Навигация
Нормы расхода сырья определены с учетом расходного коэффициента =1,046
36881
знак
17
таблиц
0
изображений
2. Нормы расхода сырья определены с учетом расходного коэффициента =1,046.
При изготовлении труб из полиэтилена другой плотности расчетные значения норм расхода уменьшаются на коэффициент К=р/0,95.
Температура воспламенения полиэтиленовых труб около 300°С, температура самовоспламенения 400°С. Полиэтиленовые трубы относятся к группе сгораемых, подгруппе трудновоспламеняемых материалов. При производстве труб из полиэтилена необходимо соблюдать требования пожаро- и взрывобезопасности в соответствии с ГОСТом 12.1.004-85, ГОСТом 12.3.002-75. При загорании труб тушить всеми известными способами пожаротушения. Характеристика материалов и продуктов по пожароопасности и взрывоопасности приведена в таблице 13.
Таблица 11
Основные правила безопасного ведения производственных процессов
| Технологическая операция | Наименование оборудования | Опасные и вредные производственные факторы по ГОСТ 12.0.003-75 | Средства защиты по ГОСТ 12.4.011 - 89 | Безопасные приемы и методы работы по ГОСТ 12.3.002-75 | |
| Коллективные | Индивидуальные | ||||
| 1.Загрузка полиэтилена (сушка) | Сушилка | Падение с площадки, электроопасность, термический ожог | Заземление, ограждение, резиновые коврики, наличие освещения | Хл оп чато б у м аж -ный костюм, головной убор, спец. обувь, рукавицы. | Загрузку полиэтилена производить в соответствии с нормами подъема тяжести, не допускать рассыпание полиэтилена. Проверка исправности площадки и лестницы |
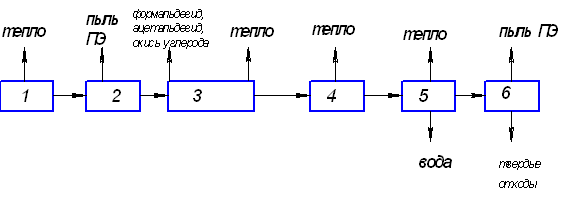
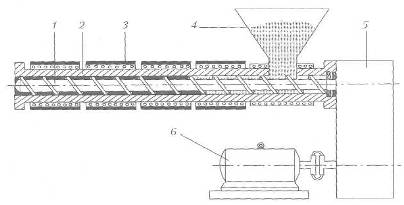
| 2. Экструзия трубной заготовки | Червячный пресс | Выделение паров формальдегида, ацетальдегида, электроопасность, термический ожог, травмирование рук прижатием трубой. | Устройство вентиляции и очистки воздуха. Устройство защитного заземления, устройство ограждения, изолирующие устройства и покрытия. | То же | Проверить исправность оборудования, заземления, вентиляции. Проверить наличие и исправность ограждений. |
| 3. Резка | Отрезное устройство | Травмирование рук дисковой пилой | Устройства: оградительные, предохранительные, тормозные, блокировочные. | То же | Проверить исправность ограждений, исправность блокировок. |
| 4.Намотка трубы | Намоточное устройство | Попадание рук в закаточное устройство | Устройства: оградительные, предохранительные, тормозные, блокировочные | Хлопчатобумажный костюм, головной убор, спец. обувь, рукавицы | Пользоваться средствами индивидуальной защиты, соблюдать инструкцию по технике безопасности |
| 5.Отвод трубы | Тянущее устройство | Попадание рук под прижимные траки | То же | То же | То же |
Таблица 12
Характеристика материалов и продуктов по вредности, действию на организм, требования безопасности
| Наименование материала и продукта | Характеристика по ГОСТ 12.1.005-88 | Действие на организм | Технологическая операция | Наименование оборудования | Требования безопасности по ГОСТ 12.1.005-88 и требования к контролю за содержанием веществ в воздухе рабочей зоны. Обеспечение общеобменной приточной вентиляции | ||
| класс опасности | ПДК, мг/м3 | агрегатное состояние | |||||
| 1.Формальдегид | 2 | 0,5 | п | Вызывает раздражение сенсибилизирующее действие | Экструзия трубной заготовки | Червячный пресс | Обеспечить оборудование вытяжной вентиляцией. Периодический контроль содержания веществ в воздухе рабочей зоны. Обеспечение общеобменной приточной вентиляцией |
| 2. Ацетальдегид | 3 | 5,0 | п | Общее токсическое действие | То же | То же | То же |
| 3. Органическая кислота (в пересчета на уксусную кислоту) | 3 | 5,0 | п | То же | То же | То же | То же |
| 4. Окись углерода | 4 | 20,0 | п | То же | То же | То же | То же |
| 5 Аэрозоль полиэтилена | 3 | 10,0 | а | Вызывает раздражение верхних дыхательных путей | То же | То же | То же |
Охрана окружающей среды
В процессе производства полиэтиленовых труб образуются полиэтиленовые отходы, которые делятся на 2 группы: безвозвратные и возвратные.
Возвратные отходы полиэтилена образуются при запуске и наладке линии, при контроле качества труб, регулировке технологических параметров. Возвратные отходы собираются и сдаются на склад для дальнейшей переработки и использования в производстве.
Невозвратные отходы полиэтилена образуются при приеме, хранении, транспортировке и растаривании сырья, включая потери в виде летучих при экструзии, сушке и пыли при резке. Количество и место образования отходов указано в разделе 5 «Материальный баланс».
На предприятии также образуются отходы, представленные в таблицах 14,15.
Разрешение на размещение отходов № 37/395-г получено 01.07.2000.
При температурах, превышающих температуру плавления полиэтилена, возможны выделения оксида углерода, формальдегида, уксусной кислоты, альдегидов. Проект нормативов предельно-допустимых выбросов (ПДВ) разработан на основании инвентаризации источников выбросов вредных веществ в атмосферу. Действующих источников выбросов вредных веществ на предприятии-4. В атмосферу выбрасываются загрязняющие вещества 5 наименований общим количеством -1,4227 т/год,
из них: 2 класс опасности-0,0264 т/год (1 вещество)
Похожие работы
... Наименование источников информации, по которым проводился поиск Научно-техническая документация Патентная документация Способы изготовления полиэтиленовых труб Совершенствование технологии производства полиэтиленовых газопроводных труб для повышения качества продукции РФ МПК6 F16L 9/08 - 9/12 МПК7 B29D 23/00 Реферативный журнал «Химия. Технология полимерных материалов». ...
... 2000 – №20, 2006 www.fips.ru с 1995 по 2006 года 1.3 Характеристика исходного сырья, вспомогательных материалов и готовой продукции Качественные показатели полиэтилена низкого давления марки 277–73 соответствуют ГОСТ 16338–85 [33, 34] и приведены в таблице 1.3. Таблица 1.3 № п/п Наименование показателя Значение показателей 1 Плотность, г/см3 0,958–0,964 2 Показатель ...
... отходы 1270,22 6,3511 2095,863 1,945 5. Потери 659,973 3,299865 1088,955 1 Итого 65997,3 329,9865 108895,5 100 4. Разработка контроля и автоматики технологического процесса производства поливинилхлорида Применение методов и средств автоматизации позволяет повысить производительность труда, уменьшить брак и потери. Конечной целью автоматизации является создание полностью ...
... ). В зависимости от состава сырья, используемого для производства той или иной смолы, настраиваются технологические режимы, подбираются химические добавки (реагенты) и дозаторы. Технологический процесс производства полиэфирных смол состоит из следующих стадий: • подготовка и загрузка в реактор исходного сырья; • поликонденсация под атмосферным давлением; • поликонденсация под вакуумом; • ...
0 комментариев