Навигация
Разработка процесса восстановления ступенчатого вала
42376
знаков
2
таблицы
7
изображений
АННОТАЦИЯ
Гришунов Д. Е. «Разработка процесса восстановления ступенчатого вала» Курсовой проект , 24 страница,1 таблица, 6 рисунков.
Данный курсовой проект состоит из двух основных частей: технологической и конструкторской. В курсовом проекте произведены конкретные расчёты ремонтных размеров, режимов резания, разработана технология восстановления ступенчатого вала с помощью наплавки под флюсом и электродуговой сваркой, приведено оборудование для выполнения процесса и выполнен чертеж приспособления для обработки детали и вала с изношенным и восстановленным размерами.
Данный курсовой проект выполняется для усвоения ранее полученных знаний по расчёту и для получения навыков по разработке технологического процесса восстановления деталей.
ВВЕДЕНИЕ
На современном этапе формирования рыночных отношений в экономике России широкое развитие сети малых предприятий автотехобслуживания способствует развитию предпринимательской активности, получению населением дополнительных доходов, увеличению количества рабочих мест и работающего населения, в том числе на условиях неполной занятости, т.е. помимо основной работы.
Особое внимание уделяется совершенствованию форм организации обслуживания населения услугами по ремонту транспортных средств.
Автомобильный парк России с каждым годом увеличивается, модернизируется конструкция, улучшаются характеристики автомобилей (карбюратор заменяется впрыском, устанавливаются электронные системы зажигания, бортовые компьютеры и т.д.) и возникает потребность в более качественном обслуживании и ремонте. В этих условиях значительно возрастает роль службы ремонта автотранспорта.
Для наиболее полного удовлетворения спроса населения на услуги по ремонту автомобилей, повышения культуры обслуживания, улучшения качества, сокращения сроков выполнения заказов открываются мелкие предприятия на которых внедряются рациональные технологические процессы ремонта автомобилей, современное оборудование и контрольно-измерительная аппаратура, средства механизации и автоматизации, широко внедряются новые формы обслуживания населения.
Подготовка специалистов в нашем университете направлена на то, что специалист сервиса – это человек, который имеет научную и практическую подготовку в совершенстве владеет своей специальностью.
1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1 Неисправности и их классификация
Об исправной работе технологического оборудования обычно судят по тому, насколько его состояние в данный момент соответствует всем требованиям, установленным как в отношении основных параметров, характеризующих нормальное выполнение заданных функций, так и второстепенных, характеризующих удобства эксплуатации, внешний вид и т. п. Любое несоответствие хотя бы одному из требований основных или второстепенных параметров свидетельствует о наличии неисправности.
Несоответствие требованиям второстепенных параметров обычно освещается в конструктивных описаниях и в инструкциях по эксплуатации технологического оборудования и выходит за рамки рассматриваемой темы. При ремонте же приходится сталкиваться с неисправностями, которые изменяют рабочие характеристики оборудования. Это может быть развиваемая или потребляемая мощность, производительность, удельный расход рабочей жидкости, точность и качество выполняемой работы, развиваемая скорость и др. Для передаточных механизмов основной характеристикой является механический коэффициент полезного действия, о снижении которого во время работы судят обычно по возрастающему шуму в передачах.
Как известно, в процессе эксплуатации оборудование подвергается различным вредным воздействиям, которые можно разделить на субъективные и объективные. К субъективным факторам можно отнести воздействия, связанные с неправильной эксплуатацией оборудования обслуживающим персоналом, обусловленной недостатком знаний, опыта, небрежностью, несоблюдением режимов работы, а также плохой организацией технической эксплуатации и др. К объективным относятся воздействия, не зависящие от обслуживающего персонала. Это — условия работы, качество материала трущихся пар, действие промежуточной среды в них, климатические и биологические воздействия, внешние взаимодействия деталей и др.
В результате в сопряжениях появляются неисправности, заключающиеся в нарушении посадки, изменяющей геометрическую форму и размеры деталей. Эти изменения могут проявляться в нарушениях конструктивных размеров деталей, эксплуатационных свойств их рабочих поверхностей и др. и привести к тому, что характер посадок у сопряженных деталей постепенно переходит в иное качество, в результате которого неподвижное соединение становится подвижным, плотное прилегание - неплотным и т. д.. Изменения происходят в результате механического, молекулярного, теплового, химического, электрохимического и других видов воздействий. Процессы, сопровождающие изменения, крайне разнообразны, они по-разному протекают в различных условиях и зависят от многочисленных внешних и внутренних факторов. Основной количественной мерой изменения является суммарная величина разрушения, определяемая по изменению размеров деталей - линейный износ.
(Износ — это сопровождающий трение процесс постепенного изменения размеров деталей и рабочих органов машин. само изменение размеров детали и ее формы тоже именуют износом.)
Вспомогательными критериями оценки изменения служат показатели уменьшения объема или веса детали — соответственно объемный и весовой износ. Как показывает практика, детали оборудования с течением времени приходится восстанавливать или выбраковывать из-за явления различного рода неисправностей, которые можно классифицировать на следующие группы: недостатки конструкции, нарушение технологии изготовления и ремонта, естественные аварийные износы. (Восстановление — это частный случай ремонта, при котором детали придаются размеры и эксплуатационные свойства, предусмотренные чертежами и техническими условиями на изготовление).
Недостатки конструкции заключаются в неправильном назначении размеров деталей, посадок, выборе материала, покрытий и термической обработки.
Примерами нарушения технологии может служить использование несоответствующих материалов, нарушение посадок сопряжений и неудовлетворительное качество механической, термической и других видов обработки, сборки и регулировки. Работа сопряжений оборудования сопровождается силами трения, возникающими на поверхностях деталей при их взаимном перемещении. Поэтому износ деталей при соблюдении всех правил технической эксплуатации, являющийся естественным результатом работы сопряжения, так и называется естественным.
Интенсивность износа зависит от многих факторов: конструкции отдельных механизмов, условий работы и качества материала деталей, качества сборки, регулировки и смазки, своевременности и полноты технического обслуживания и пр.
Естественный износ деталей проявляется в изменении качества их поверхности геометрических размеров и формы: на рабочих поверхностях появляются риски и царапины, геометрическая форма из цилиндрической переходит в овальную, по длине рабочей части деталей появляется конусность, изменяются также свойства поверхностных слоев. Изменения поверхностного слоя могут привести к смягчению или локализации внешнего воздействия. Таково, например, действие возникающих при трении окисных пленок и продуктов износа. В некоторых случаях поверхностная твердость детали уменьшается в процессе износа, например, при износе поверхностно закаленных цементованных и цианированных деталей, а иногда твердость растет вследствие наклепа, вызывая при перенаклепе постепенное повышение хрупкости поверхностного слоя, ускоряющей износ.
Работа деталей при Нагрузках, превосходящих расчетные, а также нарушение правильного взаимного положения деталей в узле, кроме того, вызовут остаточные деформации: погнутость, скрученность, коробление и вмятины.
Наряду с естественным износом в деталях могут появиться неисправности аварийного характера например задиры на шейках коленчатых или челночных валов, поломки зубьев зубчатых колес, многовалковых сушильно-гладильных катков, поломки пружин, трещины и пробоины в корпусных деталях машины для двоения низа обуви или обрубки набоек и др. Они являются, главным образом, результатом неправильной технической эксплуатации и значительно реже - результатом недостатков производства.
В.И. Казарцев отмечает, что так как скорость нарастания естественных износов отдельных механизмов зависит от их конструктивного совершенства, то изучение износов данной группы важно прежде всего для заводов-изготовителей. На основе данных эксплуатации о поведении механизма в процессе работы зарод имеет возможность своевременно устранять те или иные конструктивные или технологические недочеты, совершенствуя таким образом свое оборудование. Не менее важно, чтобы естественные износы были известны и хозяйствам, эксплуатирующим оборудование.
Естественный износ механизмов увеличивается по мере увеличения времени их работы. Однако такое постепенное нарастание износа лишь до известного предела не влечет за собой качественных изменений в работе механизма и, очевидно, лишь до |того предела износ может считаться естественным, нормальным, после чего он перерастает в аварийный, т. е. когда изменения в работе механизма резко ухудшают его работу. Вся сложность профилактики неисправностей заключается именно в том, чтобы своевременно определить момент достижения каждым механизмом своего предельного естественного износа и ремонтным вмешательством предотвратить аварийный износ, восстановить изношенное сопряжение и таким образом без больших затрат вернуть механизму эксплуатационные качества.

Нарастание износа во времени может быть представлено графически. Если отложить по оси абсцисс время работы детали, а по оси ординат - какой-либо показатель износа (уменьшение размера, потеря веса), то получим кривую износа. Известные варианты связей между величинами износа u и временем работы t показаны на рис. 1 (величина предельного износа на всех схемах показана штриховой линией). Кривая на рис. 1, а показывает, что с самого начала работы деталь изнашивается с постепенно возрастающей скоростью. Таким образом нарастает износ, например, в клапанных механизмах обезжиривающего оборудования, каландрах, стиральных машинах и окрасочных аппаратах. Небольшой износ деталей клапана вызывает прогрессирующую утечку жидкости или газа в момент перекрытия и соответственно ускоряет процесс изнашивания.
Кривая на рис. 1, б относится к случаям, когда в первое время трущиеся сопряжения не изнашиваются совсем или степень износа не выражается в измеримых изменениях размеров деталей (например, детали, выходящие из строя вследствие усталостных процессов разрушения поверхностного слоя). Такая кривая характерна для подшипников качения, зубчатых колес. Без заметного износа длительное время могут работать слабо нагруженные и хорошо смазанные детали, защищенные от абразивных частиц.
Для режущего инструмента, рабочих органов отрезных и заготовочных машин швейного и обувного производства, раскройного оборудования характерно изменение износа, представленное на рис. \, в. В начале работы износ происходит с большей скоростью, но в дальнейшем замедляется.
Кривая на рис. 1,г показывает изменение износа деталей во времени для большого числа трущихся сопряжений. В. Ф. Лоренц при испытании на износ крючковых цепей установил наличие трех характерных участков на кривой зависимости между износом и временем работы [70]. Начальный участок кривой I Характеризует процесс приработки нового сопряжения. Далее следует участок кривой II с небольшой и относительно постоянной too величине скоростью износа, отвечающей периоду нормальной работы сопряжения (естественный износ). На последнем участке III скорость износа вновь возрастает вследствие прогрессирующего ухудшения зацепления цепи со звездочкой (период аварийного износа). Эта закономерность износа во времени особенно справедлива для деталей подвижного сопряжения.
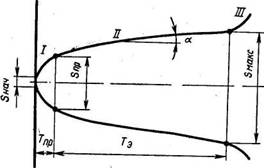
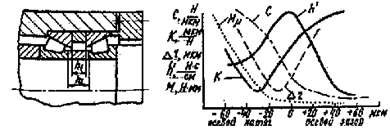
Рис. 2. Изменение зазора в сопряжении в процессе эксплуатации:
I — период приработки; II — период нормальной работы; III — период аварийного износа
На рис. 2 показан износ деталей подвижного сопряжения (вал-подшипник), имеющего начальный зазор Sнач, установленный при сборке. В самом начале работы сопряжения скорость износа деталей имеет высокие, но постепенно убывающие значения. Это вызывается тем, что детали после сборки сопрягаются по выступам шероховатостей на вершинах волн и площадь фактического контакта в начальный период мала, поэтому при нагрузке действуют большие удельные давления, вызывающие значительную пластическую деформацию. Неровности частично, сминаются и частично разрушаются как по вершинам, так и по впадинам. По истечении определенного времени общая площадь касания возрастает, действительное удельное давление уменьшается и при неизменных условиях работы создается стабильная шероховатость.
В настоящее время установилось мнение, что в период приработки происходит изменение шероховатости, когда поверхности могут стать более гладкими или более шероховатыми по сравнению с их начальным состоянием. Микронеровности» изнашивающихся поверхностей представляют собой следы разрушения поверхностного слоя, поэтому вполне естественно, что определенному процессу изнашивания действительно должны соответствовать определенные по своим размерам и форме микронеровности.
Рассматривая микронеровности приработанной поверхности как результат процесса деформирования и разрушения поверхностного слоя деталей при их приработке, крупные приработочные микронеровности можно считать свидетельством плохого прилегания трущихся поверхностей из-за неточностей геометрической формы деталей, недопустимой волнистости поверхности, значительных перекосов при сборке и т. п.
Для снижения износа в период приработки поверхности трущихся деталей должны отрабатываться с таким расчетом, чтобы переход от начальной шероховатости к шероховатости приработанной поверхности мог произойти достаточно быстро и без существенного износа сопряженных деталей.
К концу приработки микротвердость поверхностей трения становится также определенной, не зависящей от начального состояния поверхностей. Таким образом, можно полагать, что за время приработки происходит переформирование поверхности и изменение ее физико-механических свойств.
1.2 Виды износа деталей
Трение и износ представляют собой две формы одного и того же явления, обусловленного взаимодействием тел, соприкасающихся под действием сжимающей нагрузки при относительном перемещении этих тел в плоскости их касания. Трение определяет потери энергии в машинах и оборудовании, износ же — долговечность деталей.
Различают три вида износа: механический молекулярно-механический и коррозионно-механический.
Механический износ. Он охватывает все виды износа, связанные с чисто механическим разрушением поверхностей трения. К этому виду относят абразивный износ, износ вследствие пластической деформации и при хрупком разрушении. Абразивный износ заключается в разрушении поверхности деталей твердыми частицами.
Абразивный износ имеет три подвида в соответствии с источником и характером абразивного воздействия:
1. Абразивное воздействие на материал одной из сопряженных деталей оказывают твердые структурные элементы материала другой детали;
2. На материал одной из сопряженных деталей абразивное воздействие оказывают твёрдые посторонние частицы, которые внедряются в поверхность другой детали;
3. Абразивное воздействие на материал обеих сопряженных деталей оказывают твердые посторонние частицы, которые передвигаются между их поверхностями.
Если абразивные частицы попадают на трущиеся поверхности и в смазку, то смазочный, материал не может предохранить поверхности от абразивного износа и для его .снижения в.этом случае следует обеспечить надёжные уплотнительные устройства и фильтрацию смазочного материала.
При наличии химически агрессивных сред абразивный износ переходит в коррозийно-механический. Износ вследствие пластической деформации заключается в изменении размеров или формы детали в результате пластической деформации ее макрообъёмов.
Износ при хрупком разрушении наблюдается в тех случаях, когда поверхностный слой одного из трущихся металлов в результате многократной деформации отдельных выступов становится хрупким, разрушается и обнажает лежащий под им менее хрупкие слои, которые с течением времени также разрушаются.
Молекулярно-механический износ. К молекулярно-механическому износу относятся все степени разрушения поверхностей, происходящего в результате физического процесса притяжения поверхностных частиц – схватывание или сцепление. Схватывание при трении может проявляться в виде лёгкого переноса металла с поверхности одного тела на сопряжённую поверхность другого тела или в виде наволакивания металла в области трения
Коррозионно-механический износ. Коррозионно-механический износ представляет собой вид разрушения трущихся поверхностей, происходящего в результате одновременного воздействия на поверхность механического износа в сочетании с интенсивным коррозионным процессом в поверхностных слоях.
При сочетании различных коррозионных и механических воздействий возможны следующие разновидности, коррозийно-механического износа: при трении поверхностей, находящихся под воздействием агрессивных сред; при наличии вибрации - фретинг-коррозия.
Фретинг-коррозия представляет собой особый вид коррозийно-механического износа, возникающего на плотно соприкасающихся поверхностях (металл—металл или металл—неметалл), находящихся под нагрузкой и подверженных вибрациям или совершающих относительное возвратно-колебательное движение с малыми амплитудами при одновременном воздействии на поверхность агрессивной среды (например, кислорода воздуха).
Похожие работы
... . Это позволяет: -снизить трудоемкость обработки -снизить себестоимость обработки -сократить время обработки и обслуживания. Ожидаемый частный годовой экономический эффект от автоматизации шлифовального процесса путем разработки автоматической системы управления параметров станка является снижение затрат на обработку детали типа кольцо ступенчатое при годовой программе выпуска 1000 ед. ...
... -экономическое сравнение двух вариантов технологического процесса На основе информации, предоставленной в базовом и предлагаемом вариантах технологических процессов, осуществляем их технико-экономическое сравнение, руководствуясь методикой, изложенной в пособии [51, с.95-120] Механическая обработка детали типа «Фланец» переводится с горизонтально-фрезерного станка 6Р82 на фрезерный станок с ЧПУ ...
... что финансовое положение ОАО «ЧАЗ» устойчивое. Собственные источники финансирования покрывают оборотные активы организации. 2. Анализ внедрения прогрессивных технологических процессов и новой техники 2.1 Теоретические основы внедрения прогрессивных технологических процессов и новой техники В промышленно развитых странах, где кризисы и спады производства повторяются периодически, изменения ...
... получения заготовки для каждого из способов путем сравнения их по значению стоимости. Себестоимость производства заготовок, без учета затрат на предварительную механическую обработку, определяется по зависимости [1, стр. 61]: (7), где Gд –масса детали, кг Gзаг –масса заготовки, кг Кто – коэффициент, учитывающий доплаты за термообработку и очистку заготовок, руб/т Ктч –коэффициент, ...
0 комментариев