидетельствовать равенство сумм в трех смежных графах оборотной ведомости - кредитовый оборот, кредитовый остаток и дебетовый оборот. Показатели оборотного баланса по расчетам предприятия с бюджетом нужно хотя бы раз в год сверять с данными бухгалтерии налоговой инспекции для устранения возможных расхождений в учете поступления платежей предприятия. Накопительная сводная ...
... частиц от 1,2 до 0,3 мм - и в мешалку известкового молока. Из мешалки насосом подают на дефекацию. 3.1. Задачи исследования Темой данной работы является «Снижение вязкости растворов мелассы с помощью МГД». Изучение вопросов влияния ПАВ различного химического строения на различные технологические процессы в сахарном производстве представляет значительный интерес. ПАВ используют на многих этапах ...
0 комментариев