Навигация
Производство формового хлеба
22886
знаков
3
таблицы
5
изображений
Министерство образования и науки Украины Одесская Национальная Академия Пищевых Технологий
Кафедра АПП
Курсовой проект
на тему:
"Производство формового хлеба"
Выполнил: Безручко А.Ю.
Студент: 3-го курса
Факультет: АКС и УП
Специальность: 501
Шифр: 070046
Проверил: Муратов В.Г.
Одесса – 2010
Реферат
Цель данного курсового проекта - научиться формулировать задачи технологического контроля согласно к требованиям технологического процесса; проектировать системы технологического контроля согласно к задачам технологического контроля; правильно выбирать стандартные технические средства технологического контроля и рассчитывать отдельные измерительные каналы.
Работа содержит: вступление, в котором решается задача автоматизации производства формового хлеба, описание технологического процесса формовки хлеба; проведена работа по разработке системы технологического контроля, а также синтеза и анализа измерительного прибора.
Содержание
Введение
1. Описание ТП производства формового хлеба
2. Анализ нормативов ведения технологического процесса и эксплуатации технологических машин
3. Формулирование задач системы технологического контроля
4. Разработка системы технологического контроля и выбор технических средств измерений
5. Анализ и синтез измерительного устройства в заданном канале измерения
Заключение
Список литературных источников
Введение
С изменением и увеличением требований к качеству пищевых продуктов, переходным процессам и технологическим процессам в целом - возникает необходимость изменять, дополнять, и создавать заново технологические измерительные системы, соответствующие технологическим требованиям и установленным стандартам.
Требования, предъявляемые к технологическим измерительным системам: надёжность, максимальная требуемая точность, минимальная погрешность, оптимальные быстродействие и стоимость, должны содержать минимум нестандартных компонентов.
Целью данного курсового проекта является: научится формулировать задачи технологического контроля в соответствии с требованиями технологического процесса; проектировать системы технологического контроля в соответствии с задачами технологического контроля; правильно выбирать стандартные технические средства технологического контроля и рассчитывать отдельные измерительные каналы.
1. Описание технологического процесса производства формового хлеба
Технология производства хлеба складывается из ряда процессов. Основными этапами технологического процесса является:
1) прием и хранение муки на хлебозаводе;
2) приготовление теста;
3) разделка теста;
4) выпечка продукции;
5) охлаждение и хранение хлеба в экспедиции.
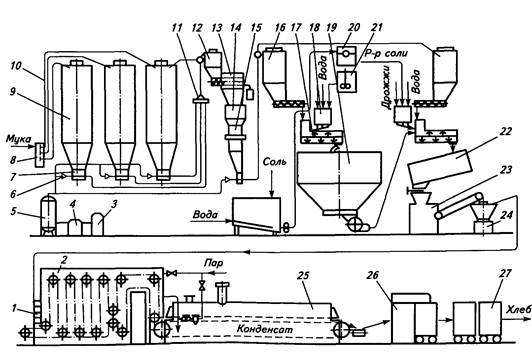
Прием и хранение муки на хлебозаводе. Мука на хлебозавод поступает бестарно в автомуковозах либо тарно в мешках, и хранится в специальных бункерах. Установка для бестарного хранения муки предусматривает возможность приема муки как из муковоза по трубопроводу, так и из мешков с пневмотранспортированием ее в бункера для хранения. Выгрузка муки из бункеров и ее подача на производство осуществляется системой пневмотраспортирования, включающей в себя компрессорную установку с устройствами для влаго-маслоотделения, камерные и шлюзные питатели, транспортный трубопровод и переключатели направления потока.
Поступающая на хлебозавод мука, дрожжи и другое сырье подвергается лабораторному анализу, целью которого является проверка соответствия сырья стандартам и установление его хлебопекарных свойств.
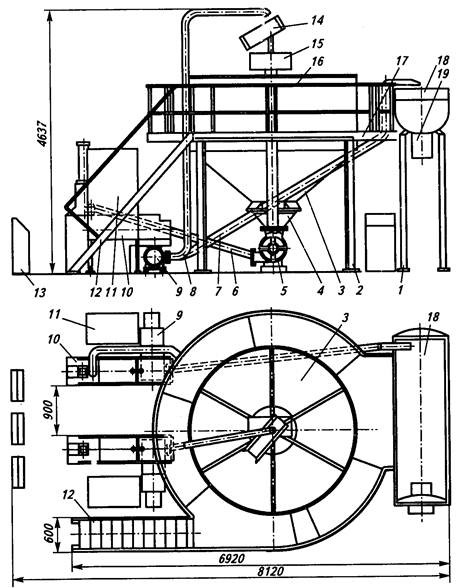
Приготовление теста, т.е. замес опары и ее брожение, замес теста и его брожение, осуществляется порционно. На стадии подготовки сырья происходят механические процессы смещения (валка муки), разделения (просеивание муки, фильтрование растворов, суспензий и эмульсий), растворения сахара, соли и др. Участок приготовления полуфабрикатов включает в себя активацию прессованных дрожжей, приготовление жидких дрожжей, заквасок, опар и других полуфабрикатов, которые охватывают большое количество разнообразных процессов.
При приготовлении опары и теста используются тестомесильные машины с подкатными дежами. Приготовление теста осуществляется по двухфазной технологической схеме с жидкой первой фазой (опарой). Замес исходной питательной смеси для жидкой опары производится в тестомесильной машине, в которую дозаторами подается вода заданной температуры, раствор дрожжей и мука. Замес опары продолжается до 5 минут, а замес теста – 7-8 минут.
Питательная смесь, имеющая влажность 65-67% выбраживает в течении 3-5 ч, и затем опять замешивается. Брожение опары и теста наиболее благоприятно проходит при температуре 30..32 °С и относительной влажности воздуха 75..80%, для поддержания этого режима используются установки для кондиционирования воздуха. Кроме жидкой опары в тестомесильную машину через дозаторы подаются мука, раствор сахара и соли. В тестомесильной машине происходит замес теста с интенсивной механической обработкой; замешенное тесто поступает в устройство для брожения, где тесто выбраживает в течении 20-30 мин. После замеса опары и теста происходит процесс спиртового брожения, вызванный дрожжами. Углекислый газ, выделяющийся при брожении, наряду с этиловым спиртом разрыхляет тесто, что приводит к увеличению его объема. С целью улучшения структуры и физических свойств теста в процессе брожения производится обминка. Механическое воздействие рабочего органа тестомесильной машины улучшает структуру и физические свойства теста.
Разделка теста включает в себя деление его на куски, придание им формы, свойственной изделиям, и расстойку сформованных изделий.
Выброженное тесто подается на разделку в тестоделительную машину (деление его на куски), затем в тестоокруглительную машину (куски округляются) и закаточную машину (придание батонообразной формы). Сформованные тестовые заготовки, надрезчиком производится их нарезка, укладываются в шкаф окончательной расстойки, а затем они укладываются на под печи, проходя через пекарную камеру, где они выпекаются.
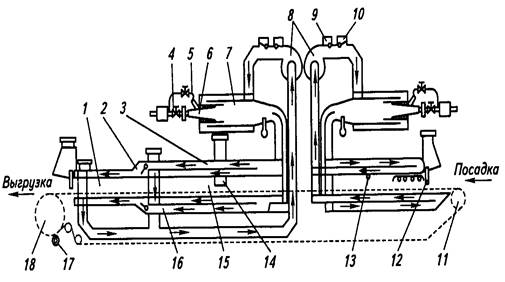
После заполнения люлек заготовками цепной конвейер выравнивателя шага - загрузчика останавливается. В это время люльки поворачиваются, и тестовые заготовки перекладываются из люлек загрузчика в люльку шкафа для расстойки. Затем опрокинутые люльки возвращаются в исходное положение, конвейер выравнивателя шага - загрузчика начинает двигаться и цикл загрузки шкафа начинает повторяться. За цикл укладки тестовых заготовок на люльку шкафа для расстойки цепной конвейер шкафа продвигается на шаг между люльками, и подает под загрузку следующую люльку.
Окончательная расстойка необходима для разрыхления теста перед выпечкой. Надрезчик-опрыскиватель начинает работать в момент выхода на позицию надрезки очередной люльки печи с тестовыми заготовками. Включение ЭД привода надрезчика происходит от конечного выключателя, сблокированного с приводом выравнивателя шага-загрузчика. Каретка надрезчика начинает двигаться над очередным рядом заготовок, надрезая их. В это время при помощи форсунки смачиваются ножки, и опрыскиваются уже надрезанные тестовые заготовки. Вода в форсунку надрезчика подается по гибкому шлангу.
Надрезанные тестовые заготовки поступают в пекарную камеру печи. Пройдя пекарную камеру печи, готовый хлеб укладывается на транспортер.
Выпечка - это процесс прогрева расстоявшихся тестовых заготовок, при которых происходит переход их из состояния теста в состояние хлеба. Для выпечки хлеба и хлебных изделий обычно применяются печи, в которых теплота выпекаемой тестовой заготовки (ВТЗ) передаются термоизлучением и конвекцией при температуре теплоотдающих поверхностей 300-400 0C и паровоздушной среды пекарной камеры 200-250 0C.
Топливо сжигается в топке, температура продуктов сгорания идущих на обогрев пекарной камеры составляет 1300-1400 0С и снижается до 450-480 0С за счет рециркуляции части газов на выходе из рабочего пространства печи. Смешанные с рецикуляционными газами продукты сгорания по системе газоходов поступают в каналы обогрева. Охлажденные до температуры 260-280 0С газы отводятся рециркуляционным вентилятором.
Описание конструкции технологического агрегата и особенностей его эксплуатации.
Универсально хлебопекарная печь используется для выпечки хлеба и хлебобулочных изделий. Может отапливаться светильным газом, природным газом, пропан-бутаном, легким топливным маслом или электрическим обогревом.
Начало работы печи осуществляется путем запуска конвейера и предварительной продувки топки и газоходов. Для этого включаются вентиляторы ВВ и ГВ, обеспечивается нагнетание воздуха на горелку топки. После продувки через 5 минут в топке обеспечивается разряжение, а затем в топку подают газ. Для розжига топки подают в течение 15 сек питание на запальное устройство. Если по окончании розжига факел не появился, то прекращают подачу газа в топку, топку и газоходы продувают и, при необходимости, повторяют попытку розжига. Если необходимости в нескольких попытках нет или заданное число попыток розжига исчерпано, то прекращают циркуляцию воздуха и останавливают конвейер.
После появления факела производится прогрев и вывод печи на заданный тепловой режим – 300С°. Привод конвейера печи осуществляется электродвигателем через ременную передачу и вариатор скорости. Очистка конвейера от отходов происходит путем включения очистительного устройства.
Общая конструкция печи состоит из обогревательных элементов, которые после сборки образуют печное пространство в виде туннеля. Сквозь печное пространство проходит верхняя ветвь транспортной ленты. Далее печь состоит из следующих основных составных частей: главный вентилятор, горелочный комплект, узел привода, вентилятор отвода соковых паров, устройство для запаривания, камера сжигания, коллекторная камера, смесительная камера, каналы, противовзрывной клапан, рама, изоляция, кожухи, пульт управления, предохранительные устройства, регулятор температуры газов сгорания, защитный термостат. В случае натуральной оттяжки вспомогательный вентилятор не устанавливается.
Изменение времени выпечки производится от управляющего устройства, размещенного на цифровом указателе времени выпечки, находящемся на панели управления.
Печь термически изолирована минеральным войлоком для снижения потерь тепла. Изоляционный материал негорючий, выдерживает температуры до 700 °С и долговременно сохраняет свои теплоизолирующие свойства.
Дымосос – вентилятор вынужденного отвода продуктов сгорания обеспечивает стабильные тяговые отношения при отводе продуктов сгорания. Рабочие условия вентилятора можно регулировать как изменением числа оборотов, изменением диаметра шкива, так и с помощью дроссельной заслонки на всасывающем патрубке. Его функция обеспечивается датчиком контроля разности давлений между всасывающим и напорным патрубками. В случае, когда разность давлений равна нулю, подача тепла прекращается автоматической блокировкой горелки, т.к. ее нельзя пускать в ход.
Устройство для запаривания (увлажнения) состоит из системы паровых труб с форсунками для подачи пара. К трубкам пар подводится системой арматуры, оснащенных конденсационным горшком, контрольным термометром контрольным манометром. Соединение трубок с системой арматуры подачи осуществлено с помощью специальных шлангов. Для увлажнения используют водяной пар низкого давления, не содержащий конденсат.
Горелочный комплект подготавливает топливо для более полного сжигания в тубусе печи. Газовый горелочный комплект меняется в зависимости от вида топлива и избыточного давления.
Автоматический контроль плотности электромагнитных газовых клапанов состоит из следующих основных частей:
- главный электромагнитный клапан (соленоид);
- предохранительный электромагнитный клапан;
- датчик давления газа;
- программирующее устройство для проверки плотности клапанов.
Автоматический контроль плотности электромагнитных клапанов обеспечивает исключение возможности пуска горелки в случае, когда один из ее клапанов не плотный. В случае не плотности горелка блокируется и ее нельзя пустить в ход.
Предохранительный термостат предохраняет печь в случае отказа системы регулировки температуры продуктов сгорания от перегрева.
Количество тепла, необходимое для выпечки изделий, поставляется автоматической системой горелок. Образующиеся горячие продукты сгорания передают тепло посредством всех отопительных элементов в печном пространстве.
Пространство отопления – циклотерм – образует закрытое кольцо циркуляции продуктов сгорания, которое тщательно и последовательно отделено от печного пространства и производственного помещения. Представляет собой систему с непрямым обогревом излучением тепла. Циркуляционный вентилятор вместе с вентилятором вынужденного отвода избыточных продуктов сгорания поддерживает все пространство отопления под постоянным разрежением. Тем самым обеспечивается, что продукты сгорания не могут проходить в печное пространство и производственное помещение. Первая термическая зона входной части печи оснащена вставленным устройством для запаривания с плавно устанавливаемым количеством подводимого водяного пара для запаривания. Конструкционное исполнение устройства для запаривания обеспечивает равномерное и оптимальное распределение пара по всей ширине печного пространства.
Таким образом получается безупречное запаривание кусков теста выпекаемых изделий при оптимальном расходе пара для запаривания.
Продукты выпечки – соковые пары, излишки пара для запаривания – отводятся из отдельных температурных зон посредством натуральной оттяжки соковых паров.
Линия компонуется с люлечно-подиковой печью типа ФТЛ-2. Опара и тесто готовятся в тестомесильном агрегате непрерывного действия. Тестовые заготовки, выходящие из делителя, после округления и предварительной расстойки на транспортере формуются в закаточной машине и поступают в загрузчик расстойного шкафа. Люльки с расстоявшимися тестовыми заготовками опрокидываются на подики печи. Выпеченные батоны выгружаются на ленточный транспортер.
Похожие работы
... (8.13) составит: 325,35 тыс. р. 8.4 Расчет годового экономического эффекта и показателей рентабельности капиталовложений Годовой экономический эффект, обусловленный внедрением проекта реконструкции линии производства формового хлеба путем установки дополнительной тестомесильной машины и модернизации существующего и вновь установленного оборудования, составит где Ен - нормативный ...
... хлебзаводы вынуждены консервировать технологические линии, сокращать рабочие места, увеличивать затраты на производство и реализацию продукции, прекращать инвестиции. В новых условиях работы хлебопекарной промышленности требуются новые подходы к разработке ассортимента изделий, роль которых в организации потребления должна существенно возрасти. Задача повышения объемов потребления хлеба требует ...
... сформированных тестовых заготовок. После расстойки тестовые заготовки могут подвергаться надрезке (батоны, городские булки и др.); — гидротермическая обработка тестовых заготовок и выпечка хлеба; — охлаждение, отбраковка и хранение хлеба. 2. Производство подового хлеба 2.1 Машинно-аппаратурная схема линии производства подового хлеба Машинно-аппаратурная схема линии производства ...
... и др. осуществляют производство этих смесей. 1. Технологическая часть 1.1 Обоснование и описание выбора технологических схем и оборудования Технологическая схема производства любого вида хлебного изделия включает в себя последовательность отдельных технологических этапов и операций, выполнение которых позволяет получать изделия, отличающихся наилучшим качеством. Процесс производства ...
0 комментариев