Обоснование выбора модели
Обоснование выбора цветовой гаммы
Обоснование выбора прибавок
ПРОЕКТИРОВАНИЕ ПАКЕТА ЛЕКАЛ
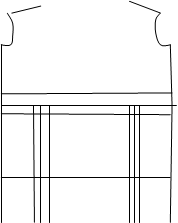
Схема градации лекал
НОРМИРОВАНИЕ РАСХОДА МАТЕРИАЛА, ВЫПОЛНЕНИЕ РАСКЛАДКИ ЛЕКАЛ
Расчет расхода материалов
Выполнение раскладки лекал
Технологическая схема разделения труда и ее анализ
Изготовление изделия
Навигация
Выполнение раскладки лекал
Проектирование модели жакета женского из шерстяной ткани
95203
знака
25
таблиц
9
изображений
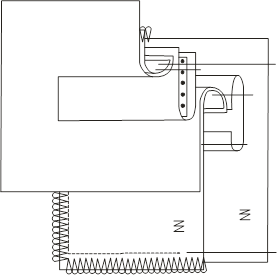
3.3 Выполнение раскладки лекал
При выполнении раскладки лекал учитывался вид поверхности ткани, характер рисунка, вид раскладки, способ настилания ткани.
Для выполнения экономичной раскладки руководствовались следующими правилами:
· раскладку лекал начали с размещения крупных симметричных деталей;
· детали с прямыми срезами укладывались по кромке ткани;
· фигурные, сложные контуры располагали внутри раскладки, т.е. выступы одних деталей укладывать в соответствующие выемки других;
· межлекальные отходы целесообразно скомпонованы в одном месте раскладки;
· учитывалась симметрия деталей
· лекала нижней части рукавов были расположены с учетом допускаемых отклонений от нити основы;
После выполнения раскладки определили фактическую величину межлекальных отходов, Вф, % по формуле (2)
![]() , (5)
, (5)
где Sл – площадь лекал, см2; Sр - площадь раскладки, см2.
Для ткани верха:
![]() =20%.
=20%.
Для подкладочной ткани:
![]() =15%.
=15%.
Для материала приклада:
![]() =10 %.
=10 %.
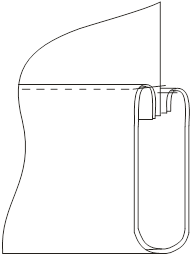
Для обеспечения технологичности конструкции предусматривается взаимосвязанное решение комплексных задач, направленных на выполнение экономичной раскладки лекал, для определения оптимального варианта взаиморасположения деталей и сокращения расходов материалов.
При выполнении раскладки лекал верха учитывались все технические условия и особенности модели в соответствии с ассортиментом и предлагаемой тканью.
Особое внимание уделялось: положению деталей крупных размеров, симметрии деталей.
Для сокращения длины раскладки, использовалось расположение лекал в разные стороны, принцип симметрии раскладки, крупные детали располагали по углам рамки раскладки, мелкие в соответствии с техническими условиями на свободное, легко сопрягающееся место внутри раскладки.
В соответствии с ТУ при выполнении раскладки верха был разрезан нижний воротник.
При выполнении раскладки приклада направление нити основы соответствовует детали верха, но по необходимости сокращения большого количества межлекальных выпадов можно разрезать крупные детали в местах, которые меньше всего привлекают внимание.
3.4 Анализ нормирования материалов
После выполнения раскладки лекал полученные результаты оформлены в такой последовательности:
| Расчетная длина раскладки: ·для ткани верха: 136см; ·для подкладочной ткани: 93 см; ·для прокладочной ткани: 104см | Фактическая длина раскладки Др: · для ткани верха:136см; · для подкладочной ткани:93см · для прокладочной ткани:104см |
| Нормативный процент выпадов: · для ткани верха: 20% · для подкладочной ткани: 15% · для прокладочной ткани: 10% | Фактический процент выпадов: · для ткани верха: 20%; · для подкладочной ткани: 15%; · для прокладочной ткани: 10%. |
Таким образом, при анализе результатов раскладки лекал можно сделать вывод о том, что, результат не превышает нормативные показатели, раскладка лекал выполнена рационально и может быть рекомендована при изготовлении данной модели в массовом производстве.
4. ТЕХНИЧЕСКОЕ ПРОЕКТИРОВАНИЕ
4.1 Обоснование выбора режимов, методов обработки, оборудования, приспособлений
От качества выполняемых машинных строчек и швов, правильной влажно - тепловой обработки, зависит внешний вид и качество изделия. Поэтому особое внимание уделяют режимам обработки.
При изготовлении изделия используют ниточное соединение деталей так как оно самое распространенное, прочное и эффективное, ниточное соединение деталей не нарушает эластичности, придаёт красивый внешний вид.
Для изготовления женской блузки были выбраны промышленные методы обработки, позволяющие применять новое высокоэффективное оборудование и средства малой механизации.
В таблице 4.12 - приводится характеристика машинных строчек и швов, применяемых при изготовлении изделия.
В таблице 4.13 - приводятся характеристика оборудования для ниточного соединения деталей изделия.
В таблице 4.14 - приводятся характеристика средств оргоснастки рекомендуемых при изготовлении женской блузки.В таблице 4.15 - приводится характеристика оборудования для влажно-тепловой обработки приводится
В таблице4.16 - приводятся технологическая последовательность обработки деталей изделия.
Таблица 4.12 - Характеристика машинных строчек и швов, применяемых при изготовлении изделия
| наименование машинных строчек | Конструкция шва | Вид применяемых стежков | Применение в изделии | Характеристика шва | Номер ниток | № и тип иглы | Наименование оборудования | |||
| Ширина шва, мм | Кол-во стеж-ков в 1см. | Кол-во соедин слоев | Х/Б | Армирован | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Настрочной с закрытым срезом |
| однолинейная челночная 2-х ниточная | Рельефы на кокетках, швы притачивания кокеток | 12-7 | 3, 4-5 | 2, 2 | - | 44 ЛХ | 90 ГОСТ 22249-82 | 131-321+50 ОА "Орша" Беларусь |
| Обтачной в кант |
| однолинейная челночная 2-х ниточная | воротник | 5- 7 | 3, 4-5 | 2, 2 | - | 44 ЛХ | 90 ГОСТ 22249-82 | 131-321+50 ОА "Орша" Беларусь |
| Настрочной с открытым обметанным срезом |
| однолинейная челночная 2-хниточная ,трехниточ-ный цепной | Рельефы на полочках и спинках | 5-7 | 3, 4-5 | 2, 2 | - | 44 ЛХ | 90 ГОСТ 22249-82 | 131-321+50 ОА "Орша" Беларусь, |
| В разутюжку с обметанным срезом |
| однолинейная челночная 2-х ниточная | Обработка боковых срезов спинки и полочки | 10-7 | 3, 4-5 | 2, 3 | - | 44 ЛХ | 90 ГОСТ 22249-82 | 131-321+50 ОА "Орша" Беларусь |
| стачной в разутюжку |
| однолинейная челночная 2-х ниточная | Обработка локтевых и передних срезов рукавов, боковых срезов кокетки | 10 | 3 | 2 | - | 44 ЛХ | 90 ГОСТ 22249-82 | 131-321+50 ОА "Орша" Беларусь |
| Стачной на ребро |
| однолинейная челночная 2-х ни | Швы втачивания рукавов в проймы | 10 | 3 | 2 | - | 44 ЛХ | 90 ГОСТ 22249-82 | 302-2 |
| Стачной в заутюжку с открытым обметанным срезом |
| Челночный (301),трехниточный цепной | Обработка подбортов подкладкой, обработка средних швов подкладки спинки | 10 | 3 | 2 | 50 | - | 80 ГОСТ 22249-82 | 131-111+100 |
| В подгибку с притачной подкладкой |
| однолинейная челночная 2-х ниточная | Обработка низа рукавов | 10 | 3 | 2 | - | 44 ЛХ | 90 ГОСТ 22249-82 | 131-321+50 |
| В подгибку с закрытым срезом |
| челночный зигзагообразный (304) | Обработка низа подкладки | 15 | 3-2,5 | 3 | 50 | - | 90 ГОСТ 22249-82 | 426 ЗАО "Завод ПШМ" г. Подольск |
| В подгибку с открытым обметанным срезом |
| однониточный цепной потайной (101) | Обработка низа изделия | 30 | 3 | 2 | 50 | - | 90 ГОСТ 22249-82 | 285 , 51-283 |
| притачной подкладкой |
| однолинейная челночная 2-х ниточная | Обработка шлицы | 10 | 3 | 2 | - | 44 ЛХ | 90 ГОСТ 22249-82 | 131-321+50 ОА "Орша" Беларусь |
Характеристику оборудования для ниточного соединения деталей швейных изделий и ВТО и приводят в таблицах 4.13, 4.14 и 4.15
Таблица 4.13 - Технологическая характеристика оборудования используемого на потоке
| Марка, класс машины | Назначение машины | Скорость машины, об/мин | Тип стежка | Длина стежка, мм. | Дополнительные сведения | |
| Для каких материалов рекомендуется | Для каких узлов используется в потоке | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 131-321+50 ОА "Орша" Беларусь | Среднетяжелые | Для обработки основных узлов | 5000 | однолинейная челночная 2-х ниточная | 1,7-4,5 | Нижняя рейка и отклоняющаяся игла, автоматические типовые функции, обрезка или высекание зубцов по краю деталей |
| 131-111+100 ПО "Промшвеймаш" | Легкие, средние, | Для обработки основных узлов | 5000 | Челночный (301) | 1,7-3,5 | Нижняя рейка, механизм обрезки края материала, механизм автоматической обрезки нити, |
| 51-283 ОАО "Агат" Россия | Легкие, средние | Обметывание срезов | 7000 | трехниточ-ный цепной | 4,8 | Нижняя рейка |
| 285 ЗАО "Завод ПШМ" г. Подольск | Среднетяжелые | Подшивание срезов | 3200 | однониточный цепной потайной (101) | 7 | Нижняя и верхняя рейка |
| 827 ЗАО "Завод ПШМ" г. Подольск | Среднетяжелые | Пришивание плоских пуговиц | 1500 | Челночный (301) | 5 | Нижняя рейка и отклоняющаяся игла, диаметр пуговиц 15-35 количество в каждую пару отверстий 10 стежков |
| 1025 АО "Орша" Беларусь | Средних(костюмно-плательной группы), легких | Обметывание петель | 4000 | челночный зигзагообразный (304) | 14-38 | Нижняя рейка и отклоняющаяся игла, длинна разреза 18-32,ширина петли 2,6-6,0 |
| 302-2 ЗАО "Завод ПШМ" г. Подольск | Среднетяжелые | Втачивание рукавов в пройму | 2000 | однолинейная челночная 2-х ниточная | 4,5 | Нижняя и верхняя рейка, регулирование посадки |
| 2222 -М АО "Орша" Беларусь | Среднетяжелые | Взметывание бортов и лацканов воротника | 3000 | однониточный цепной (101) | 12,0 | Нижняя и верхняя рейка |
| 426 ЗАО "Завод ПШМ" г. Подольск | Легкие, средние, | Застрачивание низа подкладки | 2000 | челночный зигзагообразный (304) | 2 | Нижняя рейка и отклоняющаяся игла, ширина зигзага 10,0 мм |
Таблица 4.14 - Характеристика средств оргоснастки, рекомендуемые при изготовлении женского жакета
| Требования к выполнению операции | Наименование приспособления | Марка приспособления, предприятие изготовитель | Класс швейной машины, предприятие изготовитель |
| Соблюдение параллельности срезам стачиваемых деталей. | Лапка с выдвижной направляющей линейкой. | 1-44 (Л-000) МОМЗ ЦНИИШП | 131-32 +100 "Орша" Белоруссия |
| Выполнение Отделочных строчек и настрочных швов | Лапка с пружинным бортиком: правосторонняя, левосторонняя | I-1 I-21 |
Таблица 4.15 - Техническая характеристика оборудования для влажно-тепловой обработки
| Наименование и марка оборудования, предприятие изготовитель | Производительность циклов, час | Усилие прессования, час | Температура рабочей поверхности, 0С | Тип привода | Способ нагрева | тип подушки | Выполняемые операции | ||
| верх | низ | верх | низ | ||||||
| Стол утюжильный 102 "Макпи" Италия | - | - | - | 100-110 | электро-паровой | - | электропаровой | 0081 | внутрипроцессная ВТО |
| 2084 2085 | Для одновременного разутюживания локтевых или передних швов рукавов | ||||||||
| 2091 | Разутюживание швов обтачивания воротника | ||||||||
| 7702 | Глажение подкладки изнутри | ||||||||
| Электропаровой утюгУТП-2,0Э ОАО "Агат", Россия | - | 3-5 | 100-240 | - | электро-паровой | электро-паровой | - | - | внутрипроцессная ВТО |
| Малогабаритный пресс 215 Чебоксарский опытный завод | 50 | 36 | 100-200 | 100-110 | пневма-тический | Электри-ческий | Вакуумный отсос, паровой | - | Для дублирования деталей, внутрипроцессная ВТО |
| Паровоздушный манекен МПВ УО-2 | 50 | 0,29-0,58 | - | - | - | 75±5 | - | - | Для окончательной ВТО |
На основании выбранных методов была составлена технологическая последовательность обработки по неделимым операциям.
Нормы времени устанавливают по отраслевым нормативам времени. Технологическая последовательность представлена в виде таблицы 4.16
Таблица 4.16 - Технологическая последовательность обработки деталей изделия.
| № | Название операции | Специальность | Разряд | Время | Оборудование | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | |||||||||
| Дублирование деталей | ||||||||||||||
| 1. | Продублировать боковые кокетки полочки | П | 4 | 40 | 215 | |||||||||
| 2. | Продублировать центральные кокетки полочки | П | 4 | 40 | 215 | |||||||||
| 3. | Продублировать центральные части полочки | П | 4 | 45 | 215 | |||||||||
| 4. | Продублировать боковые части полочки | П | 4 | 45 | 215 | |||||||||
| 5. | Продублировать части нижнего воротника | П | 4 | 28 | 215 | |||||||||
| 6. | Продублировать подборт | П | 4 | 75 | 215 | |||||||||
| 7. | Продублировать припуски на шлицах спинки | П | 4 | 36 | 215 | |||||||||
| 8. | Продублировать припуски на подгибку рукавов | П | 4 | 14 | 215 | |||||||||
| 9. | Продублировать припуск на подгибку низа жакета | П | 4 | 60 | 215 | |||||||||
| Обработка срезов деталей | ||||||||||||||
| 10. | Обметать боковые и рельефные срезы боковых частей полочек | С | 3 | 80 | 51-283 | |||||||||
| 11. | Обметать боковые и рельефные срезы боковых частей спинки | С | 3 | 80 | 51-283 | |||||||||
| 12. | Обметать рельефные срезы средних частей полочек | С | 3 | 40 | 51-283 | |||||||||
| 13. | Обметать рельефные срезы средних частей спинки | С | 3 | 40 | 51-283 | |||||||||
| Обработка воротника | ||||||||||||||
| 14. | Стачать части нижнего воротника | М | 2 | 14 | 131-321+50 +1-44 (Л-000) | |||||||||
| 15. | Разутюжить шов стачивания нижнего воротника | У | 2 | 20 | СУ- 102,УТП-2,0, | |||||||||
| 16. | Обтачать нижний воротник верхним | М | 4 | 67 | 131-321+50+1-44 (Л-000) | |||||||||
| 17. | Разутюжить шов обтачивания воротника | У | 2 | 35 | СУ 102 +2091, УТП-2,0 | |||||||||
| 18. | Вывернуть на лицевую сторону и выметать воротник | С | 3 | 78 | 2222-М | |||||||||
| 19. | Приутюжить воротник | У | 2 | 45 | СУ- 102, УТП-2,0 | |||||||||
| Обработка полочек | ||||||||||||||
| 20. | Стачать срезы рельефов на кокетках полочки | М | 3 | 35 | 131-321+50+ 1-44 (Л-000) | |||||||||
| 21. | Заутюжить швы стачивания рельефов на кокетках полочки | У | 3 | 30 | СУ 102 , УТП-2,0 | |||||||||
| 22. | Настрочить рельефные швы кокеток полочек | М | 4 | 40 | 131-321+50+I-1,I-21 | |||||||||
| 23. | Стачать срезы рельефов на полочках | М | 3 | 45 | 131-321+50+ 1-44 (Л-000) | |||||||||
| 24. | Заутюжить швы рельефов на полочках | У | 3 | 30 | СУ 102 , УТП-2,0 | |||||||||
| 25. | Настрочить швы рельефов на полочках | М | 4 | 48 | 131-321+50+I-1,I-21 | |||||||||
| 26. | Притачать кокетки к полочкам | М | 3 | 48 | 131-321+50+1-44 (Л-000) | |||||||||
| 27. | Заутюжить шов притачивания кокетки | У | 3 | 35 | СУ 102 УТП-2,0 | |||||||||
| 28. | Настрочить шов притачивания кокеток | М | 4 | 50 | 131-321+50+I-21 | |||||||||
| 29. | Нарезать и проложить клеевую кромку в проймы полочек | У | 3 | 37 | Ножницы, СУ 102, УТП-2,0 | |||||||||
| Обработка спинки | ||||||||||||||
| 30. | Стачать срезы рельефов на кокетках | М | 3 | 35 | 131-321+50+1-44 (Л-000) | |||||||||
| 31. | Заутюжить швы рельефов на кокетках спинки | У | 3 | 30 | СУ 102, УТП-2,0 | |||||||||
| 32. | Настрочить швы рельефов на кокетке спинки | М | 4 | 40 | 131-321+50+I-1,I-21 | |||||||||
| 33. | Нанести линию сгиба шлиц и линию стачивания угла шлиц на боковых частях спинки | Р | 3 | 40 | Мел, лекало | |||||||||
| Стачать нижние углы шлиц | М | 3 | 46 | 131-321+50 | ||||||||||
| 34. | Вывернуть углы шлиц | Р | 2 | 36 | Специальный колышек | |||||||||
| 35. | Стачать срезы рельефов на спинке и верхние срезы припусков на шлицы | М | 3 | 60 | 131-321+50+1-44 (Л-000) | |||||||||
| 36. | Выполнить надсечку на швах спинки под углом 45˚ к линии шва, и приутюжить шлицы | У | 3 | 30 | СУ 102, УТП-2,0 | |||||||||
| 37. | Скрепить шлицы на спинке | М | 3 | 50 | 131-321+50 | |||||||||
| 38. | Притачать кокетку к спинке | М | 3 | 45 | 131-321+50+1-44 (Л-000) | |||||||||
| 39. | Заутюжить срезы стачивания кокетки спинки | У | 3 | 30 | СУ 102, УТП-2,0 | |||||||||
| 40. | Настрочить шов притачивания кокетки спинки | М | 4 | 48 | 131-321+50+I-21 | |||||||||
| 41. | Нарезать и проложить клеевую кромку в проймы спинки | У | 3 | 37 | Ножницы, СУ 102, УТП-2,0 | |||||||||
| Обработка рукавов | ||||||||||||||
| 42. | Стачать локтевые срезы рукавов из основной ткани | М | 3 | 60 | 131-321+50+1-44 (Л-000) | |||||||||
| 43. | Разутюжить локтевые срезы рукавов | У | 3 | 40 | СУ 102, УТП-2,0, 2084,2085 | |||||||||
| 44. | Намелить линию подгибки низа рукавов | Р | 3 | 15 | Мел, лекало | |||||||||
| 45. | Заметать припуск на подгибку низа рукавов | С | 3 | 35 | 2222-М | |||||||||
| 46. | Заутюжить линию подгибки низа рукавов | У | 3 | 40 | СУ 102 , УТП-2,0 | |||||||||
| 47. | Стачать локтевые срезы рукавов из основной ткани | М | 3 | 60 | 131-321+50+1-44 (Л-000) | |||||||||
| 48. | Разутюжить передние срезы рукавов | У | 3 | 35 | СУ 102, УТП-2,0, 2084,2085 | |||||||||
| 49. | Вывернуть рукава на лицевую сторону | Р | 2 | 17 | - | |||||||||
| 50. | Приутюжить рукава в готовом виде | У | 3 | 42 | СУ 102, УТП-2,0 | |||||||||
| Обработка подкладки | ||||||||||||||
| 51. | Нанести контуры плечевых вытачек на полочки и по линии талии подкладки | Р | 3 | 30 | Мел, лекало | |||||||||
| Стачать верхние вытачки на полочках подкладки и вытачки на линии талии | М | 2 | 38 | 131-111+100 | ||||||||||
| 52. | Стачать плечевые вытачки на спинке подкладки | М | 2 | 38 | 131-111+100 | |||||||||
| 53. | Стачать средние срезы спинки подкладки | М | 2 | 33 | 131-111+100+1-44 (Л-000) | |||||||||
| 54. | Стачать плечевые срезы подкладки | М | 2 | 40 | 131-111+100+1-44 (Л-000) | |||||||||
| 55. | Стачать боковые срезы подкладки | М | 2 | 45 | 131-111+100+1-44 (Л-000) | |||||||||
| 56. | Стачать передние срезы подкладки рукавов | М | 2 | 40 | 131-111+100+1-44 (Л-000) | |||||||||
| 57. | Стачать локтевые срезы подкладки рукавов | М | 2 | 48 | 131-111+100+ 1-44 (Л-000) | |||||||||
| 58. | Втачать подкладку рукавов в пройму подкладки | М | 3 | 147 | 131-111+100 | |||||||||
| 59. | Стачать вешалку | М | 2 | 15 | 131-111+100 | |||||||||
| 60. | Притачать концы вешалки к горловине спинки подкладки | М | 2 | 20 | 131-111+100 | |||||||||
| 61. | Нарезать тканевую ленту с товарным знаком | Р | 2 | 20 | Ножницы | |||||||||
| 62. | Настрочить тканевую ленту с товарным знаком на полочку подкладки | М | 2 | 20 | 131-111+100 | |||||||||
| 63. | Обметать средние срезы подкладки спинки до талии | С | 3 | 30 | 51-283 | |||||||||
| 64. | Обметать боковые срезы подкладки | С | 3 | 50 | 51-283 | |||||||||
| 65. | Обметать срезы бортов подкладки | С | 3 | 50 | 51-283 | |||||||||
| 66. | Приутюжить подкладку | У | 2 | 122 | СУ 102, УТП-2,0, 7702 | |||||||||
| Монтаж | ||||||||||||||
| 67. | Стачать боковые срезы полочки и спинки | М | 3 | 40 | 131-321+50+1-44 (Л-000) | |||||||||
| 68. | Разутюжить боковые швы | У | 3 | 30 | СУ 102 УТП-2,0 | |||||||||
| 69. | Измерить жакет по табелю | Р | 5 | 80 | Сантиметровая лента | |||||||||
| 70. | Намелить линию подгиба низа жакета | Р | 3 | 55 | Мел, лекало | |||||||||
| 71. | Подрезать неровности по линии низа жакета, выполнить надсечки | Р | 2 | 25 | Ножницы | |||||||||
| Нанести линии уступов полочек | Р | 4 | 18 | Мел, лекало | ||||||||||
| 72. | Проложить клеевую кромку по срезу борта | У | 3 | 45 | СУ 102, УТП-2,0 | |||||||||
| 73. | Притачать к левому подборту запасной отрезок ткани | М | 2 | 10 | 131-321+50 | |||||||||
| 74. | Нарезать сутаж | Р | 2 | 10 | Ножницы | |||||||||
| 75. | Обтачать уступы полочек с вкладыванием сутажной тесьмы и борт подбортом | М | 4 | 78 | 131-321+50+1-44 (Л-000) | |||||||||
| 76. | Настрочить шов обтачивания борта | М | 4 | 74 | 131-321+50 | |||||||||
| 77. | Выполнить надсечки в уступах полочек и высечь углы швов | Р | 2 | 14 | Ножницы | |||||||||
| 78. | Стачать нижние углы подбортов | М | 3 | 35 | 131-321+50 | |||||||||
| 79. | Подрезать припуски на шов стачивания нижних углов подбортов | Р | 3 | 15 | Ножницы | |||||||||
| 80. | Вывернуть уступы бортов на лицевую сторону и выправить углы | Р | 2 | 15 | Колышек | |||||||||
| 81. | Вывернуть и выправить нижние углы подбортов на лицевую сторону | Р | 2 | 15 | Колышек | |||||||||
| 82. | Обметать низ жакета | С | 3 | 65 | 51-283 | |||||||||
| 83. | Заметать низ жакета | С | 3 | 69 | 2222-М | |||||||||
| 84. | Подшить низ жакета | С | 3 | 60 | 285 | |||||||||
| 85. | Выметать борта | С | 3 | 64 | 2222-М | |||||||||
| 86. | Прикрепить подборта к полочкам | С | 3 | 48 | 285 | |||||||||
| 87. | Стачать плечевые срезы жакета | М | 3 | 55 | 131-321+50 | |||||||||
| 88. | Разутюжить плечевые швы | У | 3 | 45 | СУ 102, УТП-2,0 | |||||||||
| 89. | Втачать нижний воротник в горловину и притачать верхний воротник к подбортам | М | 4 | 150 | 131-321+50+1-44 (Л-000) | |||||||||
| Разутюжить шов втачивания воротника в горловину и швы притачивания верхнего воротника к подбортам | У | 3 | 78 | СУ 102,b УТП-2,0 | ||||||||||
| 90. | Приутюжить полочки, спинки, борта, воротник, низ жакета | П | 4 | 141 | 215 | |||||||||
| 91. | Втачать рукава в проймы | М | 5 | 225 | 302-2+1-44 (Л-000) | |||||||||
| 92. | Сутюжить посадки рукавов по проймам | П | 4 | 80 | 215 | |||||||||
| 93. | Пришить подоткатники | М | 3 | 81 | 131-321+50 | |||||||||
| 94. | Пришить верхние плечевые накладки | М | 3 | 81 | 131-321+50 | |||||||||
| 95. | Проложить отделочную строчку по отлету и концам воротника | М | 4 | 66 | 131-321+50 +1-44 (Л-000) | |||||||||
| 96. | Удалить нитки выметывания воротника | Р | 2 | 29 | Колышек | |||||||||
| 97. | Поддернуть концы ниток отделочных строчек на изнаночную сторону воротника, завязать и обрезать концы | Р | 2 | 20 | Ножницы, Специальный крючок | |||||||||
| 98. | Притачать подкладку к подбортам и верхнему воротнику | М | 4 | 180 | 131-321+50+ 1-44 (Л-000) | |||||||||
| 99. | Прикрепить шов притачивания подкладки к верхнему воротнику к шву втачивания нижнего воротника | М | 2 | 60 | 131-321+50 | |||||||||
| 100. | Вывернуть рукава на изнаночную сторону | Р | 2 | 19 | - | |||||||||
| 101. | Притачать подкладку к низу рукавов | М | 2 | 104 | 131-321+50 | |||||||||
| 102. | Прикрепить припуски на подгибку низа рукавов по передним и локтевым швам | М | 2 | 40 | 131-321+50 | |||||||||
| 103. | Прикрепить локтевые швы рукавов подкладки к локтевым швам рукавов | М | 2 | 16 | 131-321+50 | |||||||||
| 104. | Вывернуть рукава на лицевую сторону | Р | 2 | 19 | - | |||||||||
| 105. | Прикрепить проймы подкладки в верхней части с помощью отрезков ткани | М | 3 | 40 | 131-321+50 | |||||||||
| 106. | Прикрепить проймы подкладки в нижней части с помощью отрезков ткани | М | 3 | 40 | 131-321+50 | |||||||||
| 107. | Вывернуть жакет на лицевую сторону | Р | 2 | 25 | - | |||||||||
| 108. | Уточнить и подрезать подкладку по низу изделия | Р | 3 | 46 | Ножницы | |||||||||
| 109. | Застрочить нижний срез подкладки | С | 3 | 130 | 426 | |||||||||
| 110. | Прикрепить углы подбортов к припуску на подгибку низа | Р | 2 | 38 | Ручная игла, нитки | |||||||||
| Отделка | ||||||||||||||
| 111. | Нанести место расположения первой петли | Р | 3 | 17 | Мел, лекало | |||||||||
| 112. | Обметать две петли на полочке | А | 3 | 38 | 1025 | |||||||||
| 113. | Продернуть концы ниток строчки обмётывания петель на изнаночную сторону и обрезать их | Р | 2 | 18 | Ножницы, специальный крючок | |||||||||
| 114. | Удалить порядковые номера и оставшиеся концы ниток, нитки замётывания бортов и низа жакета | Р | 2 | 72 | - | |||||||||
| 115. | Чистка жакета химическим составом | Р | 2 | 40 | - | |||||||||
| 116. | Приутюжить полочки | П | 5 | 78 | 215 | |||||||||
| 117. | Приутюжить спинку | П | 5 | 65 | 215 | |||||||||
| 118. | Приутюжить окаты, проймы и верхнюю часть рукавов | П | 5 | 67 | 215 | |||||||||
| 119. | Приутюжить подкладку жакета | У | 3 | 100 | СУ-102, УТП-2,0, 7702 | |||||||||
| 120. | Удалить ласы | У | 3 | 120 | МПВ УО-2 | |||||||||
| 121. | Нанести место расположения четырёх пуговиц по борту | Р | 3 | 20 | Мел, лекало | |||||||||
| 122. | Пришить четыре пуговицы на по борту | А | 3 | 60 | 827 | |||||||||
| 123. | Обвить стойки двух пуговиц | А | 3 | 24 | 827 | |||||||||
| 124. | Наметить место расположения пуговиц на шлице | Р | 2 | 20 | Мел, лекало | |||||||||
| 125. | Пришить пуговицы на уступы шлиц | А | 3 | 38 | 827 | |||||||||
| 126. | Пришить пуговицу на запасном кусочке ткани | А | 3 | 19 | 827 | |||||||||
| 127. | Застегнуть пуговицы | Р | 3 | 10 | - | |||||||||
| 128. | Навесить товарный ярлык и пакет с запасным кусочком ткани | Р | 2 | 35 | - | |||||||||
| 129. | Скомплектовать изделия по маршрутным листам | Р | 2 | 15 | - | |||||||||
| 130. | Упаковать жакет | Р | 3 | 45 | - | |||||||||
| 131. | Сдать жакет на склад готовой продукции | Р | 3 | 46 | - | |||||||||
| Итого по изделию | 6476 | |||||||||||||
Похожие работы
... деталей различной формы хорошо сопрягающихся между собой, что характеризует рациональность и экономичность производства изделий промышленными способами. Описание внешнего вида моделей Пальто женское д/с, для младшей и средней возрастной группы, из пальтовой ткани «Букле», полуприлегающего силуэта, длиной выше колена, со смещенной застежкой до верха на пять обметанных петель и пять пуговиц, ...



... подвижный образ жизни - для деловой женщины. Основанием для разработки проекта послужило задание ГУППУ на тему: "Разработка проектно- конструкторской документации женского комплекта нарядно-повседневного назначения для средней возрастной группы" (с изготовлением изделия). Обоснование выбора темы послужило – разработка женского комплекта нарядно – повседневного назначения с использование ...
Выбор технологического решения женской одежды для дипломатических приемов в дневное и вечернее время

... 2), выбор степени готовности к примерке (п. 3), выбор режимов обработки и оборудования (п. 5). Для модели №14 проведен выбор методов обработки (п. 4) и составлена инструкционно-технологическая карта на обработку борта жакета (п. 6). Модели одежды для дипломатических приемов в дневное и вечернее время представлены на рисунках 11 – 14. 2 Выбор материалов [9, 11] Выбор материала для изделия – ...


... новых моделей. Мобильность среднего и малого бизнеса создает дополнительные преимущества с учетом постоянно меняющейся конъюнктуры. На малых предприятиях время на запуск новой модели может составлять не более двух недель: одна неделя — на разработку, одна неделя — на контрольные испытание (когда проверяется реакция покупателей на новую модель). Факторы гармонизации и структура коллекции При ...
0 комментариев