Навигация
114776 <0,9×200000=180000 H
Стружкоделительные канавки на режущих зубьях протяжки.
Канавки делают на зубьях, имеющих длину режущей кромки 5...10 мм и размещают их в шахматном порядке. Так как длина режущих кромок не превышает 10 мм, то канавки не предусматриваем на всех зубьях, кроме первого.
![]()
Калибрующая часть протяжки.
Состоит из пяти зубьев одинакового диаметра, равного диаметру последнего режущего зуба. Стружечные канавки имеют такую же форму и размеры, как и на режущей, части протяжки. Шаг калибрующих зубьев принимают равным шагу режущих зубьев.
Передний угол ![]() принимают равным
принимают равным ![]() , так как при эксплуатации протяжки в результате переточек затупившихся зубьев происходит постепенный переход калибрующих зубьев в режущие.
, так как при эксплуатации протяжки в результате переточек затупившихся зубьев происходит постепенный переход калибрующих зубьев в режущие.
Задний угол имеет небольшую величину по сравнению с режущими зубьями ![]() . Это вызвано необходимостью обеспечить медленное уменьшение диаметральных размеров зубьев при переточках.
. Это вызвано необходимостью обеспечить медленное уменьшение диаметральных размеров зубьев при переточках.
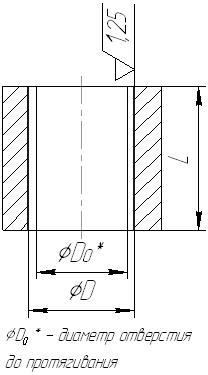
Заднюю направляющую часть у гранных и фасонных протяжек выполняют цилиндрической. Диаметр задней направляющей части:
![]() . Предельное отклонение
. Предельное отклонение ![]() по f 7.
по f 7.
Длину задней направляющей части принимаем по таблице 8 [2]
![]()
3. Проектирование и расчет червячной фрезы
Исходные данные: Вариант 3.
Таблица 2.1- Размеры шлицевого вала
| z | b,мм | d1min, мм | аmin, мм | fном, мм | fоткл, мм | rmax, мм |
| 6 | 7 | 26,7 | 4,03 | 0,3 | +0,2 | 0,2 |
Исполнение шлицевого вала – В.
Вид инструмента – промежуточный.
Базирование происходит по наружному диаметру.
Обозначение вала – D - 6![]() 28
28![]() 32Н8/е8
32Н8/е8![]() 7D9/h8;
7D9/h8;
6-число шлицев;
28- внутренний диаметр d, мм;
32- наружный диаметр D, мм;
7- ширина шлица b,мм.
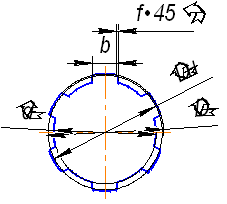
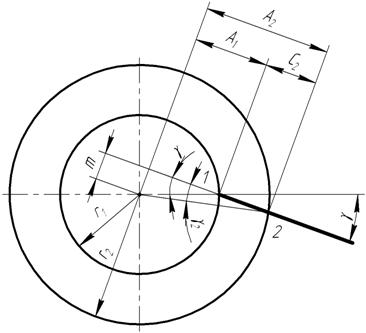
Рисунок 2.1-Профиль торцового сечения шлицевого вала при центрировании по наружному диаметру
3.2 Расчет размеров вала
Наружный диаметр:
![]() (1)
(1)
где ![]() - максимальная величина наружного диаметра;
- максимальная величина наружного диаметра;
![]() - минимальная (номинальная) величина фаски.
- минимальная (номинальная) величина фаски.
Внутренний диаметр:
![]() (2)
(2)
где ![]() - номинальный внутренний диаметр;
- номинальный внутренний диаметр;
P - припуск на последующую обработку по таблице 2 [3].
Ширина шлица:
![]() (3)
(3)
где ![]() - номинальная ширина шлица.
- номинальная ширина шлица.
Диаметр начальной окружности:
![]() (4)
(4)
3.3 Конструктивные элементы фрезы
Определим профиль боковой стороны зубьев фрезы аналитическим методом.
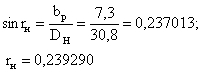
Определим расчетную величину шлица:
![]() , (5)
, (5)
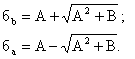
поэтому заменяем теоретическую кривую одной дугой окружности радиуса R0 c координатами (x0, y0) по формулам:
![]() (6)
(6)
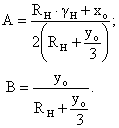
где
![]() (7)
(7)
![]() , (8)
, (8)
где ![]() - соответственно координаты точек т1 и т2 по середине профиля и у вершины зуба.
- соответственно координаты точек т1 и т2 по середине профиля и у вершины зуба.
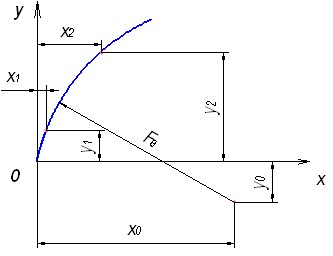 |
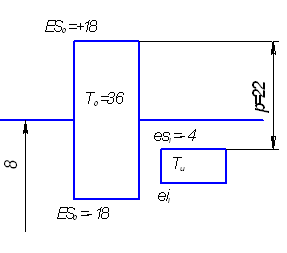
Рисунок 3.2 - Профиль боковой стороны зуба фрезы
Ординаты т1 и т2:
![]() (9)
(9)
Абсциссы т1 и т2:
![]() (10)
(10)
где
![]() (11)
(11)
 (12)
(12)
 (13)
(13)
Подставим значения:
![]()
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Максимальная погрешность замены в точках a и b:
![]() (14)
(14)
где Fa,и Fb – радиусы в точках a и b:
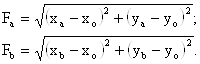 (15)
(15)
где ![]() - координаты точек a и b:
- координаты точек a и b:
![]() (16)
(16)
![]() (17)
(17)
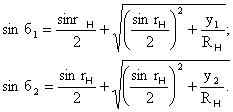
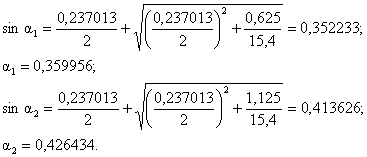
Углы обката т. a и b в радианах:
 (18)
(18)
 (19)
(19)
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]()
![]()
![]() ;
;
![]() ;
;
![]() ;
;
![]()
Погрешность считается допустимой, если:
![]()
где TD – допуск на наружный диаметр.
![]()
![]() .
.
т.к. 0.00091<0,026 (мм) погрешность замены допустимая.
Толщина зуба фрезы по начальной прямой:
![]() ; (20)
; (20)
где n =6 – число шлицев.
![]() .
.
Шаг зуба в нормальном сечении:
![]() . (21)
. (21)
Смещение уступа от начальной прямой
![]() . (22)
. (22)
Угол уступа y=35°
Ширина:
С = 2×f = 2×0,3 = 0,6 мм (23)
Высота
![]() (24)
(24)
Размеры канавки для выхода шлифовального круга при затыловании канавки:
Радиус r = 1 мм
Ширина
![]() (25)
(25)
Глубина h3 = 1,5 мм
Высота зуба фрезы:
hO = ![]() (26)
(26)
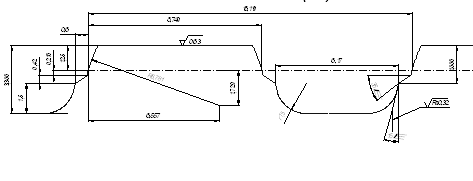
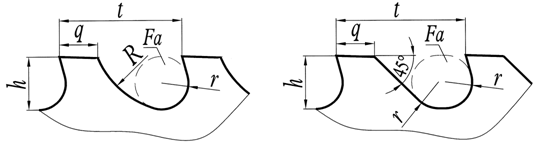
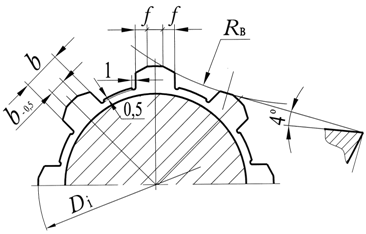
Рисунок 3.3 - Профиль зуба в нормальном сечении
3.4 Геометрия фрезы
Передний угол g = 0°
Задний угол ab = 11°
На боковых сторонах:
![]() ; (27)
; (27)
![]() (28)
(28)
![]() ;
;
![]() .
.
Значение бокового угла ad в пределах допустимого.
3.5 Расчет конструктивных и габаритных размеров фрезы
Фреза однозаходная, направление витков правое.
Угол подъема витка t = 6°
Направление передней поверхности зуба левое.
Ориентировочный наружный диаметр:
![]() ; (29)
; (29)
Принимаем Deu =55 мм.
Число зубьев Z = 12
Величина затылования:
![]() (30)
(30)
тогда округлим до К=2,5 мм
К1 =(1,2…1,7)*К=1.4* 2,5 =3,5 мм. (31)
Размеры канавки для выхода стружки
 (32)
(32)
Угол канавки q=30°
Длина шлифованной части задней поверхности зубьев фрезы:
![]() ; (33)
; (33)
![]()
Шаг витков фрезы в осевом сечении:
![]() . (34)
. (34)
Длина наружной части фрезы:
![]() (35)
(35)
Общая длина фрезы
![]() ; (36)
; (36)
где ![]() - длина буртика
- длина буртика
![]() .
.
Диаметр цилиндрической части буртика:
![]() . (37)
. (37)
Средний расчетный диаметр:
![]() . (38)
. (38)
Угол наклона стружечной канавки:
w = t = 6°. (39)
Шаг стружечной канавки:
![]() . (40)
. (40)
Диаметр посадочного отверстия:
![]() ; (41)
; (41)
![]() .
.
Принимаем стандартное ![]() = 27 мм.
= 27 мм.
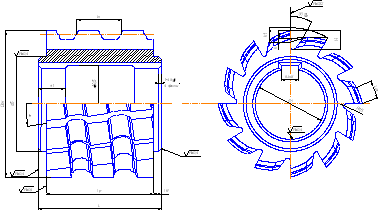
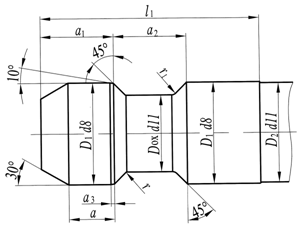
Рисунок 3.4 – Фреза червячная шлицевая
Литература
1.Методические указания по “РИ и ИОАП”. Разделы: ”Резцы фасонные”, ”Протяжки фасонные”, “Расчет червячных фрез для нарезания валов с прямобочными шлицами”.
2.Металлорежущий инструмент Г.Н.Сахаров, О.Б. Арбузов, Ю.Л.Боровой и др.-М.: Машиностроение,1989 г.
3.Щеголев А.В. Конструирование протяжек. М. Машиностроение, 1960г.
4.Г.Н. Кирсанов. Руководство по курсовому проектированию металлорежущих инструментов М.: Машиностроение, 1986г.
Заключение
В данном курсовом проекте мы изучили основы проектирования металлорежущего инструмента и его элементы. Проектирование режущих инструментов является одним из главных направлений в машиностроении. От качества и надежности, работоспособности режущих инструментов, применяемых в машиностроении, в значительной мере зависит качество и точность, получаемых деталей, производительность процесса обработки. При проектировании режущих инструментов необходимо знание теоретических основ конструирования и расчета инструментов, нужно уметь правильно определять лучшие для данных условий обработки конструктивные элементы инструментов и создавать оптимальную их конструкцию, учитывая условия эксплуатации, знать основные направления их совершенствования, пути повышения надежности и эффективности, представлять себе возможные направления и перспективы развития режущего инструмента.
Похожие работы
... и при малых сериях. Протягиванием сравнительно легко достигается получение 7-9 квалитетов точности и 7-9 классов шероховатости обработанной поверхности. Зуборезный инструмент относится к категории наиболее сложного и специфичного в проектировании, изготовлении и эксплуатации, поэтому все вопросы, связанные с его созданием, должны решаться комплексно с учетом его конструктивных особенностей и ...





... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
... инструмента в плавающем патроне, так как у отверстия есть погрешность изготовления, а инструмент надо установить по центру. С помощью конического хвостовика, который закрепляет инструмент жестко, это осуществить невозможно. 3 РАСЧЕТ ДОЛБЯКА 3.1 Исходные данные для проектирования долбяка - модуль колес mк=3.75 мм; - профильный угол aк=; - числа зубьев шестерни Z1=25 и колеса Z2=40; ...





... 6. Расчет длины протяжки Выводы Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
0 комментариев