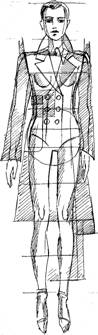
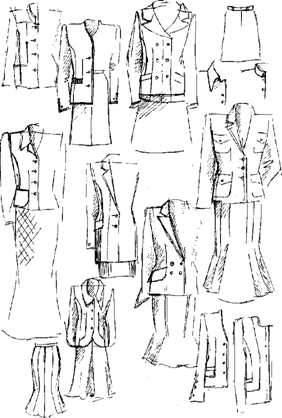
Обоснование выбора модели
Обоснование выбора цветовой гаммы
Обоснование выбора прибавок
ПРОЕКТИРОВАНИЕ ПАКЕТА ЛЕКАЛ
Схема градации лекал
НОРМИРОВАНИЕ РАСХОДА МАТЕРИАЛА, ВЫПОЛНЕНИЕ РАСКЛАДКИ ЛЕКАЛ
Расчет расхода материалов
Выполнение раскладки лекал
Технологическая схема разделения труда и ее анализ
Изготовление изделия
Навигация
Технологическая схема разделения труда и ее анализ
Проектирование модели жакета женского из шерстяной ткани
95203
знака
25
таблиц
9
изображений
4.3 Технологическая схема разделения труда и ее анализ
Предварительный расчет швейного потока
Цель предварительного расчета потока состоит в том, чтобы на начальной стадии проекта, на основе анализа исходных данных выявить наиболее рациональную форму организации потока и разместить его в цехе.
Исходными данными для предварительного расчета потока являются:
· ассортимент изделий - жакет женский на подкладке;
· количество моделей- 1 моделей;
· количество рабочих- 27 рабочих;
· трудоемкость изготовления изделия – 6476 с;
При предварительном расчете потока определяются основные параметры: такт потока, мощность потока (выпуск изделий в смену, количество рабочих).
Результаты расчетов параметров потока сводят в таблицу 4.17
Таблица 4.17 - Параметры основного потока
| Наименование параметра | Условное обозначение | Расчетная формула | Расчет величины параметра | Величина параметра, ед.изм. |
| Такт потока | τ |
| 239 | Сек. |
| Выпуск изделий в смену | М |
| 120 | единиц. |
| Численность рабочих | N |
| 27 | человек. |
| Число рабочих мест | К р.и |
| 32,5 | ед. |
| Длина поточной линии | L п.л |
| 21,12 | м. |
Где: Тизд - трудоемкость изготовления, сек; N - количество рабочих;
R - продолжительность смены, сек; М - мощность или выпуск изделий в смену, ед.
Где: Sпот - производственная площадь, м2; Sн - норма площади на одного рабочего, с учетом проходов, оборудования, м2.Эта величина зависит от вида изделия, способа перемещения полуфабриката, мощности, организационной формы потока таблица 4.18
Таблица 4.18 - Предварительный расчет потока
| Стадия и узлы обработки изделия | Время обработки, сек | Количество рабочих (расчетное), чел | Площадь, м2 | Наименование секции, группы |
| Подготовка кроя, запуск комплектования | 239 | 1 | 6,8 | |
| Заготовка деталей | ||||
| Дублирование деталей | 383 | - | ||
| Обработка срезов | 280 | 1,17 | 7,956 | |
| Обработка воротника | 259 | 1,08 | 7,344 | |
| Обработка полочек | 398 | 1,66 | 11,288 | |
| Обработка спинки | 527 | 2,20 | 14,96 | |
| Обработка рукавов | 344 | 1,44 | 9,792 | |
| Обработка подкладки | 801 | 3,35 | 22,78 | |
| Всего по заготовкам | 1848 | |||
| Монтаж | 2681 | 11,22 | 76,296 | |
| Отделка | 947 | 3,96 | 26,928 | |
| Всего на потоке | 6476 | 27 | 177,344 | |
Анализ исходных данных, выбор и обоснование типа потока, его структуры, вида запуска изделий в поток, характеристика питания потока
Обоснование типа потока, вид и способ запуска изделия в поток должно быть конкретным, кратким, с раскрытием положительных и отрицательных сторон и выводов, почему выбран тот или ной тип потока и вид запуска, средства транспортировки, размер партии.
Характеристика потока:
· малой мощности,
· степени прерывности,
· количества секций-не скционный,
· одно пошиваемое изделие,
· ритм потока (свободный, регламентируемый),
· способ передачи зигзагообразный,
· вид движения предметов труда, последовательные, комбинированные),
· запуск деталей в поток поштучный,
· способ запуска моделей в поток последовательный, комбинированный)
· метод передачи п/ф между сменами ( съемный, несъемный).
Агрегатная форма потока наиболее распространена в швейной промышленности, благодаря простате планировки и быстрой перестройке потока на выпуск новой модели. К его достоинствам относится: повышение качества обработки благодаря узкой специализации и рациональной организации рабочих мест, возможность использовать индивидуальные способности рабочих, простота планировки.
Характеристика потока.
· По виду движения предметов труда: последовательный
· По способу размещения рабочих мест: прямолинейный
· По ритму обработки: свободный ритм
· По применяемым средствам: передвижные тележки, кронштейны не передвижные, междустолья,
· По мощности: малой
· По степени прерывности: не секционный
· По способу загрузки: децентрализованный
· По размеру обрабатываемой партии: пачковый запуск
· От числа изготовляемых моделей: одномодельный поток
· По порядку запуска кроя в процессе: последовательно-ассортиментный
· По преемственности смен: съемный поток
· По специализации: специализированные
· По типу потока: агрегатный.
Условия согласования времени операций потока
Производственные требования к согласованию операций
Основные условия согласования времени операций потока с тактом определим по формуле (6):
∑tp=(0,9 ÷ 1,1) τ k -для потоков со свободным ритмом: (6)
где τ –такт потока, сек, k –кратность операции
Данные расчета условий согласования времени операций для различного количества рабочих сведены в таблицу 4.19
Таблица 4.19 - Условия согласования времени операций потока
| Количество рабочих | Величина min времени орг. операции, ∑tp min, сек | Величина max времени орг. операций ∑tp max, сек |
| 1 | 215 | 262 |
| 2 | 430 | 524 |
| 3 | 645 | 786 |
Технологическая схема основного потока
Технологическая схема основного потока является основным документом потока, она составляется на основании последовательности технологической обработки и таблицы согласования времени операций потока. На ее основе производится расстановка рабочих мест, определение потребности и монтаж оборудования, оснащение рабочих мест, расчет заработной платы, ТЭП.
Технологическая схема потока представлена в виде таблицы 4.20.
Таблица 4.20 - Технологическая схема разделения труда одномодельного потока
Наименование изделия Жакет женский из костюмной ткани
Расчетный выпуск в смену, 120 ед
Количество рабочих в потоке 27 ч.,
Затрата времени на изготовление изделия, 6476 с,
Такт потока, 239 с,. Условия согласования времени, 215-262. Стоимость обработки, 41,072 руб.
| Номер организационной операции | Номер неделимой операции | Стадия, узел содержание неделимых операций | Вид работы (специальность) | Разряд работы | Норма времени, сек | Норма выработки За смену, шт. | Расценка за ед, коп | Кол-во рабочих | Оборудование, инструмент, приспособления | |||||||
| Расчетное | Фактическое | |||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||||||
| 1 | Проверка кроя, запуск в поток, комплектование | Р | 3 | 239 | 1,398 | Журнал, лекало | ||||||||||
| Итого по операции | Р | 3 | 239 | 120 | 1,398 | 1 | 1 | |||||||||
| 2 | 10 | Обметать боковые и рельефные срезы боковых частей полочек | С | 3 | 80 | 0,468 | 51-283 | |||||||||
| 11 | Обметать боковые и рельефные срезы боковых частей спинки | С | 3 | 80 | 0,468 | 51-283 | ||||||||||
| 12 | Обметать рельефные срезы средних частей полочек | С | 3 | 40 | 0,234 | 51-283 | ||||||||||
| 13 | Обметать рельефные срезы средних частей спинки | С | 3 | 40 | 0,234 | 51-283 | ||||||||||
| 14 | Обметать внутренние срезы подбортов | С | 3 | 40 | 0,234 | 51-283 | ||||||||||
| 19 | Вывернуть на лицевую сторону и выметать воротник | С | 3 | 78 | 0,436 | 2222-М | ||||||||||
| 47 | Заметать припуск на подгибку низа рукавов | С | 3 | 35 | 0,205 | 2222-М | ||||||||||
| 67 | Обметать средние срезы подкладки спинки до талии | С | 3 | 30 | 0,175 | 51-283 | ||||||||||
| 68 | Обметать боковые срезы подкладки | С | 3 | 50 | 0,292 | 51-283 | ||||||||||
| 69 | Обметать срезы бортов подкладки | С | 3 | 50 | 0,292 | 51-283 | ||||||||||
| Итого по операции | С | 3 | 523 | 55 | 3,038 | 2,19 | 2 | |||||||||
| 3 | 15 | Стачать части нижнего воротника | М | 2 | 14 | 0,076 | 131-321+50 +1-44 (Л-000) | |||||||||
| 17 | Обтачать нижний воротник верхним | М | 4 | 67 | 0,422 | 131-321+50 +1-44 (Л-000) | ||||||||||
| 21 | Стачать срезы рельефов на кокетках полочки | М | 3 | 35 | 0,205 | 131-321+50 +1-44 (Л-000) | ||||||||||
| 23 | Настрочить рельефные швы кокеток полочек | М | 4 | 40 | 0,252 | 131-321+50+I-1,I-21 | ||||||||||
| 24 | Стачать срезы рельефов на полочках | М | 3 | 45 | 0,263 | 131-321+50 +1-44 (Л-000) | ||||||||||
| 26 | Настрочить швы рельефов на полочках | М | 4 | 48 | 0,302 | 131-321+50+I-1,I-21 | ||||||||||
| 27 | Притачать кокетки к полочкам | М | 3 | 48 | 0,281 | 131-321+50 +1-44 (Л-000) | ||||||||||
| 29 | Настрочить шов притачивания кокеток | М | 4 | 50 | 0,315 | 131-321+50+I-1,I-21 | ||||||||||
| 31 | Стачать срезы рельефов на кокетках | М | 3 | 35 | 0,205 | 131-321+50 +1-44 (Л-000) | ||||||||||
| 33 | Настрочить швы рельефов на кокетке спинки | М | 4 | 40 | 0,252 | 131-321+50+I-1,I-21 | ||||||||||
| 66 | Настрочить тканевую ленту с товарным знаком на полочку подкладки | М | 2 | 20 | 0,108 | |||||||||||
| Итого по операции | М | 4 | 442 | 65 | 2,681 | 1,85 | 2 | |||||||||
| 4 | 16 | Разутюжить шов стачивания нижнего воротника | У | 2 | 20 | 0,108 | СУ- 102,УТП-2,0 | |||||||||
| 18 | Разутюжить шов обтачивания воротника | У | 2 | 35 | 0,189 | СУ 102 +2091, УТП-2,0 | ||||||||||
| 20 | Приутюжить воротник | У | 2 | 45 | 0,243 | СУ- 102,УТП-2,0 | ||||||||||
| 22 | Заутюжить швы стачивания рельефов на кокетках полочки | У | 3 | 30 | 0,175 | СУ- 102,УТП-2,0 | ||||||||||
| 25 | Заутюжить швы рельефов на полочках | У | 3 | 30 | 0,175 | СУ- 102,УТП-2,0 | ||||||||||
| 28 | Заутюжить шов притачивания кокетки | У | 3 | 35 | 0,205 | СУ- 102,УТП-2,0 | ||||||||||
| 30 | Нарезать и проложить клеевую кромку в проймы полочек | У | 3 | 37 | 0,216 | Ножницы, СУ 102,УТП-2,0 | ||||||||||
| Итого по операции | У | 3 | 232 | 124 | 1,311 | 0,97 | 2 | |||||||||
| 5 | 32 | Заутюжить швы рельефов на кокетках спинки | У | 3 | 30 | 0,175 | СУ- 102,УТП-2,0 | |||||||||
| 38 | Выполнить надсечку на швах спинки под углом 45˚ к линии шва, и приутюжить шлицы | У | 3 | 30 | 0,175 | СУ- 102,УТП-2,0 | ||||||||||
| 41 | Заутюжить срезы стачивания кокетки спинки | У | 3 | 30 | 0,175 | СУ- 102,УТП-2,0 | ||||||||||
| 43 | Нарезать и проложить клеевую кромку в проймы спинки | У | 3 | 37 | 0,216 | Ножницы, СУ 102,УТП-2,0 | ||||||||||
| 45 | Разутюжить локтевые срезы рукавов | У | 3 | 40 | 0,234 | СУ 102, УТП-2,0,2084,2085 | ||||||||||
| 46 | Намелить линию подгибки низа рукавов | Р | 3 | 15 | 0,088 | Мел, лекало | ||||||||||
| 48 | Заутюжить припуск на подгибку низа рукавов | У | 3 | 40 | 0,234 | СУ- 102,УТП-2,0 | ||||||||||
| 50 | Разутюжить передние срезы рукавов | У | 3 | 35 | 0,205 | СУ 102, УТП-2,0,2084,2085 | ||||||||||
| 52 | Приутюжить рукава в готовом виде | У | 3 | 42 | 0,246 | СУ- 102,УТП-2,0 | ||||||||||
| 53 | Нанести контуры плечевых вытачек на полочки и по линии талии подкладки | Р | 3 | 30 | 0,175 | Мел, лекало | ||||||||||
| 54 | Нанести контуры плечевых вытачек на спинку подкладки | Р | 3 | 15 | 0,088 | Мел, лекало | ||||||||||
| 70 | Приутюжить подкладку | У | 2 | 122 | 0,659 | СУ 102, УТП-2,0,7702 | ||||||||||
| Итого по операции | У/Р | 3 | 466 | 62 | 2,67 | 1,95 | 2 | |||||||||
| 6 | 34 | Нанести линию сгиба шлиц и линию стачивания угла шлиц на боковых частях спинки | Р | 3 | 40 | 0,234 | Мел, лекало | |||||||||
| 35 | Стачать нижние углы шлиц | М | 3 | 46 | 0,269 | 131-321+50 | ||||||||||
| 36 | Вывернуть углы шлиц | Р | 2 | 36 | 0,194 | Специальный колышек | ||||||||||
| 37 | Стачать срезы рельефов на спинке и верхние срезы припусков на шлицы | М | 3 | 60 | 0,351 | 131-321+50 +1-44 (Л-000) | ||||||||||
| 39 | Скрепить шлицы на спинке | М | 3 | 50 | 0,294 | 131-321+50 | ||||||||||
| 40 | Притачать кокетку к спинке | М | 3 | 45 | 0,243 | 131-321+50 +1-44 (Л-000) | ||||||||||
| 42 | Настрочить шов притачивания кокетки спинки | М | 4 | 48 | 0,302 | 131-321+50+I-1,I-21 | ||||||||||
| 44 | Стачать локтевые срезы рукавов из основной ткани | М | 3 | 60 | 0,351 | 131-321+50 +1-44 (Л-000) | ||||||||||
| 49 | Стачать локтевые срезы рукавов из основной ткани | М | 3 | 60 | 0,351 | 131-321+50 +1-44 (Л-000) | ||||||||||
| 51 | Вывернуть рукава на лицевую сторону | Р | 2 | 17 | 0,092 | - | ||||||||||
| Итого по операции | М | 4 | 462 | 62 | 2,679 | 1,93 | 2 | |||||||||
| 7 | 55 | Стачать верхние вытачки на полочках подкладки и вытачки на линии талии | М | 2 | 38 | 0,205 | 131-111+100 | |||||||||
| 56 | Стачать плечевые вытачки на спинке подкладки | М | 2 | 38 | 0,205 | 131-111+100 | ||||||||||
| 57 | Стачать средние срезы спинки подкладки | М | 2 | 33 | 0,178 | 131-321+50 +1-44 (Л-000) | ||||||||||
| 58 | Стачать плечевые срезы подкладки | М | 2 | 40 | 0,216 | 131-321+50 +1-44 (Л-000) | ||||||||||
| 59 | Стачать боковые срезы подкладки | М | 2 | 45 | 0,243 | |||||||||||
| 60 | Стачать передние срезы подкладки рукавов | М | 2 | 40 | 0,216 | |||||||||||
| 61 | Стачать локтевые срезы подкладки рукавов | М | 2 | 48 | 0,259 | |||||||||||
| 62 | Втачать подкладку рукавов в пройму подкладки | М | 3 | 147 | 0,86 | 131-111+100 | ||||||||||
| 63 | Стачать вешалку | М | 2 | 15 | 0,081 | 131-111+100 | ||||||||||
| 64 | Притачать концы вешалки к горловине спинки подкладки | М | 2 | 20 | 0,108 | 131-111+100 | ||||||||||
| 65 | Нарезать тканевую ленту с товарным знаком | Р | 2 | 20 | 0,108 | Ножницы | ||||||||||
| Итого по операции | М | 3 | 484 | 59 | 2,679 | 2,02 | 2 | |||||||||
| 8 | 71 | Стачать боковые срезы полочки и спинки | М | 3 | 40 | 0,234 | 131-321+50 +1-44 (Л-000) | |||||||||
| 78 | Притачать к левому подборту запасной отрезок ткани | М | 2 | 10 | 0,054 | 131-321+50 | ||||||||||
| 79 | Нарезать сутаж | Р | 2 | 10 | 0,054 | Ножницы | ||||||||||
| 80 | Обтачать уступы полочек с вкладыванием сутажной тесьмы и борт подбортом | М | 4 | 78 | 0,491 | 131-321+50 +1-44 (Л-000) | ||||||||||
| 81 | Настрочить шов обтачивания борта | М | 4 | 74 | 0,466 | 131-321+50 | ||||||||||
| 82 | Выполнить надсечки в уступах полочек и высечь углы швов | Р | 2 | 14 | 0,076 | Ножницы | ||||||||||
| 83 | Стачать нижние углы подбортов | М | 3 | 35 | 0,203 | 131-321+50 | ||||||||||
| Итого по операции | М | 4 | 261 | 110 | 1,578 | 1,09 | 1 | |||||||||
| 9 | 72 | Разутюжить боковые швы | У | 3 | 30 | 0,175 | СУ- 102,УТП-2,0 | |||||||||
| 73 | Измерить жакет по табелю | Р | 5 | 80 | 0,54 | Сантиметровая лента | ||||||||||
| 74 | Намелить линию подгиба низа жакета | Р | 3 | 55 | 0,322 | Мел, лекало | ||||||||||
| 75 | Подрезать неровности по линии низа жакета, выполнить надсечки | Р | 2 | 25 | 0,135 | Ножницы | ||||||||||
| 76 | Нанести линии уступов полочек | Р | 4 | 18 | 0,113 | Мел, лекало | ||||||||||
| 77 | Проложить клеевую кромку по срезу борта | У | 3 | 45 | 0,263 | СУ- 102,УТП-2,0 | ||||||||||
| Итого по операции | У | 4 | 253 | 114 | 1,548 | 1,06 | 1 | |||||||||
| 10 | 84 | Подрезать припуски на шов стачивания нижних углов подбортов | Р | 3 | 15 | 0,088 | Ножницы | |||||||||
| 85 | Вывернуть уступы бортов на лицевую сторону и выправить углы | Р | 2 | 15 | 0,081 | Колышек | ||||||||||
| 86 | Вывернуть и выправить нижние углы подбортов на лицевую сторону | Р | 2 | 15 | 0,081 | Колышек | ||||||||||
| 87 | Обметать низ жакета | С | 3 | 65 | 0,380 | 51-283 | ||||||||||
| 88 | Заметать низ жакета | С | 3 | 69 | 0,404 | 2222-М | ||||||||||
| 90 | Выметать борта | С | 3 | 64 | 0,374 | 2222-М | ||||||||||
| Итого по операции | С/С | 3 | 243 | 118 | 1,408 | 1,01 | 1 | |||||||||
| 11 | 89 | Подшить низ жакета | С | 3 | 60 | 0,351 | 285 | |||||||||
| 91 | Прикрепить подборта к полочкам | С | 3 | 48 | 0,281 | 285 | ||||||||||
| 116 | Застрочить нижний срез подкладки | С | 3 | 130 | 0,76 | 426 | ||||||||||
| Итого по операции | С/С | 3 | 238 | 121 | 1,392 | 0,99 | 1 | |||||||||
| 12 | 92 | Стачать плечевые срезы жакета | М | 3 | 55 | 0,322 | 131-321+50 | |||||||||
| 94 | Втачать нижний воротник в горловину и притачать верхний воротник к подбортам | М | 4 | 150 | 0,945 | 131-321+50 +1-44 (Л-000) | ||||||||||
| 95 | Подрезать припуски ткани на шов втачивания воротника и в углах | Р | 3 | 8 | 0,047 | Ножницы | ||||||||||
| 100 | Пришить подоткатники | М | 3 | 81 | 0,474 | 131-321+50 | ||||||||||
| 101 | Пришить верхние плечевые накладки | М | 3 | 81 | 0,474 | 131-321+50 | ||||||||||
| 102 | Проложить отделочную строчку по отлету и концам воротника | М | 4 | 66 | 0,386 | 131-321+50 +1-44 (Л-000) | ||||||||||
| 104 | Поддернуть концы ниток отделочных строчек на изнаночную сторону воротника, завязать и обрезать концы | Р | 2 | 20 | 0,108 | Ножницы, Специальный крючок | ||||||||||
| Итого по операции | М | 4 | 461 | 62 | 2,756 | 1,93 | 2 | |||||||||
| 13 | 93 | Разутюжить плечевые швы | У | 3 | 45 | 0,263 | СУ- 102,УТП-2,0 | |||||||||
| 96 | Разутюжить шов втачивания воротника в горловину и швы притачивания верхнего воротника к подбортам | У | 3 | 78 | 0,456 | СУ- 102,УТП-2,0 | ||||||||||
| 103 | Удалить нитки выметывания воротника | Р | 2 | 29 | 0,157 | Колышек | ||||||||||
| 114 | Вывернуть жакет на лицевую сторону | Р | 2 | 25 | 0,135 | - | ||||||||||
| 115 | Уточнить и подрезать подкладку по низу изделия | Р | 3 | 46 | 0,269 | Ножницы | ||||||||||
| Итого по операции | У | 3 | 223 | 129 | 1,28 | 0,93 | 1 | |||||||||
| 14 | 98 | Втачать рукава в проймы | С | 5 | 225 | 1,519 | 302-2+1-44 (Л-000) | |||||||||
| Итого по операции | С | 5 | 225 | 128 | 1,519 | 0,94 | 1 | |||||||||
| 15 | 97 | Приутюжить полочки, спинки, борта, воротник, низ жакета | П | 4 | 141 | 0,888 | 215 | |||||||||
| 99 | Сутюжить посадки рукавов по проймам | П | 4 | 80 | 0,504 | 215 | ||||||||||
| Итого по операции | П | 4 | 221 | 130 | 1,392 | 0,92 | 1 | |||||||||
| 16 | 105 | Притачать подкладку к подбортам и верхнему воротнику | М | 4 | 180 | 1,134 | 131-321+50 +1-44 (Л-000) | |||||||||
| 106 | Прикрепить шов притачивания подкладки к верхнему воротнику к шву втачивания нижнего воротника | М | 2 | 60 | 0,324 | 131-321+50 | ||||||||||
| 107 | Вывернуть рукава на изнаночную сторону | Р | 2 | 19 | 0,103 | - | ||||||||||
| 108 | Притачать подкладку к низу рукавов | М | 2 | 104 | 0,562 | 131-321+50 | ||||||||||
| 109 | Прикрепить припуски на подгибку низа рукавов по передним и локтевым швам | М | 2 | 40 | 0,216 | 131-321+50 | ||||||||||
| 110 | Прикрепить локтевые швы рукавов подкладки к локтевым швам рукавов | М | 2 | 16 | 0,086 | 131-321+50 | ||||||||||
| 111 | Вывернуть рукава на лицевую сторону | Р | 2 | 19 | 0,103 | - | ||||||||||
| 112 | Прикрепить проймы подкладки в верхней части с помощью отрезков ткани | М | 3 | 40 | 0,234 | 131-321+50 | ||||||||||
| 113 | Прикрепить проймы подкладки в нижней части с помощью отрезков ткани | М | 3 | 40 | 0,234 | 131-321+50 | ||||||||||
| Итого по операции | М | 4 | 518 | 56 | 2,996 | 2,17 | 2 | |||||||||
| 17 | 121 50% | Удалить порядковые номера и оставшиеся концы ниток, нитки заметывания бортов и низа жакета | Р | 2 | 36 | 0,194 | - | |||||||||
| 123 | Приутюжить полочки | П | 5 | 78 | 0,526 | 215 | ||||||||||
| 124 | Приутюжить спинку | П | 5 | 65 | 0,439 | 215 | ||||||||||
| 125 | Приутюжить окаты, проймы и верхнюю часть рукавов | П | 5 | 67 | 0,452 | 215 | ||||||||||
| Итого по операции | П | 5 | 246 | 117 | 1,611 | 1,03 | 1 | |||||||||
| 18 | 121 50% | Удалить порядковые номера и оставшиеся концы ниток, нитки заметывания бортов и низа жакета | Р | 2 | 36 | 0,194 | - | |||||||||
| 126 | Приутюжить подкладку жакета | У | 3 | 100 | 0,585 | СУ 102, УТП-2,0,7702 | ||||||||||
| 127 | Удалить ласы | У | 3 | 120 | 0,702 | МПВ УО-2 | ||||||||||
| Итого по операции | У | 3 | 256 | 112 | 1,481 | 1,07 | 1 | |||||||||
| 19 | 118 | Нанести место расположения первой петли | Р | 3 | 17 | 0,099 | Мел, лекало | |||||||||
| 119 | Обметать две петли на полочке | А | 3 | 38 | 0,222 | 1025 | ||||||||||
| 120 | Продернуть концы ниток строчки обметывания петель на изнаночную сторону и обрезать их | Р | 2 | 18 | 0,0,97 | Ножницы, специальный крючок | ||||||||||
| 128 | Нанести место расположения четырех пуговиц по борту | Р | 3 | 20 | 0,117 | Мел, лекало | ||||||||||
| 129 | Пришить четыре пуговицы на по борту | А | 3 | 60 | 0,351 | 827 | ||||||||||
| 130 | Обвить стойки двух пуговиц | А | 3 | 24 | 0,140 | 827 | ||||||||||
| 131 | Наметить место расположения пуговиц на шлице | Р | 2 | 20 | 0,108 | Мел, лекало | ||||||||||
| 132 | Пришить пуговицы на уступы шлиц | А | 3 | 38 | 0,222 | 827 | ||||||||||
| 133 | Пришить пуговицу на запасном кусочке ткани | А | 3 | 19 | 0,111 | 827 | ||||||||||
| Итого по операции | А/А | 3 | 254 | 113 | 1,467 | 1,06 | 1 | |||||||||
| 20 | 117 | Прикрепить углы подбортов к припуску на подгибку низа | Р | 2 | 38 | 0,205 | Ручная игла | |||||||||
| 122 | Чистка жакета химическим составом | Р | 2 | 40 | 0,216 | - | ||||||||||
| 134 | Застегнуть пуговицы | Р | 3 | 10 | 0,058 | - | ||||||||||
| 135 | Навесить товарный ярлык и пакет с запасным кусочком ткани | Р | 2 | 35 | 0,189 | - | ||||||||||
| 136 | Скомплектовать изделия по маршрутным листам | Р | 2 | 15 | 0,081 | - | ||||||||||
| 137 | Упаковать жакет | Р | 3 | 45 | 0,263 | - | ||||||||||
| 138 | Сдать жакет на склад готовой продукции | Р | 3 | 46 | 0,269 | - | ||||||||||
| Итого по операции | Р | 3 | 229 | 126 | 1,281 | 0,96 | 1 | |||||||||
| Итого | 6476 | 1983 | 38,42 | 27,08 | 27 | |||||||||||
Графа 7- норма выработки устанавливается на организационную операцию и определяется по формуле (7):
![]() , (7)
, (7)
Где: R -продолжительность смены, сек, tоп- норма времени на выполнение организационной операции (гр. 6), сек.
Графа 8- расценка определяется на каждую неделимую операцию путем умножения секундной тарифной ставки, соответствующего разряда на норму времени на выполнение неделимой операции и суммируется по всей организационной операции (с точностью до 0,01)
Графа 9- расчетное количество рабочих для выполнения организационной операции определяется по формуле (8):
![]() , (8)
, (8)
Где: tоп–норма времени на выполнение организационной операции (гр.6), сек, τ - такт потока, сек.
Анализ технологической схемы основного потока
Анализ производится расчетным и графическим методами.
Коэффициент согласования Ксопределяющий загруженность потока, определяется по формуле (9):
![]() , (9)
, (9)
Где: Tизд - трудоемкость изделия в потоке, сек, Nф -фактическое количество рабочих, τ - такт потока, сек.
Кс=![]() *239=1,00
*239=1,00
Так как Кс=1 следовательно поток согласован верно
Графический анализ производится по графику синхронности Рис. 3.1, диаграмме синхронности операций Рис.3.2 ![]()
![]()
![]()
![]()
![]()
![]()
![]() график синхронности показывает время выполнения операции и отклонения времени от такта.
график синхронности показывает время выполнения операции и отклонения времени от такта.
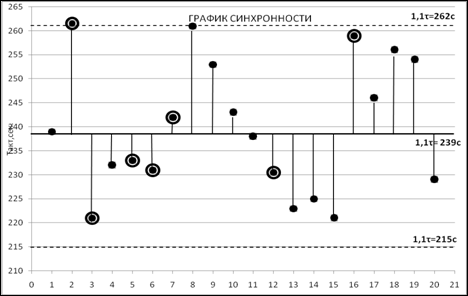
Рисунок 4.5- График синхронности
Диаграмма синхронности показывает загруженность операции и специализацию работ.
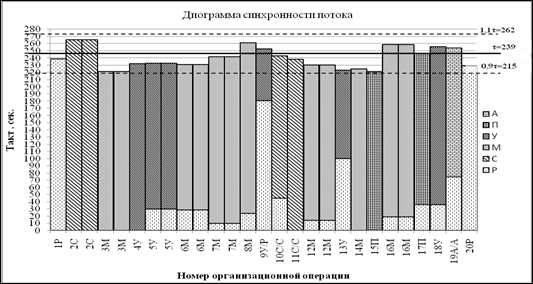
Рис. 4.6 Диаграмма синхронности
Расчет и анализ технико-экономических показателей потока
Окончательный итог организационно-технологического построения швейных потоков подводится расчетом основных технико-экономических показателей (ТЭП), оценивающих процесс организации труда в потоке.
Для расчета ТЭП составляется сводная таблица 4.21
Таблица 4.21.-Сводная таблица численности рабочих по специальностям в потоке
Наименование изделия Жакет женский
Выпуск в смену, ед.120
Такт потока, 239 сек
Количество рабочих в потоке 27 ч
| Разряд | Затраты времени на работу, сек | Количество рабочих по видам работ | Сумма тарифных разрядов | Тарифный коэффициент | Сумма тарифных коэффициентов | |||||||||||
| Машинные | С/машинные (автоматы) | Ручные | Утюжильные | Прессовые | Итого по разрядам | |||||||||||
| Время (Тм) | Количество рабочих | Время (Тс), (Та) | Количество рабочих | Время (Тр) | Количество Рабочих | Время (Ту) | Количество Рабочих | Время (Тп) | Количество Рабочих | Количество рабочих (Nр) | Время (Тизд) | Удельный вес, % | ||||
| 1. | 1,0 | |||||||||||||||
| 2. | 581 | 2,43 | 502 | 2,10 | 222 | 0,93 | 5,45 | 1305 | 20,15 | 10,92 | 1,2 | 6,55 | ||||
| 3. | 1003 | 4,20 | 1138 | 4,76 | 601 | 2,51 | 834 | 3,49 | 14,95 | 3576 | 55,22 | 44,89 | 1,3 | 19,45 | ||
| 4. | 841 | 3,52 | 18 | 0,08 | 221 | 0,92 | 4,51 | 1080 | 16,68 | 18,08 | 1,4 | 6,33 | ||||
| 5. | 0,94 | 225 | 80 | 0,33 | 210 | 0,88 | 2,15 | 515 | 7,95 | 10,77 | 1,5 | 3,23 | ||||
| 2425 | 1393 | 1201 | 1056 | 431 | 27,08 | 6476 | 100 | 84,66 | 35,56 | |||||||
Технико-экономические показатели процесса рассчитываются на основе организационно-технологической схемы потока и сводной таблицы рабочей силы и приводятся в сводной таблице 4.22.
Показатели рассчитываются по следующим формулам:
· Выработка на одного рабочего в смену ПТ (производительность труда) характеризует технический уровень потока:
![]() ; (10)
; (10)
Где: Мсм-выпуск в смену, ед, N р -расчетное количество рабочих, чел.
ПТ=![]() =4,43ед
=4,43ед
· Средний тарифный разряд γср:
![]() ; (11)
; (11)
γср=![]() =3,13
=3,13
· Средний тарифный коэффициент Qср:
![]() ; (12)
; (12)
Qср= ![]() =1,313
=1,313
Показатели Qср, rcp -характеризуют квалификационную сторону применяемой технологии, но не прогрессивность потока.
· Стоимость обработки единицы изделия Ризд, руб.:
Pизд =∑Рi: (13)
где: Рi - сумма расценок по организационным операциям
Ризд =38,42 руб.
 ; (14)
; (14)
Ризд =![]() =38,42руб
=38,42руб
 ; (15)
; (15)
Ризд =![]() =38,41руб
=38,41руб
![]() (16)
(16)
Ризд =16,2*1,313*1,8=38,40руб.
Где: Ст дн 1 раз-дневная тарифная ставка 1 разряда Ст час-часовая тарифная ставка 1 разряда; сумма тарифных коэффициентов (графа 17); Qср -средний тарифный коэффициент; Мсм-выпуск в смену; ПТ -выработка на 1 рабочего в смену.
· Коэффициент механизации потока Км.:
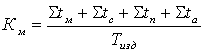 ; (17)
; (17)
Где: ∑t м,∑t с, ∑t п, ∑tа - сумма времени по специальностям, сек; Тиздтрудоемкость изделия, сек.
Км=![]() =0,65
=0,65
· Коэффициент использования оборудования Ки.о.:
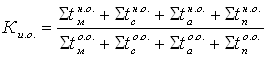 ; (18)
; (18)
Ки.о=![]() =0,92
=0,92
Где:![]() ,
,![]() ,
,![]() ,
,![]() - сумма времени по неделимым операциям машинных специальностей, сек;
- сумма времени по неделимым операциям машинных специальностей, сек; ![]() ,
,![]() ,
,![]() ,
,![]() - сумма времени по организационным операциям машинных специальностей, сек.
- сумма времени по организационным операциям машинных специальностей, сек.
Ки.о. – характеризует качество разделения труда по специализации рабочих мест.
· Съем продукции с 1 м2 производственной площади σ:
 ; (19)
; (19)
где: Мсм -выпуск изделий в смену, ед.; Sпот-площадь потока, м2.
σ=![]() =0,68ед
=0,68ед
Таблица 4.22. -Технико-экономические показатели проектируемого потока
| № п/п | Технико-экономические показатели | размерность | Числовое значение |
| 1. | Выпуск в смену, Мсм | ед. | 120 |
| 2. | Трудоемкость изготовления изделия, Тизд | сек | 6476 |
| 3. | Численность рабочих: расчетная, Nр Фактическая,Nф | чел. | 27,08 27 |
| 4. | Выработка на одного рабочего в смену (производительность труда), ПТ | ед. | 4,43 |
| 5. | Средний тарифный разряд, rср | - | 3,13 |
| 6. | Средний тарифный коэффициент, Qcр | - | 1,314 |
| 7. | Стоимость обработки единицы изделия, Ризд | руб. | 38,40 |
| 8. | Коэффициент загрузки (согласования), Кс | - | 1,00 |
| 9. | Коэффициент механизации потока, Км | - | 0,65 |
| 10. | Коэффициент использования оборудования, Ки.о. | - | 0,92 |
| 11. | Съем продукции с 1 м2 производственной площади,σ | ед. | 120 |
Сводная таблица оборудования рабочих мест
После завершения расчетов ТЭП приводится сводная таблица применяемого в потоке оборудования (табл.4.23.). Сводная таблица оборудования и рабочих мест потока составляется на основании технологической схемы потока.
Таблица 4.23 – Оборудования рабочих мест
| Тип и класс машины | Количество оборудования | Наименование рабочих мест | Количество рабочих мест | |||
| Основ-ное | Резервное | Запасное | Всего | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 131-321+50 ОА "Орша" Беларусь | 9 | 2 | 1 | 11 | 3/м, 6/м, 7/м, 8/м, 12/м,16/м, Рез | 11 |
| 131-111+100 ПО "Промшвеймаш" | 2 | - | 1 | 2 | 3/м, 7/м | 2 |
| 51-283 ОАО "Агат" Россия | 3 | - | 1 | 2 | 2/с, 10/с | 3 |
| 285 ЗАО "Завод ПШМ" г. Подольск | 1 | - | 1 | 1 | 11/с | 1 |
| 827 ЗАО "Завод ПШМ" г. Подольск | 1 | - | 1 | 1 | 19/а | 1 |
| 1025 АО "Орша" Беларусь | 1 | - | 1 | 1 | 19/а | 1 |
| 302-2 ЗАО "Завод ПШМ" г. Подольск | 1 | - | 1 | 1 | 14/с | 1 |
| 2222 М АО "Орша" Беларусь | 3 | - | 1 | 3 | 2/с, 10/с | 3 |
| 426 ЗАО "Завод ПШМ" г. Подольск | 1 | - | 1 | 1 | 11/с | 1 |
| Стол утюжильный 102 "Макпи" Италия | 6 | - | - | 6 | 4/у, 5/у, 9/у, 13/у, 18/у | 6 |
| Малогабаритный пресс 215 Чебоксарский опытный завод | 2 | - | - | 2 | 15/п, 17/п | 2 |
| Стол для ручных работ | 4 | - | - | 4 | 1/р, 5/р, 9/р | 4 |
| Итого: ∑ | 34 | 2 | 1 | 35 | 36 | |
План размещения рабочих мест на потоке
Планировка потоков в цехе и размещение рабочих мест в потоке зависит от выбранного способа организации технологического процесса и предусматривает следующие этапы: выбор типов и размеров рабочих мест в соответствии с каждой организационной операцией технологической схемы разделения труда; выбор расположения рабочих мест на потоке.
Рабочее место — это место, где непосредственно выполняется технологический процесс. Оно включает в себя рабочий стол с установленным на нем соответствующим оборудованием, инструментами и приспособлениями, стул, рабочую зону для исполнителя, зону нахождения полуфабриката до и после выполнения операции. Размер рабочей зоны зависит от позы исполнителя (стоя, сидя), а также от вида выполняемых работ и технологического оборудования.
Типы и размеры рабочих мест выбирают в зависимости от вида изготовляемых изделий и вида используемых транспортных средств.
При планировке рабочих мест должны быть учтены требования техники безопасности, пожаробезопасности и санитарные нормы.
Исходными данными для разработки и установления потока в цехе (на участке) являются:
· план цеха;
· типовые нормы производственных площадей на одного рабочего;
· технологическая схема разделения труда по изготовлению изделия и ее монтажный график;
· типы и размеры рабочих мест и мест хранения полуфабрикатов;
· число единиц оборудования (сводка оборудования);
· организационная форма потока;
· тип транспортных устройств для перемещения кроя и полуфабрикатов;
· нормы безопасности труда.
Рабочие места и оборудование на участке (секциях) могут размещаться либо прямолинейно, в соответствии с технологической последовательностью, В данном случае передача деталей зигзагообразная, главным условием здесь является сокращение расстояния между рабочими местами и отсутствие необходимости применять транспортные средства.
Расположение поточной линии и группы на плане цеха зависит от типа потока и применяемых транспортных средств. Во всех случаях оно должно обеспечить рациональное использование площади цеха в соответствии с нормативами и техникой безопасности.
Направление движения полуфабриката и готовых изделий по поточным линиям должно обеспечит непрерывность подачи кроя до сдачи готовой продукции.
Место запуска следует располагать со стороны подачи кроя, а место выпуска - со стороны сдачи готовой продукции на склад, стремясь к тому, чтобы пути транспортирования кроя, п/фабриката, готовых изделий и движения людей.
Типы и размеры рабочих мест выбирают в зависимости от вида изготовляемых изделий и вида используемых транспортных средств. Размеры рабочих мест приведены в таблице приложения.
Кроме рабочих мест должны иметься соответствующие места для хранения деталей кроя и готовой продукции. Крой хранят на специальных одно- и двухъярусных стеллажах с ячейками, расположенными в зоне запуска. Ширина полок 0,7-0,8 м, длина и высота ячеек в зависимости от размера пачек кроя 0,5-0,9 м. Высота не более 2 м, длина устанавливается в зависимости от запаса деталей.
Готовые изделия хранят в неподвешенном состоянии на стеллажах. Верхние изделия, платья из шерсти и шелка хранят в подвешенном состоянии на передвижных кронштейнах.
Планировка выполнена с помощью прикладной программы к Windows AutoCAD 2009, а затем на ватмане в М 1:100 с указанием номеров организационных операций и видов работ. При этом указано, места запуска кроя и выпуска готовой продукции и хранения полуфабриката.
5. РАСКРОЙ И ИЗГОТОВЛЕНИЕ ИЗДЕЛИЯ
5.1 Раскрой изделия
Раскрой производился в соответствии с ТУ изготовления данного ассортимента, на основании готовой схемы комплектной раскладки. Перед настиланием была уточнена длина раскладки, чтобы рассчитать количество полотен в предлагаемом куске ткани, для получения максимально оптимального варианта раскроя.
Для организации рациональной раскладки и раскроя был применен принцип работы раскройного участка швейного производства. Перед настиланием были промерены куски ткани, проверено качество и ширина материала.
Раскрой производен с помощью ножниц, нанесены все необходимые монтажные надсечки. После вырезания детали кроя были пронумерованы, скомплектованы и переданы для изготовления. Особенности и последовательность работ описано в разделе 3.
Похожие работы
... деталей различной формы хорошо сопрягающихся между собой, что характеризует рациональность и экономичность производства изделий промышленными способами. Описание внешнего вида моделей Пальто женское д/с, для младшей и средней возрастной группы, из пальтовой ткани «Букле», полуприлегающего силуэта, длиной выше колена, со смещенной застежкой до верха на пять обметанных петель и пять пуговиц, ...



... подвижный образ жизни - для деловой женщины. Основанием для разработки проекта послужило задание ГУППУ на тему: "Разработка проектно- конструкторской документации женского комплекта нарядно-повседневного назначения для средней возрастной группы" (с изготовлением изделия). Обоснование выбора темы послужило – разработка женского комплекта нарядно – повседневного назначения с использование ...
Выбор технологического решения женской одежды для дипломатических приемов в дневное и вечернее время

... 2), выбор степени готовности к примерке (п. 3), выбор режимов обработки и оборудования (п. 5). Для модели №14 проведен выбор методов обработки (п. 4) и составлена инструкционно-технологическая карта на обработку борта жакета (п. 6). Модели одежды для дипломатических приемов в дневное и вечернее время представлены на рисунках 11 – 14. 2 Выбор материалов [9, 11] Выбор материала для изделия – ...


... новых моделей. Мобильность среднего и малого бизнеса создает дополнительные преимущества с учетом постоянно меняющейся конъюнктуры. На малых предприятиях время на запуск новой модели может составлять не более двух недель: одна неделя — на разработку, одна неделя — на контрольные испытание (когда проверяется реакция покупателей на новую модель). Факторы гармонизации и структура коллекции При ...
0 комментариев