Навигация
Расчёт толщины стенки резервуара
28822
знака
12
таблиц
11
изображений
6. Расчёт толщины стенки резервуара
При изготовлении сферического резервуара применяют сталь 15ХСНД:
Её предел прочности sв=520мПа, предел тякучести sт=350 мПа.
Допустимое напряжение можно определить:
[s]р= sт/n , где n-коэффициент запаса=1,5
[s]р=350/1,5=233,3 мПа
Толщина стенки сферического резервуара определяется по формуле:
S0 = PR0/2s ,
где
P- давление жидкости в резервуаре=1,98 мПа
R0- радиус сферы=6м
s- напряжение в стенке резервуара, мПа
Из условия s£[s]р примем что s= [s]р=233,3 мПа
Подставив исходные данные P,R0,s в формулу получим:
S0 =1,98´6´103/233,3=23,5 (мм)
Примем толщину стенки S0=24мм
7. Расчёт объёма и площади поверхности сферы
Объём сферы определяется по формуле: V=4R03/3=4´4.13´63/3= 904.8 (м3) , примем V=905(м3)
Площадь поверхности сферы определяется по формуле:
S= pD2,
где D-диаметр сферы=12 м
S= pD2=3.14´(12´103)2=452.2´103(мм)
Для расчёта объёма резервуара наиболее предпочтительной является конструкция показанная в таблице на рисунке . При диаметре сферы d=12м и объёме резервуара V=905м3 число элементов(лепеcтков)nл составляет 24штуки.
8. Расчёт длины кольцевых и меридианных швов
Примем высоту шарового сегмента h0=1м, тогда h=d-2h0 , где
h0=высота шарового сегмента
![]()
![]()
![]() dсег=2a
dсег=2a
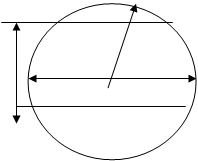
Радиус шарового сегмента находится по формуле
a=Öh0´(2R0-h) =1(12-1)=3.32м
Длина кольцевого шва равна: Lk =p dсег , где
dсег=диаметр сегмента=2a
Lk=3.14´6.64=20.8 (м)
Длина меридионального шва определяется по формуле
Lм=l=2pR0a/360 , где
a=центральный угол=1250, который был найден графическим путём, из построения графического резервуара в масштабе 1:100
Lм=l=2´3.14´6´125/360=13,09(м)
Ширина одного лепестка в зоне соединения со сферическим днищем составляет: ![]()
9. Проверочный расчёт кольцевого и меридианного швов
Давление распределяется равномерно по внутренней поверхности сферического резервуара. На сварные швы действует усилие N, которое стремится разорвать изделие: N=P×S , где S площадь днища (Sд) и сферической части без днищ (Sсф). Площадь днища определяется по формуле :
![]()
Площадь двух лепестков (Sсф2) сферической части резервуара без днищ определяется по формуле :
![]()
Напряжение, возникающее в кольцевом шве равно:

Напряжение, возникающее в меридиональном шве, между двумя лепестками сферической части резервуара рано:

Так как напряжения в кольцевом ![]() и меридиональном
и меридиональном![]() меньше допустимого sр
меньше допустимого sр
![]()
![]()
10. Конструкция стыка с размерами
Условное обозначение сварного соединения – С18.
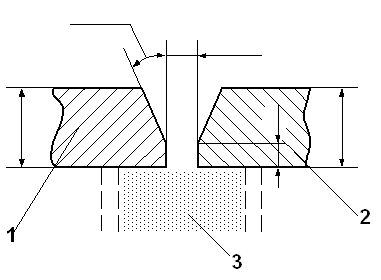
Рисунок - Конструктивные элементы подготовленных кромок свариваемых деталей:
1), 2) – соединяемые детали;
3) – флюсовая подушка.
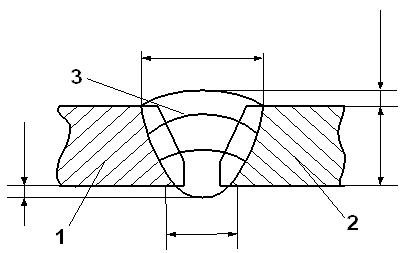
Рисунок - Конструктивные элементы сварного шва (швы №1 и №2, рисунок
1), 2) – соединяемые детали;
3) – сварной шов – трехслойный (выполнен за три прохода).
11. Определение параметров режима сварки
Таблица - Определение параметров режима сварки
| № слоя | Поляр. тока | dпп | Iсв (А) | U (В) | Vпп м/ч | V сварки(м/ч) |
| 1 | обратная | 2 | 150-200 | 30-34 | 90-120 | 15-25 |
| 2 | обратная | 2 | 200-400 | 32-34 | 90-120 | 25-35 |
| 3 | прямая | 5 | 350-600 | 36-40 | 90-120 | 25-40 |
| 4 | прямая | 5 | 500-800 | 38-40 | 90-120 | 30-40 |
| 5 | прямая | 5 | 700-1000 | 40-44 | 90-120 | 30-40 |
12. Условное обозначение сварных швов
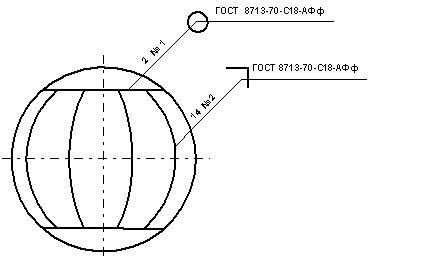
Рисунок - Обозначение сварных соединений
13. Дефеткы образующиеся при сварке
Остаточные сварочные напряжения и деформация.
Дефекты в соединениях бывают двух типов: внешние и внутренние. В сварных соединениях к внешним дефектам относят наплывы подрезы, наружные непровары и несплавления, поверхностные трещины и поры. К внутренним – скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения и др. В паяных соединениях внешними дефектами являются наплывы и натеки припоя, неполное заполнение шва припоем; внутренними – поры, вкючения флюса, трещины и др.
Качество сварных и паяных соединений обеспечивают предварительным контролем материалов и заготовок, текущим контролем за процессом сварки и пайки и приемочным контролем готовых сварных или паяных соединений. В зависимости от нарушения целостности сварного соединения при контроле различают разрушающие и неразрушающие методы контроля.
Заключение
В данной курсовой работе мной был спроектирован шарообразный резервуар предназначенный для хранения жидкости. Произведен выбор типа раскроя оболочки, типа и размеров проката, сварочной проволоки, флюса, формы разделки кромок и были определены параметры режима сварки. Из расчетов углеродного эквивалента следует, что сталь нужно сваривать только с предварительной термообработкой, подогревом в процессе сварки и последующей термообработкой. Показаны конструкции стыков с размерами и условные обозначения сварных швов. Были проведены расчеты по допустимым напряжениям и по предельным состояниям. Были рассчитаны толщина стенки шарообразного резервуара, объём сферы и площадь поверхности, длины меридианного и кольцевого швов. По проверочным расчетам кольцевого и меридианного швов был сделан вывод о работоспособности конструкции
Список использованных источников
1 Николаев Г.А., Курнин С.А., Винокуров В.А. Расчёт проектирование и изготовление сварных конструкций: учебное пособие для вузов. - М.: Высш.шк., 1971.
2 Сварка в машиностроении: Справочник в 4-х т. / Под ред. В.А. Винокурова - М.: Машиностроение, 1979-т.3.
3 Технология электрической сваркой металлов и сплавов плавленим / Под ред. Акад. Б.Е. Патона - М.: Машиностроение, 1974.
4 Николаев Г.А., Курнин С.А., Винокуров В.А. Автоматизация проектирования сварных конструкций: Учеб. пособие - М.: Высш. шк., 1983.
5 Сварка в машиностроении: Справочник / Под ред. Н. А. Ольшанского.-М.: Машиностроение, 1978-т.1.
6 Марочник сталей и сплавов / В.Г. Сорокин, А.В. Волосникова, С.А. Вяткин. Под общей ред. В.Г. Сорокина. – М.: Машиностроение, 1989.
6 ГОСТ 8713-79. Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
7 ГОСТ 9087-81. Флюсы сварочные плавленые. Техническая документация.
8 ГОСТ 19903-74. Прокат листовой горячекатаный. Сортамент.
9 ГОСТ 19521-74. Сварка металлов. Классификация.
Похожие работы
... осуществляться через запасной выход, находящийся в 5 метрах от дверей помещения. 5 Экономическая часть 5.1 Маркетинговое исследование научно-технической продукции В данном дипломном проекте разрабатывается линия по производству хлебобулочных изделий для предприятия малого бизнеса. К достоинствам данной линии можно отнести: создание данного производства позволит обеспечить население региона ...

... или технологических процессов; – при выборе технического решения обеспечить малоотходность производства и максимальную эффективность использования энергоресурсов. Задачи специалиста в области безопасности жизнедеятельности сводятся к следующему; – контроль и поддержание допустимых условий (параметры микроклимата, освещение и др.) жизнедеятельности человека в техносфере; – идентификация ...
... рисунков в формате А0-А1 со скоростью 10-30 мм/с. Фотонаборный аппарат Фотонаборный аппарат можно увидеть только в солидной полиграфической фирме. Он отличается своим высоким разрешением. Для обработки информации фотонаборный аппарат оборудуется процессором растрового изображения RIP, который функционирует как интерпретатор PostScript в растровое изображение. В отличие от лазерного принтера в ...
... в любых скальных породах не вызывает сомнения. Для понимания процесса формирования полезной емкости коллекторов рассмотрим некоторые факты, полученные за последние годы при изучении различных типов коллекторов нефти и газа. Многими работами последних лет достаточно убедительно показано, что основная полезная емкость коллекторов (терригенных и карбонатных) представляет собой поры, каверны и ...
0 комментариев