Навигация
Общая характеристика сферического резервуара
28822
знака
12
таблиц
11
изображений
1 Общая характеристика сферического резервуара
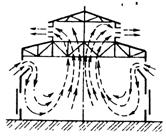
В целях экономного использования металла в различных отраслях химической промышленности строят резервуары в виде сфер различных диаметров. Сферические резервуары применяют для хранения сжиженных газов или газов под давлением 2—6 атм (рисунок 1). У нас часто применяются сферические резервуары объемом 600 и 2000 м3, однако экономически целесообразнее использовать более крупные. За рубежом такие конструкции достигают 30000 м3 и более.
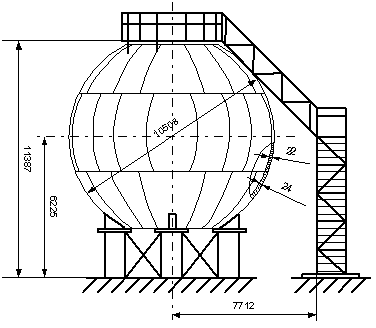
Рисунок 1 – Пример конструкции сферического резервуара
В сферических резервуарах лепестки соединяются встык, их толщина обычно составляет 10-30 мм и, как правило, не превышает 40 мм. Это ограничение толщины диктуется отсутствием термообработки конструкции после сварки.
Напряжения в стенке сферического резервуара определяют по формуле:

где ![]() - радиус сферы;
- радиус сферы;
![]() - толщина стенок.
- толщина стенок.
Напряжение в сферическом резервуаре в 2 раза меньше, нежели в цилиндрическом, при одинаковых радиусах и толщинах стенок. Поэтому вес сферических резервуаров меньше цилиндрических, но изготовление сложнее. За рубежом сферическими выполняют конструкции атомных реакторов.
2 Технология сборки и сварки сферического резервуара
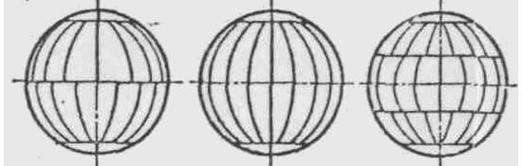
В нашей стране сооружают сферические резервуары вместимостью 600 и 2000 м3 на внутреннее давление до 18 кгс/см2. Тип раскроя оболочек приведен в таблице 4. Сферическую поверхность листовым заготовкам при толщине до 36 мм придают горячей штамповкой (типы раскроя а и в), при толщине до 28 мм — вальцовкой на специальных гибочных вальцах со сферическими валками (раскрой б). В последнем случае плоскую заготовку предварительно сваривают из листов, вырезают газовой резкой по копиру и затем вальцуют.
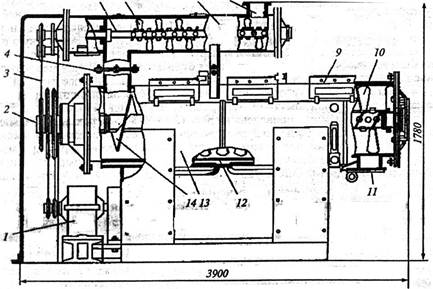
При раскрое типа а укрупнение блоков и их сварку под флюсом выполняют на шарнирно-качающихся стендах. Блоки собирают в полусферу на стенде (рисунок 2), подварку швов под последующую автоматическую сварку осуществляют вручную. После завершения сборки нижнюю полусферу кантуют и устанавливают на временную опору. На этом же стенде собирают верхнюю полусферу, затем поднимают ее и монтируют на нижнюю. Сборка заканчивается ручной подваркой замыкающего шва.
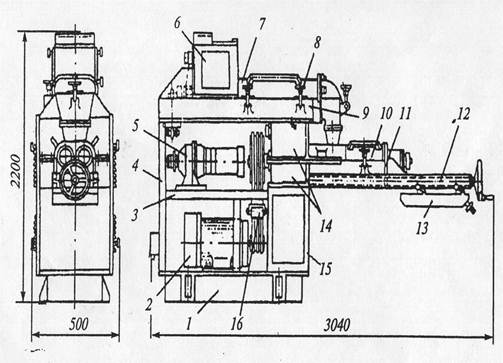
При раскрое типа б лепестки также предварительно укрупняют в блоки, причем для сферы вместимостью 2000 м3 каждый меридиональный лепесток собирают из двух заводских элементов (большого и малого). Для этого типа раскроя получил применение «вертикальный» способ сборки сферы. На временной опоре 1 (рисунок 3) устанавливают нижнее днище 2, к нему крепят трубчатую монтажную стойку 3 с верхним днищем 4 и монтажной люлькой 5.
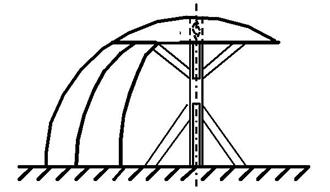
Рисунок 2 - Схема сборки полусферы на стенде
Таблица 3 - Типы раскроя оболочек
| Вместимость, м3 | Диаметр сферы, м |
а) б) в) Число элементов | ||
| 600 | 10,5 | 28 | 20 | - |
| 2000 | 16 | - | 54 | - |
Блоки 6 с распорками жесткости 7 поднимают в вертикальное положение и крепят с помощью сборочных планок и клиньев к днищам и друг к другу, а также временными прихватками к опорам 8, устанавливаемым на фундаменте. Затем блоки соединяют пр ихваточным швом, а перед установкой последнего блока удаляют трубы жесткости, монтажную стойку и люльку.
Сварку сферических резервуаров вместимостью 600—2000 м3 выполняют автоматом под флюсом с двух или одной стороны при вращении сферы на специальном манипуляторе, домкратное устройство которого приподнимает сферу над опорами после удаления временных прихваток. При толщине элементов 16 мм разделку кромок не осуществляют. При толщине 25 мм используют V-образную разделку, при толщине 34 мм — Х-образную. Последовательность выполнения швов следующая. Сначала выполняют меридиональные швы со стороны разделки кромок в несколько слоев. С другой (внутренней) стороны подварку корня шва производят без вырубки его за счет глубокого проплавления. Затем сваривают широтные и полюсные соединения.
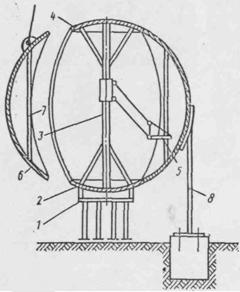
Рисунок 3 - Схема сборки сферического резервуара
При выполнении сборочных и сварочных работ над резервуаром целесообразно устраивать общее светопрозрачное пленочное покрытие. В этом случае условия работы лучше, чем под открытым небом, и облегчается сварка в среде защитного газа. За рубежом при сооружении резервуаров больших размеров монтаж осуществляют методом укрупнительной сборки лепестков заводского изготовления в блоки на монтажной площадке и их автоматической сварки под слоем флюса или в среде защитного газа, В проектное положение блоки монтируют последовательным наращиванием, швы между блоками выполняют в основном ручной сваркой покрытыми электродами или автоматами для сварки во всех пространственных положениях проволокой диаметром 1—1,2 мм в смеси аргон — углекислый газ со свободным формированием шва. Очередность установки блоков при монтаже сферы определяется расположением опор. При раскрое типа в монтаж можно начинать с экваториального пояса. К укрупненным блокам лепестков этого пояса приваривают опорные стойки и, устанавливая их на фундамент, монтируют весь экваториальный пояс. Затем на временный постамент укладывают нижнее днище и монтируют блоки нижнего пояса. После установки временной стойки монтируют верхнее днище и верхний пояс.
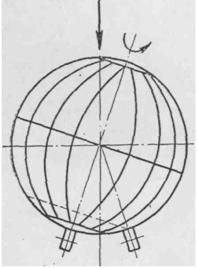
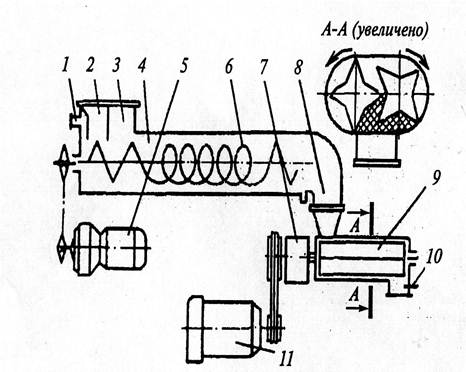
Рисунок 4 - Положение сферического резервуара при сварке полюсного шва
Положение резервуара на кантователе при сварке полюсного шва показано на рисунке 4. Одна из приводных станций манипулятора выключается, другая работает со скоростью 34 м/ч. При этом скорость сварки полюсного шва составляет около 17 м/ч.
Похожие работы
... осуществляться через запасной выход, находящийся в 5 метрах от дверей помещения. 5 Экономическая часть 5.1 Маркетинговое исследование научно-технической продукции В данном дипломном проекте разрабатывается линия по производству хлебобулочных изделий для предприятия малого бизнеса. К достоинствам данной линии можно отнести: создание данного производства позволит обеспечить население региона ...

... или технологических процессов; – при выборе технического решения обеспечить малоотходность производства и максимальную эффективность использования энергоресурсов. Задачи специалиста в области безопасности жизнедеятельности сводятся к следующему; – контроль и поддержание допустимых условий (параметры микроклимата, освещение и др.) жизнедеятельности человека в техносфере; – идентификация ...
... рисунков в формате А0-А1 со скоростью 10-30 мм/с. Фотонаборный аппарат Фотонаборный аппарат можно увидеть только в солидной полиграфической фирме. Он отличается своим высоким разрешением. Для обработки информации фотонаборный аппарат оборудуется процессором растрового изображения RIP, который функционирует как интерпретатор PostScript в растровое изображение. В отличие от лазерного принтера в ...
... в любых скальных породах не вызывает сомнения. Для понимания процесса формирования полезной емкости коллекторов рассмотрим некоторые факты, полученные за последние годы при изучении различных типов коллекторов нефти и газа. Многими работами последних лет достаточно убедительно показано, что основная полезная емкость коллекторов (терригенных и карбонатных) представляет собой поры, каверны и ...
0 комментариев