Навигация
Проектування нової конструкції шнекової фрези
24684
знака
0
таблиц
6
изображений
1. Фрези. Загальні відомості
1.1 Призначення, класифікація фрез
Фрезерування широко застосовують у машинобудуванні та приладобудуванні для оброблювання різних поверхонь корпусних і призматичних деталей, а також гвинтових поверхонь деталей тіл обертання.
Фрезерування є високопродуктивним, простим і в багатьох випадках достатньо точним методом оброблювання.
Фрези належать до найпоширеніших видів багатолезових інструментів у металообробній промисловості. За призначенням вони діляться на інструменти для оброблювання площин, фасонних поверхонь, пазів, виступів, для прорізування, відрізання, нарізання різі та зубців (рис.2.1). Жодний інструмент не має такої різноманітності типів, як фреза. Незалежно від типу вона представляє собою тіло обертання, на зовнішній циліндричній чи конічній і торцевій поверхнях якого нарізані зубці. Кожний зубець фрези за геометричними параметрами можна розглядати як різець.
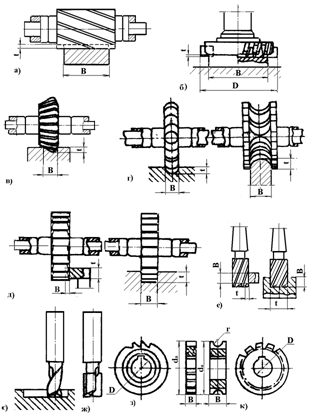
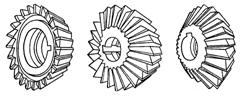
Рис.1.2.Кутові фрези
Фрезами можна обробити фасонні деталі, не використовуючи для цього ні спеціального спорядження, ні робітників високої кваліфікації. Здебільшого фрезерування за своїми технологічними можливостями, продуктивністю, економічністю, вартістю є вигіднішою операцією порівняно з іншими видами оброблювання. У деяких випадках фрезерування є єдиним методом механічного оброблювання, наприклад утворення паза для півкруглої шпонки тощо.
Залежно від виду оброблюваної поверхні рівномірний рух подачі може бути прямолінійно-поступальним, обертальним чи гвинтовим.
Класифікують фрези за такими ознаками:
· за конструкцією зубців – затиловані і незатиловані (з гострокінцевими зубцями);
· за формою оброблюваної поверхні – для оброблювання площин, пазів, фасонних поверхонь, шлиців, для оброблювання тіл обертання, для розрізування;
· за конструкцією – суцільні; із вставними зубцями; складені з двох або декількох частин; комплектні з кількох штук на одній оправі тощо;
· за поверхнею, на якій розміщені зубці – циліндричні із зубцями, розміщеними на циліндричній поверхні; дискові;
· з зубцями, розміщеними на циліндричній і одній чи двох торцевих поверхнях; торцеві – з зубцями, розміщеними в площині, перпендикулярній до осі фрези; кутові або конічні – зубці розташовані на конусних поверхнях;
· фасонні – з зубцями, розміщеними на поверхні з криволінійною твірною;
· за формою зубців – із прямими зубцями; із гвинтовими зубцями правого чи лівого напрямку; з кутовими зубцями; з різноскерованими зубцями;
· за способом закріплення – з отвором (насадні); з циліндричним чи конічним хвостовиком (кінцеві);
· за профілем зубців – різе- та зубонарізувальні; рівцеві (для рівців осьових інструментів).
Незатиловані фрези (з гострокінцевими зубцями) становлять найбільшу групу як за різновидом, так і за призначенням. Сюди відносяться циліндричні, торцеві, дискові, круглі, кінцеві фрези, відрізні пили тощо. Вони мають більшу стійкість і забезпечують мешу шорсткість обробленої поверхні, ніж фрези із затилованими зубцями. Вони широко застосовуються завдяки простоті їх виготовлення.
Всі перераховані типи фрез, незважаючи на їх відмінність, мають спільні конструктивні елементи. До них відносяться: зовнішній діаметр фрези D, діаметр отвору d для насадних фрез (шпонковий рівець, виточина) і хвостовик для кінцевих фрез, число зубців z, кути тіла зубця і западини, форма зубця, остружколами, кути різальної частини зубця фрези.
Діаметр фрези D впливає не тільки на процес фрезерування, а й на вибір конструктивних елементів. Із збільшенням D збільшується величина врізання, машинний час оброблювання tмаш, зменшується товщина зрізу та навантаження на кожне різальне лезо, покращується відведення тепла внаслідок більшої поверхні дотику з оброблюваною деталлю, підвищується стійкість фрези, оскільки це дає змогу збільшити число масивніших зубців, що спричиняють роботу з більшою віддачею на зубець.
З огляду конструктивного оформлення фрези збільшення її діаметра дає конструктору можливість ширшого вибору числа зубців, їх форми і розмірів, як і форми та розмірів западини, діаметра отвору під оправу, товщини тіла корпуса.
Доцільно брати мінімальні значення зовнішнього діаметра фрези, за яких забезпечуються раціональні режими різання, допустимий прогин оправи, достатня товщина тіла фрези.
1.2 Характеристика зуборізальних інструментів
Для нарізання зубчастих коліс застосовують зуборізальні інструменти. Їх конструкція визначається формою та розмірами зубців коліс, кінематикою процесу оброблення та умовами роботи інструменту.
Належний вибір форми зубців забезпечує передавання великих потужностей та швидкостей. Правильна форма зубця залежить як від її геометрії, так і від методу її отримання. У цьому сенсі провідну роль поряд з іншими факторами відіграють інструменти, які безпосередньо формують зубці колеса.
Висока якість зубчастого зачеплення зумовлена належною точністю інструмента: чим простіший інструмент, тим легше й точніше його виготовити.
Найраціональнішим зачепленням сучасних коліс є евольвентне зачеплення, що забезпечує найбільшу простоту, підвищену точність і найменшу вартість інструменту. Таке зачеплення спрощує та здешевлює складання зубчастих коліс, дозволяє без всяких збитків для якості передачі змінювати відстань між центрами коліс, що зовсім не допустимо для циклоїдного зачеплення. Евольвентне зачеплення дозволяє коригувати зубчасту передачу без застосування спеціальних вимог до виробництва.
Зуборізальні інструменти належать до категорії найскладніших і специфічних щодо проектування, виготовлення та експлуатації інструментів. Тому всі питання щодо їх створення необхідно вирішувати комплексно з врахуванням їх конструктивних особливостей та призначення.
Від різальних інструментів передусім залежить утворення правильної форми зубців колеса, що найбільше впливає на якість зубчастої передачі стосовно плавності та точності роботи, контакту зубців.
Різні типи та особливості конструювання зуборізальних інструментів диктуються типами зубчастих передач, що знаходять застосування у машинобудуванні. Конструкція зуборізальних інструментів визначається формою та розмірами зубців коліс, кінематикою процесу оброблювання та умовами роботи інструменту.
У процесі їх проектування доводиться стикатись не лише з різальними елементами, а й з факторами, які випливають із законів евольвентного зачеплення, що є однією з основних причин складності розрахунку зуборізальних інструментів.
Суттєвим недоліком, притаманним майже всім зуборізальним інструментам, є малі та різко змінні передні та задні кути на бокових профілювальних лезах. Визначення вихідних кутів леза зумовлюється як мінімально допустимими значеннями кута у найнесприятливіших точках бокових різальних лез, так і спотвореннями профілю нарізуваного виробу. У наслідок цього вибір відправних значень обмежений і задні та передні кути знаходяться в межах ![]() . Ці значення кутів є замалими, внаслідок чого зуборізальні інструменти працюють у несприятливих умовах.
. Ці значення кутів є замалими, внаслідок чого зуборізальні інструменти працюють у несприятливих умовах.
Зубчасті вироби (колеса, шнекові вали, зірочки, зубчасті сектори тощо) можна обробити двома методами – копіюванням та обкочуванням.
Метод копіювання полягає в оброблюванні зубчастих виробів інструментами, профіль зубців яких відповідає формі западини зубця. До таких інструментів належать пальцеві та дискові фрези, протяжки для прямозубчастих та коліс з похилими зубцями, зубодовбальні багатолезові головки та інші спеціальні інструменти.
Метод обкочування полягає у створенні умов, коли центроїди інструменту та нарізуваного виробу обкочуються одна по одній без ковзання. За цих обставин профіль нарізуваного виробу утворюється в процесі оброблення як обвідна різних положень різальних лез інструменту. До таких інструментів належать шнекові фрези, довбачі, зуборізальні гребінки, шевери, зубостругальні різці, зуборізальні головки, обкочувальні різці, які працюють за методом точіння.
Метод обкочування належить до прогресивних методів оброблення зубчастих виробів як щодо продуктивності, так і точності. За цим методом можна нарізати зубчасті колеса в діапазоні модулів 0,1…40 мм 5…11 ступенів точності. Його застосовують у індивідуальному, серійному та масовому виробництвах.
Метод копіювання має вужчу область застосування; індивідуальне (пальцеві та дискові фрези) і деякі випадки масового виробництва зубчастих коліс 9 – 12 ступенів точності. Він придатний для оброблення великомодульних зубчастих коліс (модулем понад 20 мм), коли трудно застосувати та виготовити інструменти, що працюють методом обкочування.
Переважно для оброблення зубчастих коліс модулів до 30 мм найефективнішим є зубофрезерування шнековими фрезами. Вони забезпечують точність зубчастих коліс з вимогами 5…11 ступенів точності (стандарти ГОСТ 1643-81 і ГОСТ 9178-80) і високу продуктивність порівняно із зубодовбанням, зубоструганням, фрезеруванням зубців.
0 комментариев